自动输送组装设备及其实现方法
1.本发明是自动输送组装设备及其实现方法,具体涉及一种缸内圈形密封圈自动输送组装设备,属于用一种夹持定位设备实现圈形密封圈自动组装技术领域。
背景技术:
2.在机械制造领域,液压油缸和气缸的生产过程中,有一项步骤是向缸内壁安装圈形密封圈,来满足缸内气密性的需要,目前,缸内壁圈形密封圈组装一般都是人工方式进行手动组装,也有部分是机器进行组装,机器组装尚难以完成从密封圈的输送到组装等一系列自动化可靠组装,人工方式组装容易翻滚扭曲,而且重复、高强度的手工组装,员工容易疲劳,对员工安全性的影响较大,加上误差累积,导致待装产品始终被重复地定位在同一组装位置的可能性非常低,密封圈位置的重复精度也不高;为此本领域技术人员提出了一种自动输送组装设备及其实现方法来解决上述背景技术中提出的问题。
3.例如在2018年6月5日公开了一项公开号为cn106217014b的一种密封圈组装装置,包括上下设置的定位 组装部件和浮动组装治具;浮动组装治具为三层式结构,最上层设夹持定位机构,下方两层采用 垂直交叉线性滑轨设计,使得最上层具有x、y两个方向的有限自由度;密封圈组装前,定位组装部件中的定位锥头插入产品内部进行导向定位,将x、y两个方向的浮动限制,迫使待装产品与定位锥头、装料头同轴;之后,装料头上的密封圈被动地向下滑动到待装产品凹槽处,完成组装,本发明使用二次定位方式,大大降低了对旋转盘驱动部件、水平运载模组、垂直运载模组的精度要求,大幅度节约了成本,上述装置在一定程度虽能提高密封圈安装的效率,但仍具有以下缺点:1、上述发明在完成密封圈的组装时,没有密封圈和待装产品的自动输送结构,生产的连续性和自动化程度不高,不太适应在今天日益智能化的时代。
4.2、上述发明只适用于待装产品的外部密封圈的组装,无法伸入到待装产品内部,完成密封圈内部的安装。
技术实现要素:
5.本发明要解决的技术问题是针对以上不足,提供一种自动输送组装设备及其实现方法,本发明能实现密封圈和待装缸体的自动输送和自动上料,采用特殊的夹持工具,能从密封圈的输送处,夹持密封圈伸入到缸体的内部,实现密封圈自动定位安装,本发明还有缸体的自动翻转结构,能同时实现缸体两端密封圈自动的定位安装,提高了生产效率和自动化程度。
6.为解决以上技术问题,本发明采用以下技术方案:自动输送组装设备,包括自动输送组装设备和设备的控制系统;所述自动输送组装设备包括密封圈输送机构,密封圈组装机构和缸体输送机构;所述密封圈组装机构,用于将密封圈自动的完成缸内两端密封圈的安装和压实;所述密封圈组装机构包括导轨,导轨下方连接有导轨气缸,导轨气缸可以从导轨
的一端移动到另一端,并且能够记忆移动的距离,导轨气缸上设有3#限位开关和4#限位开关,导轨气缸的下方还连接有齿轮步进电机,齿轮步进电机的下方还连接有齿轮夹持结构;所述齿轮夹持结构包括1#齿轮、2#齿轮和3#齿轮,2#齿轮上方连接有齿轮步进电机,2#齿轮通过齿轮啮合1#齿轮和3#齿轮,1#齿轮下方一侧连接有1#圆柱,2#齿轮下方一侧连接有2#圆柱,3#齿轮下方一侧连接有3#圆柱,1#圆柱、2#圆柱和3#圆柱在齿轮步进电机的驱动旋转下可以形成一定的形状,用来夹持密封圈,使密封圈缩小成一定的形状,更容易伸入到缸体的密封圈安装处;密封圈组装机构开始工作时,导轨气缸移动到密封圈输送机构上方,导轨气缸伸出下降,2#圆柱处于密封圈圈外位置,1#圆柱和3#圆柱位于密封圈的圈内,齿轮步进电机旋转一定的角度,通过1#圆柱、2#圆柱和3#圆柱将密封圈扭曲缩小成一定的形状,导轨气缸缩回,然后携带密封圈依次移动到缸体输送机构上方,导轨气缸伸出进入缸体内部,密封圈正好处于缸体密封圈安装处,1#圆柱、2#圆柱和3#圆柱在齿轮步进电机的驱动反向旋转下复原,密封圈由于弹性的原因恢复到原来的形状,导轨气缸缩回,密封圈安装完成。
