一种金属件的复合成形方法与流程
本申请涉及激光打印加工,具体为一种金属件的复合成形方法。
背景技术:
1、一些复杂结构的金属件往往由一部分规则形状和另一部分不规则形状组成,其中不规则的部分采用常规的机械加工难度较大,且加工效率低下,同时金属件的规则的部分受力强度要求较大,一些特殊的加工方法无法满足轴部的生产受力强度要求。因此,往往这些复杂结构的金属件的加工效率低、加工时间长且成本高。
技术实现思路
1、本申请的目的在于提供一种金属件的复合成形方法,以在至少一定程度上解决上述背景技术中存在的金属件的加工效率低、加工时间长且成本高技术问题。
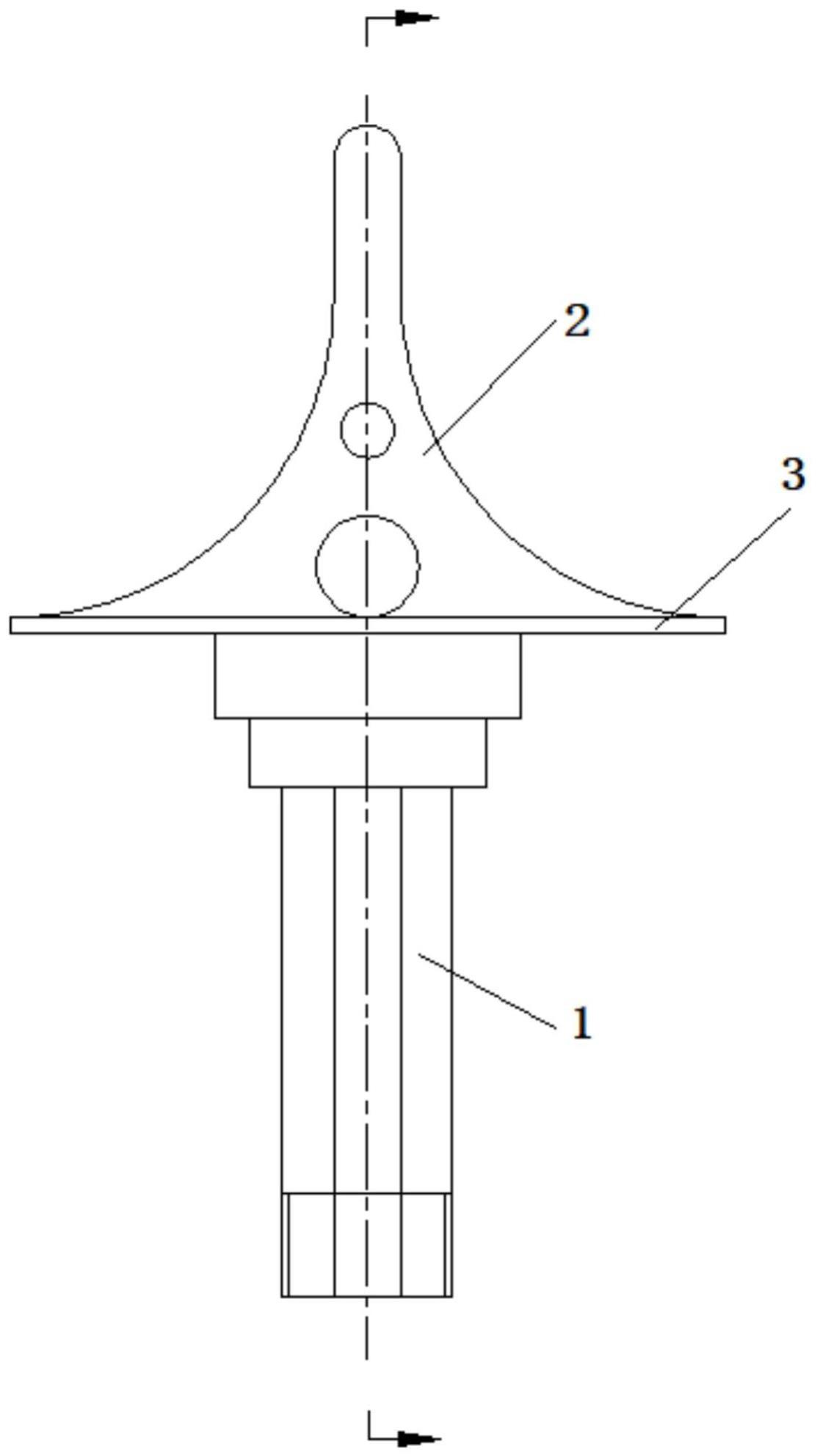
2、为实现上述目的,本申请提供如下技术方案:一种金属件的复合成形方法,适用于复杂金属件的成形,所述金属件包括轴部和设置在轴部顶端的异形部,所述金属件的复合成形方法包括,
3、机械加工方法加工所述轴部:
4、使用机械加工设备加工所述金属件的轴部,并在所述轴部的顶部焊接所述设置所述异形部的底板;
5、激光打印加工方法加工所述异形部:
6、在三维模型处理软件上建立所述异形部的零件模型;
7、确定所述零件模型中竖直方向为分层方向;
8、沿与所述零件模型的分层方向的垂直面将零件模型进行数据分解,对所述零件模型进行分层处理;
9、对分层处理后的零件模型从所述底板上开始逐层打印,得到零件成型件;
10、将成型的金属件热处理;
11、将热处理后的金属件精加工至成型尺寸。
12、更进一步的,进行机械加工轴部时,先加工所述轴部的外形,再加工轴部的内孔。
13、更进一步的,所述轴部上方进行激光打印加工所述异形部时,先对所述轴部进行定位处理,具体地:
14、所述轴部的底部焊接设置有定位盘,并在所述定位盘上设置有定位孔,所述轴部通过定位盘固定设置在进行激光打印时的基板上。
15、更进一步的,进行激光打印加工所述异形部时,需要先对进行激光打印所需的金属粉末进行烘干处理,具体地:
16、将所述金属粉末室温加入到烘干箱内,升高所述烘干箱内温度至90℃±5℃,保温2h~8h;保温结束后,关闭加热源,开放气阀,温度降到50℃以下;
17、利用干燥后的金属粉尘对分层处理后的零件模型从基板上开始逐层打印,得到零件成型件。
18、更进一步的,所述对分层处理后的零件模型从基板上开始逐层打印,得到零件成型件,还包括:
19、采用单层扫描的方式开始激光打印,激光打印的每层厚度是0.04~0.06mm,扫描间距0.08~0.10mm,零件内部实体激光打印速率为1800~2200mm/s。
20、更进一步的,
21、所述对零件成型件进行清粉处理,具体包括:
22、采用防爆吸尘器对所述零件成型件的外表面及内孔进行清理粉尘,直至所述零件成型件上无明显肉眼可见粉末流出。
23、更进一步的,所述对金属件进行热处理,具体包括:
24、将所述金属件放入退火炉中,随炉升温至(500±10)℃,保温30min±5min小时,继续升温至(750±10)℃,保温60min±5min小时,随炉冷却至100℃以下出炉。
25、更进一步的,所述对热处理后的金属件进行加工处理,具体地,采用线切割的方式将所述轴部底部的定位盘切割分离。
26、更进一步的,所述金属件进行外形尺寸处理,具体包括:
