一种用于长筒类零件的无级装夹装置的制作方法
本发明涉及装夹设备,尤其涉及一种用于长筒类零件的无级装夹装置。
背景技术:
1、在零件装夹技术领域,尤其针对长筒类零件,在对其内腔进行加工时,往往需要设计特定的工装进行装夹。
2、但是现有的装夹装置,自动化程度较低,装夹效果较差,加工过程中,零件容易发生移动,导致加工质量无法满足要求。例如现有的薄壁长筒类零件镗孔装夹方法采用并列柔性绳索和弧形垫铁配合进行装夹,容易发生零件松动问题;并且,现有装置存在装夹过程自动化程度低,需要不断对夹具进行手动调整的问题。
3、因此,需要提供一种装夹装置,对长筒类零件进行装夹,保证装夹稳定性的同时提高自动化程度。
技术实现思路
1、鉴于上述的分析,本发明旨在提供一种用于长筒类零件的无级装夹装置,用以解决现有装夹装置容易松动、自动化程度低的问题。
2、本发明的目的主要是通过以下技术方案实现的:
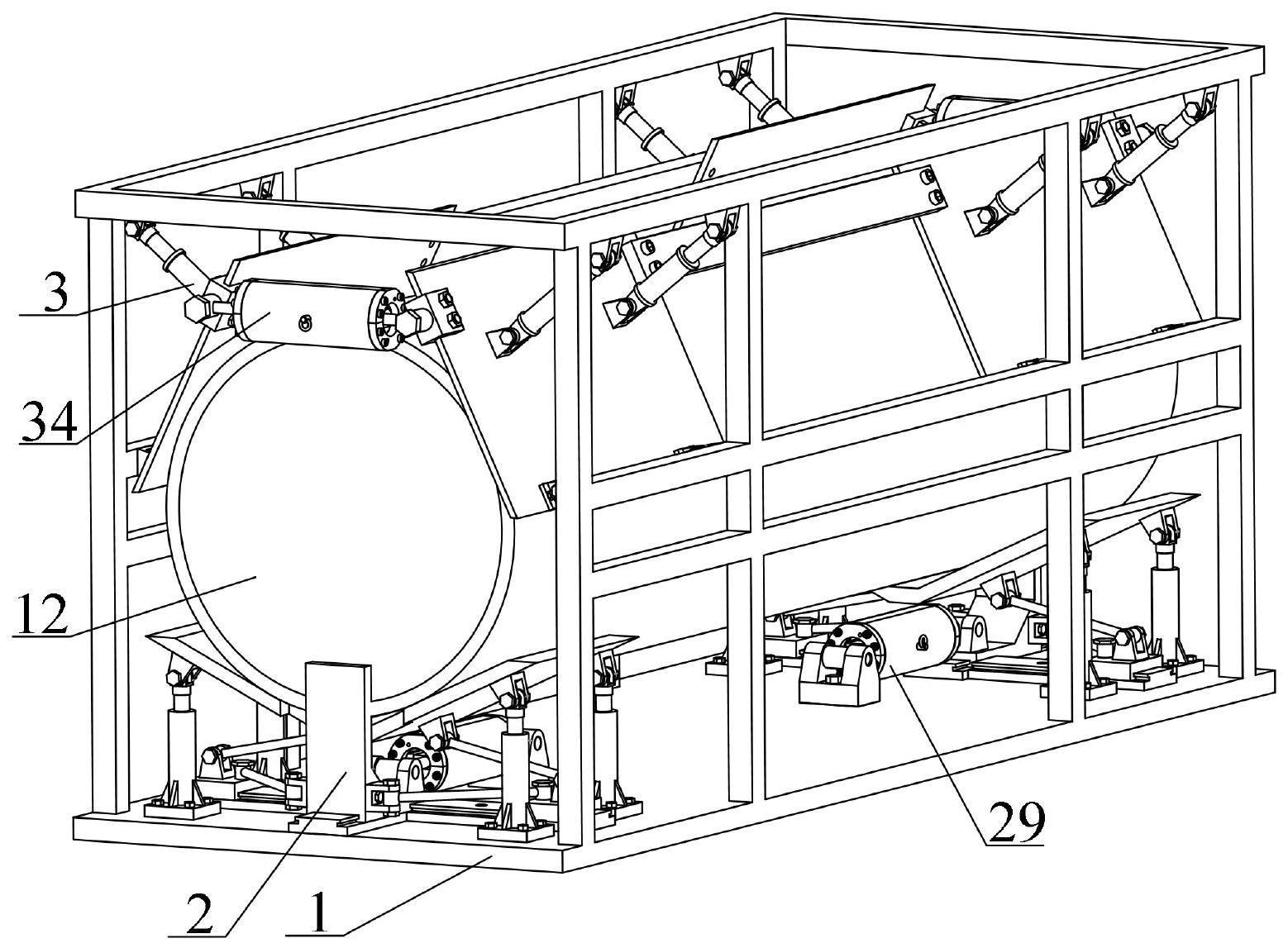
3、一种用于长筒类零件的无级装夹装置,包括:机架、轴向装夹机构和纵向装夹机构;
4、轴向装夹机构包括:v形支撑板、l形夹板、连杆机构和第一无级锁紧装置;v形支撑板用于对长筒类零件进行支撑;v形支撑板通过连杆机构与l形夹板连接;v形支撑板下移时,连杆机构能够带动l形夹板位移,进而使l形夹板压紧在长筒类零件的两端;第一无级锁紧装置用于锁定连杆机构;
5、纵向装夹机构包括:第二液压缸、夹板和第二无级锁紧装置;第二液压缸用于驱动夹板旋转,夹板能够与长筒类零件的上表面接触,进而将其压紧在v形支撑板上;第二无级锁紧装置用于锁定夹板。
6、进一步地,轴向装夹机构在机架的下方对称设置两组,纵向装夹机构在机架的上方对称设置两组。
7、进一步地,轴向装夹机构还包括:第一液压缸;第一液压缸设置在v形支撑板的下方,用于对v形支撑板进行支撑。
8、进一步地,v形支撑板的下方设置四个第一液压缸。
9、进一步地,连杆机构包括:推杆、拉杆第一导轨板、第二导轨板和推拉支座;第一导轨板和第二导轨板均固定安装在机架的底板上,且二者相互垂直;l形夹板滑动安装在第一导轨板上,第二导轨板上滑动安装两个推拉支座;v形支撑板的下方铰接安装两根推杆;两根推杆一端与v形支撑板铰接,另一端分别与两个推拉支座铰接;l形夹板的两侧铰接安装两根拉杆;两根拉杆一端与l形夹板铰接,另一端与两个推拉支座铰接。
