电阻焊接电极、用电阻焊接电极焊接法兰的方法和车辆与流程
本公开的总体涉及电阻焊接,并且更具体地涉及金属工件或金属合金工件的电阻点焊接或电阻缝焊接。
背景技术:
1、电阻焊接(例如,电阻点焊接和电阻缝焊接)是各种工业中用于连接两个或更多个金属工件的工艺。例如,汽车工业在制造车门、发动机罩、行李箱盖或举升门以及其他车辆部件的过程中经常使用电阻焊接来连接金属工件。通常沿着金属工件的外围或在一些其他位置处进行多处焊接。
2、一般来说,电阻焊接依靠电流流动通过接触的金属工件并穿过它们的接合界面的电阻来产生热量。为了执行电阻焊接工艺,一对相对的焊接电极被夹持在焊接部位的金属工件的相对侧上的对齐点处。然后,电流从一个焊接电极向另一个焊接电极通过工件。电流流动的电阻在金属工件内及其接合界面处产生热量。对于由某些金属和合金(例如,铝和铝合金)形成的工件,在接合界面处产生的热量往往会引发熔融焊池,该熔融焊池从接合界面穿透铝工件。当电流流动停止时,熔融焊池固化成形成全部或部分焊接接头的焊点熔核。在电阻焊接工艺完成之后,焊接电极从工件表面缩回,并且电阻焊接工艺可以在另一焊接部位重复进行。
3、由于当前可用的电阻焊接系统(包括例如其焊接电极)的构造的缘故,工件法兰的电阻焊接受限于某些最小尺寸。通常,法兰必须从工件的相邻部分延伸超过10毫米(取决于法兰角度)才能进行电阻焊接。这样的尺寸(本文称为法兰宽度)通常是提供焊接电极的足够的可及性和冷却效果所必需的。法兰宽度为10毫米或更小的焊接法兰的能力可以提供各种益处,诸如减小车辆重量和/或增加设计可能性。
4、因此,希望提供能够对具有宽度为10毫米或更小的法兰的工件进行电阻焊接的系统和/或方法。此外,结合附图以及前述技术领域和背景技术,根据随后的详细描述和所附权利要求,本发明的其他期望特征和特性将变得显而易见。
技术实现思路
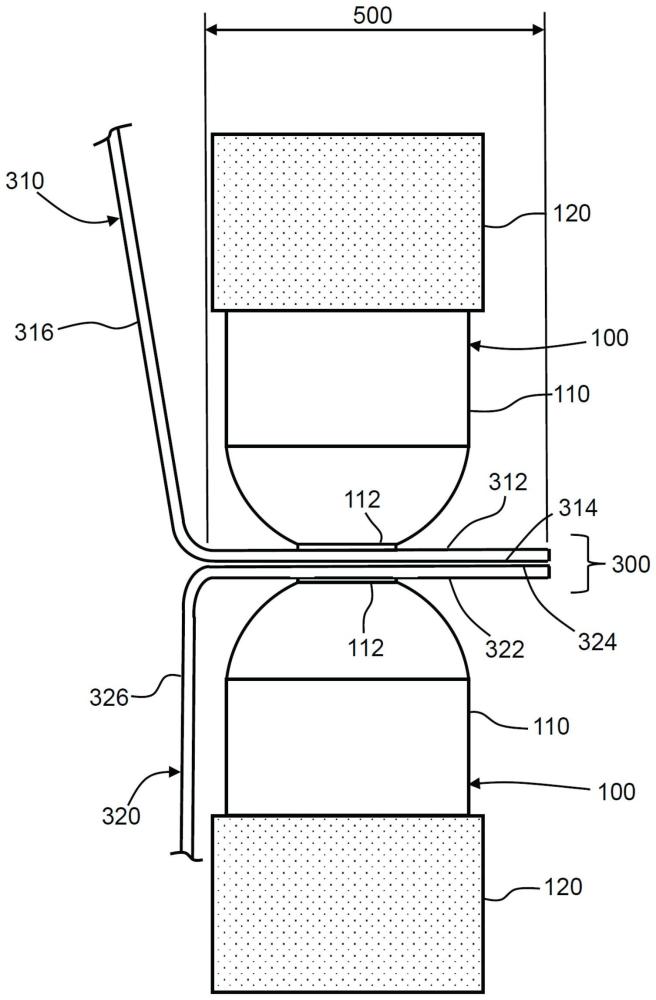
1、提供了一种用于电阻焊接的焊接电极。在一个实施例中,焊接电极包括主体,该主体包括在主体远端上的焊接面,该焊接面被配置为接触工件并向其施加电流。主体具有13毫米或更小的最大直径。焊接电极包括覆盖主体的至少一部分的绝缘材料,该绝缘材料被配置为在使用焊接电极对工件叠层进行电阻焊接的同时减少在绝缘材料与工件叠层之间接触时的电流分流。
2、在实施例中,焊接电极的焊接面具有5毫米或更小的直径。
3、在实施例中,焊接电极的主体包括具有第一直径的第一区段,焊接面具有小于第一直径的第二直径,并且主体包括在第一区段与焊接面之间的从第一直径过渡到第二直径的第一中间区段。
4、在实施例中,焊接电极的主体包括具有第一直径的第一区段,焊接面具有小于第一直径的第二直径,主体包括第二区段,该第二区段具有小于第一直径且大于第二直径的第三直径,主体包括在第一区段与第二区段之间的从第一直径过渡到第三直径的第一中间区段,主体包括在第二区段与焊接面之间的从第三直径过渡到第二直径的第二中间区段。
5、在实施例中,焊接电极的主体包括内表面,该内表面限定空腔,该空腔被配置为接纳冷却流体。
6、在实施例中,绝缘材料包括尼龙聚酰胺、乙烯-氯三氟乙烯、氯三氟乙烯、硅酮、硅酮玻璃、硅酮陶瓷或陶瓷-无机材料。在实施例中,绝缘材料距离主体的焊接面6毫米或更远。
7、在实施例中,焊接电极被配置为用于焊接工件的法兰,该法兰从工件的剩余部分延伸8毫米或更小的尺寸。