27、对所述金属件进行精加工,保证所述金属件的最终尺寸。
28、更进一步的,所述对轴部的加工材料采用1cr18ni9ti,所述对异形部的加工材料采用tc4。
29、与现有技术相比,本申请的有益效果至少包括:
30、由于本申请提供的一种金属件的复合成形方法包括机械加工方法加工轴部和在轴部顶部采用激光打印加工方法加工异形部,采用两种加工方法的结合对金属件进行加工制造,这样采用机械加工成型的方式对轴部进行一体成型加工,从而保障了轴部的受力强度满足生产要求,且机械加工生产轴部的生产效率高;采用激光打印加工方式对异形部进行加工制造,降低了异形部的加工难度,提高了异形部的加工效率,降低了生产成本;从而采用机械加工与激光打印相结合加工金属件,起到了提高加工效率、减少加工时间、降低了加工成本的作用。
技术特征:
1.一种金属件的复合成形方法,适用于复杂金属件的成形,所述金属件包括轴部和设置在轴部顶端的异形部,其特征在于,所述金属件的复合成形方法包括,
2.根据权利要求1所述的一种金属件的复合成形方法,其特征在于,进行机械加工轴部时,先加工所述轴部的外形,再加工轴部的内孔。
3.根据权利要求2所述的一种金属件的复合成形方法,其特征在于,所述轴部上方进行激光打印加工所述异形部时,先对所述轴部进行定位处理,具体地:
4.根据权利要求1所述的一种金属件的复合成形方法,其特征在于,进行激光打印加工所述异形部时,需要先对进行激光打印所需的金属粉末进行烘干处理,具体地:
5.根据权利要求1所述的一种金属件的复合成形方法,其特征在于,所述对分层处理后的零件模型从基板上开始逐层打印,得到零件成型件,还包括:
6.根据权利要求1所述的一种金属件的复合成形方法,其特征在于,
7.根据权利要求1所述的一种金属复合结构件的成型方法,其特征在于,所述对金属件进行热处理,具体包括:
8.根据权利要求1所述的一种金属复合结构件的成型方法,其特征在于,所述对热处理后的金属件进行加工处理,具体地,采用线切割的方式将所述轴部底部的定位盘切割分离。
9.根据权利要求1所述的一种金属复合结构件的成型方法,其特征在于,所述金属件进行外形尺寸处理,具体包括:
10.根据权利要求1所述的一种金属复合结构件的成型方法,其特征在于,所述对轴部的加工材料采用1cr18ni9ti,所述对异形部的加工材料采用tc4。
技术总结
本申请公开了一种金属件的复合成形方法,属于激光打印加工技术领域,在至少一定程度上解决金属件的加工效率低、加工时间长且成本高技术问题。本申请提供的一种金属件的复合成形方法包括机械加工方法加工轴部和在轴部顶部采用激光打印加工方法加工异形部,再将成型的金属件热处理和精加工。本金属件复合加工方法采用两种加工方法的结合对金属件进行加工,采用机加工对轴部进行一体成型加工,从而保障了轴部的受力强度满足生产要求,且轴部的生产效率高;采用激光打印对异形部进行加工,降低了异形部的加工难度,提高了异形部的加工效率。这样采用机械加工与激光打印相结合加工金属件,起到了提高加工效率、减少加工时间、降低了加工成本的作用。
技术研发人员:周宏图,黄小年,王维新,刘礼军,季兆山,张浩军,付振国,刘洋
受保护的技术使用者:湖北三江航天红阳机电有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!