焊接工艺管理方法及系统与流程
本发明涉及焊接,特别是一种焊接工艺管理方法及系统。
背景技术:
1、随着自动焊接设备、技术的发展,焊接机器人等自动焊接设备凭借可实现高效率、高品质、高柔性、高稳定性的焊接作业而不断普及、应用。焊接作业前需要制定焊接工艺,焊接工艺是根据产品的生产性质、图样和技术要求,结合现有条件,运用现代焊接技术知识和先进生产经验,确定出产品的加工方法和程序,是焊接过程中的一整套技术规定。在中厚板焊接、高强钢焊接等场合,制定合适且成熟的焊接工艺成本高、时间长、难度大,焊接工艺调试难度大,调试周期长。对于一些相同、相近或类似的焊接作业需要重复制定焊接工艺,增加了时间成本,降低了工作效率。
技术实现思路
1、本发明旨在解决上述技术问题,从而提供一种焊接工艺管理方法及系统,高效管理、收集、积累成熟的自动焊接工艺数据,提高工作效率。
2、本发明解决其技术问题,采用的技术方案是:
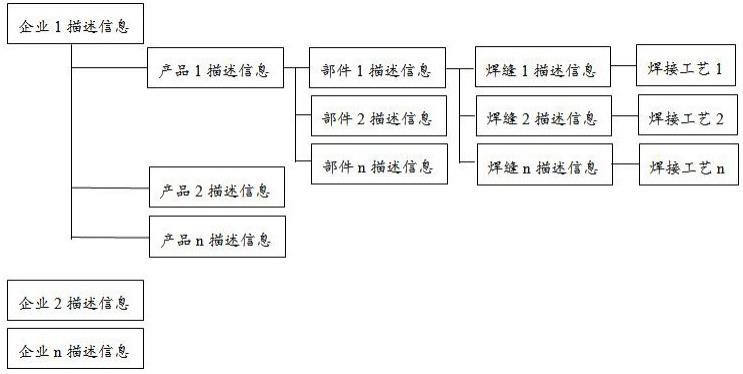
3、一种焊接工艺管理方法,建立工程模块,按照企业描述信息-产品描述信息-部件描述信息-焊缝描述信息存储数据,每条焊缝描述信息关联一条焊接工艺,焊缝描述信息包括焊缝基础信息、焊接设定信息、接头设定信息和工艺库选择信息,焊缝基础信息包括焊缝名称和焊缝编号,焊缝编号唯一;
4、建立数据库模块,用于存储焊接工艺;
5、建立扩展模块,扩展模块分别与机器人的传感器和据库模块通讯。
6、一种焊接工艺系统,包括机器人、机器人控制模块,所述机器人控制模块包括传输子模块、转换子模块和机器人执行模块,工程模块与传输子模块通讯;扩展模块自动检索、调取数据库模块中的焊接工艺数据并将焊接工艺数据传输至传输子模块。
7、采用上述技术方案的本发明与现有技术相比,有益效果是:
8、方便高效管理、收集、积累成熟的自动焊接工艺数据,形成用户或集成商自己的且不断丰富的“工艺库”,并能将工艺库中的焊接工艺数据检索、下传给机器人执行焊接作业;极大地降低焊接工艺调试难度、缩短项目调试周期;加快项目调试、交付进度,提高工作效率。
9、进一步的, 本发明的优化方案是:
10、所述工艺库选择信息包括第一标准工艺库和第一自定义工艺库,第一标准工艺库中存储的焊接工艺数据由焊接设定信息、接头设定信息检索,第一自定义工艺库中存储的焊接工艺数据由焊缝描述信息的焊缝编号检索。
11、所述焊接设定信息包括焊机型号、保护气体、焊丝型号、焊丝直径、干伸长、脉冲有无和焊接方法,接头设定信息包括接头类型、坡口角度、根部间隙、钝边、开坡口方式、焊脚尺寸、板厚和熔深。
12、所述焊接方法包括普通模式、双电双丝模式和单电双丝模式,三种模式选择其一。
13、所述数据库模块包括第二标准工艺库和第二自定义工艺库,第二标准工艺库的焊接工艺数据唯一且不依赖工程模块,第二自定义工艺库的焊接工艺数据不唯一且依赖工程模块。
14、所述数据库模块的焊接工艺包括焊道排布参数、摆动参数、焊接参数、收弧参数、焊缝回填参数、再试参数、梯形焊接参数、传感参数和焊缝描述信息。
15、所述传输子模块下载、上传机器人焊接任务文件,转换子模块用于焊接工艺数据通用格式与机器人执行模块可识别、执行的任务文件格式之间的格式转换。
16、在所述工程模块的下拉菜单选择或者填写焊缝基础信息、焊接设定信息、接头设定信息、工艺库选择信息,检索数据库中是否存在相应条件的焊接工艺,如存在则显示该焊接工艺,并将该焊接工艺传送至传输子模块,如不存在则建立新的焊接工艺。