7.进一步,所述密封圈输送机构,用于将密封圈自动的输送到密封圈组装机构处;所述密封圈输送机构包括密封圈箱,密封圈箱用于存放散乱的密封圈,密封圈箱的一侧设有密封圈筒,密封圈筒内均匀固接有四个上料滑板,上料滑板用于承接密封圈箱底部内的密封圈,密封圈筒的一侧连接有密封圈筒电机,密封圈筒电机用于驱动密封圈筒按一定的速度旋转;所述密封圈箱的另一侧底端设有推板气缸,推板气缸的末端连接有推板,推板气缸上设有1#限位开关和2#限位开关,推板在推板气缸的驱动下,定时向密封圈筒内推送密封圈。
8.进一步,所述密封圈输送机构还包括转盘,转盘位于导轨的正下方,转盘边缘对称分布有凹陷,凹陷呈现圆形且是两个,凹陷朝转盘外侧开有一个楔形豁口,凹陷用于盛装密封圈;转盘由转盘步进电机驱动,实现一定角度的旋转,转盘可透光,转盘的下方还设有1#光电开关和2#光电开关,1#光电开关和2#光电开关用于检测凹陷内是否有密封圈,转盘和密封圈筒之间设有第一输送带,第一输送带用于从密封圈箱内向凹陷输送密封圈;所述第一输送带的两侧设有喇叭形状的第一挡板,第一挡板之间的出口仅能容纳一个密封圈通过,第一输送带的上方还设有横梁,横梁位于密封圈箱内,横梁下方固接有横梁挡板,横梁由横梁步进电机驱动,用于横梁挡板的摆动,横梁挡板可将第一挡板上重叠的密封圈拂落到密封圈箱内;设备开始工作,当1#光电开关和2#光电开关检测到凹陷内没有密封圈时,转盘旋转180度,推板定时启动伸缩,第一输送带和横梁挡板启动,密封圈筒启动旋转,旋转至顶端的上料滑板,将从密封圈箱内承接的密封圈,掉落到第一挡板之间的第一输送带表面,经第一输送带的输送,将密封圈输送到凹陷内。
9.进一步,所述缸体输送机构,用于将缸体自动输送到密封圈组装机构处,并实现缸体的自动翻转和缸体密封圈组装完成后的运输; 所述缸体输送机构位于转盘的下方,包括缸体输送带,缸体输送带由第二输送带、第三输送带和第四输送带组成,缸体输送带由若干相对的圆锥形辊筒组成,末端通过链条连接电机,实现圆锥形辊筒的旋转,用来输送待填装的缸体,缸体输送带中辊筒圆锥形的
结构可以使缸体的中心与缸体输送带的中心在一条直线上,在第二输送带和第三输送带之间设有1#旋转挡板,1#旋转挡板由形成直角的两块挡板组成,夹角处连接有1#步进电机,1#步进电机用于1#旋转挡板一定角度的旋转,在1#旋转挡板一侧设有3#光电开关, 1#旋转挡板用于将第二输送带水平运输的缸体翻转成垂直状态,便于缸体安装密封圈; 所述第三输送带的上方还设有1#倾斜挡板,1#倾斜挡板的上部连接有弹簧,弹簧倾斜放置,1#倾斜挡板用于1#旋转挡板上的缸体向第三输送带翻转时起到一定的支撑作用,第三输送带和第四输送带间设有2#旋转挡板,2#旋转挡板由形成直角的两块挡板组成,夹角处连接有2#步进电机,2#步进电机用于2#旋转挡板的一定角度的旋转,在2#旋转挡板的一侧设有4#光电开关, 2#旋转挡板用于在第三输送带水平运输的缸体翻转成垂直状态,便于缸体安装密封圈。
10.进一步,所述第四输送带的上方还设有2#倾斜挡板,2#倾斜挡板的上部连接有弹簧,弹簧倾斜放置,2#倾斜挡板用于2#旋转挡板上的缸体向第四输送带翻转时起到一定的支撑作用;设备运输缸体时,第二输送带首先启动,当3#光电开关检测到1#旋转挡板上有缸体时,第二输送带停止,1#旋转挡板旋转90度,等待密封圈组装机构对缸体一端安装密封圈,该端密封圈安装完毕,1#旋转挡板再次翻转90度,将缸体翻转到第三输送带上,第三输送带启动,1#旋转挡板反向旋转复原,当4#光电开关检测到2#旋转挡板上有缸体时,第三输送带停止,2#旋转挡板旋转90度,等待密封圈组装机构对缸体的另一端安装密封圈,该端密封圈安装完毕,2#旋转挡板再次翻转90度,将缸体翻转到第四输送带上,第四输送带启动,2#旋转挡板反向旋转复原,该缸体两端密封圈安装完毕。