10、进一步地,l形夹板和机架上分别安装有两个机座;第一无级锁紧装置的两端通过机座分别与l形夹板和机架铰接。
11、进一步地,纵向装夹机构包括:两块对称设置的夹板和第二液压缸、两个支架和一个第二无级锁紧装置;两个第一液压缸伸长时,两块夹板同步偏转;夹板的侧面安装支架;第二无级锁紧装置通过两个支架与两块夹板铰接连接。
12、进一步地,夹板铰接在机架的竖直方向的支撑梁上;第二液压缸一端与夹板铰接,另一端与机架上方的横梁铰接;第二液压缸伸长时,能够推动夹板相对于机架偏转。
13、进一步地,第一无级锁紧装置和第二无级锁紧装置的结构相同。
14、进一步地,l形夹板沿第一导轨板滑移时,第一无级锁紧装置被压缩;纵向装夹机构的两块夹板对称偏转时,第二无级锁紧装置被压缩;无级装夹装置对长筒类零件装夹完成时,第一无级锁紧装置和第二无级锁紧装置不能伸缩。
15、具体地,第一无级锁紧装置包括:棘杆、螺纹杆、棘爪和弹簧;棘杆与螺纹杆滑动安装;棘杆上设有并列的多个棘爪槽;棘爪能够卡入棘杆的棘爪槽中;棘杆和螺纹杆相对滑移时,棘爪能够切换不同的棘爪槽进行卡合;通过弹簧的伸缩,棘爪能够从卡入棘爪槽或从棘爪槽滑出。
16、具体地,第一无级锁紧装置还包括:螺纹套管、第一端盖、第二端盖、支撑板、顶杆和摆杆;
17、螺纹杆套设于螺纹套管的内部,且与螺纹套管通过螺纹旋接;
18、棘爪滑动安装在支撑板的棘爪孔中;弹簧安装在棘爪和顶杆之间;弹簧能够推动棘爪在棘爪孔中滑移,且能够推动顶杆沿棘爪孔的轴线方向位移;
19、螺纹套管的两端固定安装第一端盖和第二端盖;摆杆一侧铰接安装顶杆,另一侧转动安装在第一端盖和第二端盖之间;顶杆相对于支撑板位移时,能够通过摆杆推动螺纹套管相对于螺纹杆旋转;
20、螺纹套管相对于螺纹杆旋转时,螺纹套管能够相对于螺纹杆沿螺纹杆的轴线方向位移;
21、支撑板滑动安装在螺纹杆的上方,且支撑板的两端分别与第一端盖和第二端盖接触;