17、在所述扩展模块设定焊接设定信息和工艺库选择信息,机器人携带传感器到达传感位置并通知传感器进行传感,传感器识别待焊工件的接头设定信息,传感器将接头设定信息传输给扩展模块,扩展模块从数据库模块检索相应焊接工艺,如存在则显示该焊接工艺,并将该焊接工艺传送至传输子模块,如不存在该焊接工艺,返回焊接工艺不存在信息给传感器,传感器返回异常信息给机器人模块,机器人停机,进行相应提示。
技术特征:
1.一种焊接工艺管理方法,其特征在于:
2.根据权利要求1所述的焊接工艺管理方法,其特征在于:所述工艺库选择信息包括第一标准工艺库和第一自定义工艺库,第一标准工艺库中存储的焊接工艺数据由焊接设定信息、接头设定信息检索,第一自定义工艺库中存储的焊接工艺数据由焊缝描述信息的焊缝编号检索。
3.根据权利要求1所述的焊接工艺管理方法,其特征在于:所述焊接设定信息包括焊机型号、保护气体、焊丝型号、焊丝直径、干伸长、脉冲有无和焊接方法,接头设定信息包括接头类型、坡口角度、根部间隙、钝边、开坡口方式、焊脚尺寸、板厚和熔深。
4.根据权利要求3所述的焊接工艺管理方法,其特征在于:所述焊接方法包括普通模式、双电双丝模式和单电双丝模式,三种模式选择其一。
5.根据权利要求1所述的焊接工艺管理方法,其特征在于:所述数据库模块包括第二标准工艺库和第二自定义工艺库,第二标准工艺库的焊接工艺数据唯一且不依赖工程模块,第二自定义工艺库的焊接工艺数据不唯一且依赖工程模块。
6.根据权利要求1所述的焊接工艺管理方法,其特征在于:所述数据库模块的焊接工艺包括焊道排布参数、摆动参数、焊接参数、收弧参数、焊缝回填参数、再试参数、梯形焊接参数、传感参数和焊缝描述信息。
7.一种焊接工艺系统,包括机器人、机器人控制模块,其特征在于:所述机器人控制模块包括传输子模块、转换子模块和机器人执行模块,工程模块与传输子模块通讯;扩展模块自动检索、调取数据库模块中的焊接工艺数据并将焊接工艺数据传输至传输子模块。
8.根据权利要求7所述的焊接工艺系统,其特征在于:所述传输子模块下载、上传机器人焊接任务文件,转换子模块用于焊接工艺数据通用格式与机器人执行模块可识别、执行的任务文件格式之间的格式转换。
9.根据权利要求7所述的焊接工艺系统,其特征在于:在所述工程模块的下拉菜单选择或者填写焊缝基础信息、焊接设定信息、接头设定信息、工艺库选择信息,检索数据库中是否存在相应条件的焊接工艺,如存在则显示该焊接工艺,并将该焊接工艺传送至传输子模块,如不存在则建立新的焊接工艺。
10.根据权利要求7所述的焊接工艺系统,其特征在于:在所述扩展模块设定焊接设定信息和工艺库选择信息,机器人携带传感器到达传感位置并通知传感器进行传感,传感器识别待焊工件的接头设定信息,传感器将接头设定信息传输给扩展模块,扩展模块从数据库模块检索相应焊接工艺,如存在则显示该焊接工艺,并将该焊接工艺传送至传输子模块,如不存在该焊接工艺,返回焊接工艺不存在信息给传感器,传感器返回异常信息给机器人模块,机器人停机,进行相应提示。
技术总结
本发明公开了一种焊接工艺管理方法及系统。焊接工艺管理方法:建立工程模块,按照企业描述信息‑产品描述信息‑部件描述信息‑焊缝描述信息存储数据,每条焊缝描述信息关联一条焊接工艺,焊缝描述信息包括焊缝基础信息、焊接设定信息、接头设定信息和工艺库选择信息,焊缝基础信息包括焊缝名称和焊缝编号,焊缝编号唯一;建立数据库模块,用于存储焊接工艺;建立扩展模块,扩展模块分别与机器人的传感器和据库模块通讯。本发明方便高效管理、收集、积累成熟的自动焊接工艺数据,形成用户或集成商自己的且不断丰富的“工艺库”;极大地降低焊接工艺调试难度、缩短项目调试周期;加快项目调试、交付进度,提高工作效率。
技术研发人员:王景磊
受保护的技术使用者:唐山松下产业机器有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!