11.进一步,所述设备的控制系统包括plc控制器,plc控制器通过通迅连接人机界面,plc控制器连接有输入部分和输出部分,所述输入部分包括密封圈输送机构输入部分、缸体输送机构输入部分和密封圈组装机构输入部分,输出部分包括密封圈输送机构输出部分、缸体输送机构输出部分和密封圈组装机构输出部分,输入部分用于检测设备运行状态,并反馈给plc控制器,plc控制器通过输出部分来驱动设备的运行,人机界面用于显示设备运行的各项参数和状态;所述密封圈输送机构输入部分用于检测密封圈的位置和有无,并向plc控制器反馈检测到的数据,plc控制器通过反馈来的数据控制密封圈机构输出部分的动作,从而实现密封圈输送机构自动化运行;所述缸体输送机构输入部分用于检测缸体的位置和有无,并向plc控制器反馈检测到的数据,plc控制器通过反馈来的数据控制缸体输送机构输出部分的动作,从而实现缸体输送机构自动化运行;所述密封圈组装机构输入部分用于检测导轨气缸伸缩的位置,并向plc控制器反馈检测到的数据,plc控制器通过反馈来的数据控制密封圈组装机构输出部分的动作,从而实现密封圈组装机构自动化运行。
12.进一步,自动输送组装设备的实现方法包括密封圈输送流程、缸体输送流程和密封圈组装流程:密封圈输送流程起始于步骤s100,流程开始,执行步骤s101;步骤s101,控制系统判断1#光电开关和2#光电开关处是否有密封圈;若有执行步
骤s102;若没有执行步骤s103;步骤s102,程序进入密封圈组装流程;步骤s103,转盘旋转180度;完成后执行步骤s104;步骤s104,横梁挡板启动摆动,第一输送带启动;完成后执行步骤s105;步骤s105,密封圈筒启动旋转,推板定时来回移动;完成后执行步骤s101。
13.进一步,自动输送组装设备实现方法还包括缸体输送流程:缸体输送流程起始于步骤s200,流程开始,执行步骤s201;步骤s201,第二输送带启动;完成后执行步骤s202;步骤s202,控制系统判断3#光电开关处是否有缸体;若有执行步骤s203;若没有执行步骤s201;步骤s203,第二输送带停止,1#旋转挡板旋转90度;完成后执行步骤s204;步骤s204,程序进入密封圈组装流程;完成后执行步骤s205;步骤s205,控制系统判断该端缸体密封圈是否安装完毕;若是执行步骤s206;若不是执行步骤s204;步骤s206,1#旋转挡板旋转90度;完成后执行步骤s207;步骤s207,第三输送带启动,1#旋转挡板反向旋转180度复原;完成后执行步骤s208;步骤s208,控制系统判断4#光电开关处是否有缸体;若有执行步骤s209;若没有执行步骤s207;步骤s209,2#旋转挡板旋转90度;完成后执行步骤s210;步骤s210,第三输送带停止;完成后执行步骤s211;步骤s211,程序进入密封圈组装流程;完成后执行步骤s212;步骤s212,控制系统判断该端缸体密封圈是否安装完毕;若是执行步骤s213;若不是执行步骤s211;步骤s213, 2#旋转挡板旋转90度;完成后执行步骤s214;步骤s214,第四输送带启动,2#旋转挡板反向旋转180度复原;完成后执行步骤s201。