8、在另一个实施例中,提供了一种用于电阻焊接的方法。该方法包括:提供工件叠层,该工件叠层包括第一工件的第一法兰和第二工件的第二法兰,其中第一法兰从第一工件的剩余部分延伸10毫米或更小的第一尺寸,并且第二法兰从第二工件的剩余部分延伸10毫米或更小的第二尺寸;使第一焊接电极与第一法兰接触,并使第二焊接电极与第二法兰接触;根据包括预热阶段和焊接阶段的焊接进度表,在第一焊接电极与第二焊接电极之间通过电流,其中预热阶段包括至少一个预热步骤,在该预热步骤期间,电流保持在第一电流值,该第一电流值低于使第一法兰和第二法兰熔化所必需的最小电流值,其中焊接阶段包括至少一个焊接步骤,在该焊接步骤期间,电流在足以在第一工件和第二工件内形成熔融焊池的时间内保持在高于最小电流值的第二电流值,其中电流是直流电流;以及停止电流在第一焊接电极与第二焊接电极之间的通过,以允许熔融焊池固化成在第一工件与第二工件之间形成全部或部分焊接接头的焊点熔核。
9、在实施例中,主体包括:第一区段,该第一区段具有第一直径;焊接面,该焊接面在主体远端处并具有小于第一直径的第二直径;以及第一中间区段,该第一中间区段在第一区段与焊接面之间并从第一直径过渡到第二直径。
10、在实施例中,主体包括:第一区段,该第一区段具有第一直径;焊接面,该焊接面位于主体远端处并具有小于第一直径的第二直径;第二区段,该第二区段具有小于第一直径且大于第二直径的第三直径;第一中间区段,该第一中间区段在第一区段与第二区段之间并从第一直径过渡到第三直径;以及第二中间区段,该第二中间区段在第二区段与焊接面之间并从第三直径过渡到第二直径。
11、在实施例中,该方法包括在第一焊接电极与第二焊接电极之间通过电流的同时向由主体的内表面限定的空腔提供冷却流体。
12、在实施例中,该方法包括用绝缘材料覆盖第一焊接电极的主体的至少一部分,该绝缘材料被配置为在第一焊接电极与第二焊接电极之间通过电流的同时减少在绝缘材料与第一工件之间接触时的电流分流。在实施例中,绝缘材料距离主体的远端6毫米或更远。
13、在实施例中,第一尺寸为8毫米或更小,并且第二尺寸为8毫米或更小。
14、在实施例中,焊接阶段包括:第一步骤,在该第一步骤期间,电流以第一变化率从第一电流值增加到第二电流值;第二步骤,在该第二步骤期间,电流保持在第二电流值;以及第三步骤,在该第三步骤期间,电流以第二变化率从第二电流值降低。
15、在实施例中,第一电流值为0.3ka至2.0ka,并且第二电流值为5.0ka至16.0ka。
16、在实施例中,第一焊接电极和第二焊接电极分别以2.5kn或更小的力各自压靠第一法兰和第二法兰。
17、在又一个实施例中,提供了一种包括电阻焊接金属组件的车辆,该电阻焊接金属组件包括具有第一法兰的第一工件、具有第二法兰的第二工件以及在第一法兰与第二法兰之间形成全部或部分焊接接头的焊点熔核。第一法兰从第一工件延伸10毫米或更小的第一尺寸,并且第二法兰从第二工件延伸10毫米或更小的第二尺寸。焊点熔核通过电阻焊接工艺形成,该电阻焊接工艺包括焊接进度表,该焊接进度表包括预热阶段和焊接阶段。预热阶段包括至少一个预热步骤,在该预热步骤期间,电流保持在第一电流值,该第一电流值低于使第一法兰和第二法兰熔化所必需的最小电流值。焊接阶段包括至少一个焊接步骤,在该焊接步骤期间,电流在足以在第一工件和第二工件内形成熔融焊池的时间内保持在高于最小电流值的第二电流值。
18、在实施例中,焊接阶段包括:第一步骤,在该第一步骤期间,电流以第一变化率从第一电流值增加到第二电流值;第二步骤,在该第二步骤期间,电流保持在第二电流值;以及第三步骤,在该第三步骤期间,电流以第二变化率从第二电流值降低。
- 还没有人留言评论。精彩留言会获得点赞!