22、螺纹套管相对于螺纹杆位移时,能够同时带动第一端盖和第二端盖相对于螺纹杆位移;第一端盖和第二端盖能够推动支撑板及安装在支撑板上的棘爪沿螺纹杆的轴线方向位移;棘爪位移时,能够调节其自身与棘爪槽的卡合程度。
23、具体地,第一无级锁紧装置还包括:第一拉杆和第二拉杆;第一拉杆与棘杆固定连接;螺纹杆与第二拉杆固定连接。
24、具体地,螺纹杆和螺纹套管之间设置有圆柱销;圆柱销垂直于螺纹杆的轴线设置;圆柱销能够同时卡入螺纹套管和螺纹杆的销孔内,进而实现对螺纹套管和螺纹杆和限位。
25、具体地,螺纹杆的上方设置有对称的两条梯形导轨;支撑板的下方设置有梯形导槽;支撑板通过梯形导槽滑动安装在螺纹杆的梯形导轨上。
26、具体地,棘杆的左右两侧设有三角形导轨,螺纹杆的内侧设有三角形导槽;棘杆通过三角形导轨滑动安装在螺纹杆的三角形导槽中。
27、具体地,螺纹杆的外侧设有外螺纹,螺纹套管的内壁上设有内螺纹;外螺纹与内螺纹旋接。
28、具体地,棘爪的上端面设有沿自身轴线方向的圆柱形凹槽;顶杆上设有多个圆柱形凸台;圆柱形凸台滑动安装在圆柱形凹槽中;弹簧安装在圆柱形凹槽中,且设置在圆柱形凸台和棘爪之间。
29、具体地,棘杆的上下两侧设有棘爪槽;棘爪、顶杆、摆杆和支撑板在棘杆的上下两侧对称设置两组。
30、具体地,摆杆的两端设有旋转轴,第一端盖和第二端盖上均设有两个圆柱形通孔;两个摆杆均通过旋转轴转动安装在第一端盖和第二端盖的圆柱形通孔中。
31、本发明技术方案至少能够实现以下效果之一:
32、1.本发明的用于长筒类零件的无级装夹装置,依靠轴向装夹机构和纵向装夹机构进行自动装夹,自动化程度高。
33、2.本发明的无级装夹装置充分利用零件自身重力和所设的连杆机构实现了对长筒类零件全方位的装夹固定,且能保证在加工过程中,零件不发生移动,有利于提高零件的加工精度。
34、3.本发明的用于长筒类零件的无级装夹装置,通过无级锁紧装置对轴向装夹机构和纵向装夹机构进行锁紧;所述的无级锁紧装置利用可移动的所述棘爪和棘杆的配合,克服了传统的棘轮锁紧机构只能在某一固定位置进行锁紧的缺陷,实现了无级锁紧。
35、本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
- 还没有人留言评论。精彩留言会获得点赞!