14.进一步,自动输送组装设备的实现方法还包括密封圈组装流程:密封圈组装流程起始于步骤s300,流程开始,执行步骤s301;步骤s301,导轨气缸伸出;完成后执行步骤s302;步骤s302,控制系统判断导轨气缸是否伸出到位;若是执行步骤s303;若不是执行步骤s301;步骤s303,齿轮步进电机旋转一定的角度;完成后执行步骤s304;步骤s304,导轨气缸缩回;完成后执行步骤s305;步骤s305,控制系统判断导轨气缸是否缩回到位;若是执行步骤s306;若不是执行步骤s304;步骤s306,导轨气缸移动到1#旋转挡板的上方;完成后执行步骤s307;步骤s307,导轨气缸伸出;完成后执行步骤s308;步骤s308,控制系统判断导轨气缸是否伸出到位;若是执行步骤s309;若不是执行
步骤s307;步骤s309,齿轮步进电机反向旋转一定的角度复原;完成后执行步骤s310;步骤s310,导轨气缸缩回;完成后执行步骤s311;步骤s311,控制系统判断导轨气缸是否缩回到位;若是执行步骤s312;若不是执行步骤s310;步骤s312,导轨气缸反向移回转盘凹陷的上方;完成后执行步骤s313;步骤s313,导轨气缸伸出;若完成后执行步骤s314;步骤s314,控制系统判断导轨气缸是否伸出到位;若是执行步骤s315;若不是执行步骤s313;步骤s315,齿轮步进电机旋转一定的角度;完成后执行步骤s316;步骤s316,导轨气缸缩回;完成后执行步骤s317;步骤s317,控制系统判断导轨气缸是否缩回到位;若是执行步骤s318;若不是执行步骤s316;步骤s318,导轨气缸移动到2#旋转挡板的上方;完成后执行步骤s319;步骤s319,导轨气缸伸出;完成后执行步骤s320;步骤s320,控制系统判断导轨气缸是否伸出到位;若是执行步骤s321;若不是执行步骤s320;步骤s321,齿轮步进电机反向旋转一定的角度复原;完成后执行步骤s322;步骤s322,导轨气缸缩回;完成后执行步骤s323;步骤s323,控制系统判断导轨气缸是否缩回到位;若是执行步骤s324;若不是执行步骤s322;步骤s324,导轨气缸移动回到转盘凹陷的上方,等待下一个缸体到来。
15.本发明采用以上技术方案,与现有技术相比,具有如下技术效果:1、本发明设有密封圈输送机构和待装缸体的输送机构,在密封圈输送机构和待装缸体的输送机构中设有光电开关和限位开关,能准确定位输送物料的位置和有无,能实现自动精准的向密封圈组装机构输送物料,提高了生产的连续性和生产效率。
16.2、本发明的密封圈组装机构中设有用于夹持密封圈的三根圆柱,三根圆柱的上方连接有齿轮和齿轮步进电机,三根圆柱在齿轮步进电机的带动下,可以形成一定形状的三角形结构,能将密封圈扭曲缩小一定的体积,可轻易的伸入到缸体中,齿轮步进电机的上方还连接有导轨气缸和导轨,导轨气缸在导轨步进电机的驱动下,可移动到缸体输送机构中缸体的上方,导轨气缸伸出将携带密封圈的三根圆柱伸入到缸体内,三根圆柱恢复到初始的形状,将密封圈复原,导轨气缸上还设有限位开关,用于定位导轨气缸伸入缸体内的位置,从而实现密封圈和缸内壁安装槽的位置的准确性,实现了密封圈在缸体内部的自动定位安装,填补了目前无法实现缸内壁自动定位安装密封圈的空白。
附图说明
17.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例与方
位绘制。
18.图1为本发明设备的结构示意图;图2为本发明设备中旋转筒局部结构示意图;图3为本发明设备中横梁和第一输送带结构示意图;图4为本发明设备中密封圈组装机构示意图;图5为本发明设备中密封圈组装机构齿轮夹持结构示意图;图6为本发明设备中缸体输送机构的平视图;图7为本发明设备中缸体输送机构的俯视图;图8为本发明设备中控制系统的电气连接示意图;图9为本发明设备中实现方法的密封圈输送流程图;图10为本发明设备中实现方法的缸体输送流程图;图11为本发明设备中实现方法的密封圈组装流程图;
具体实施方式
19.自动输送组装设备及其实现方法,包括自动输送组装设备和设备的控制系统。
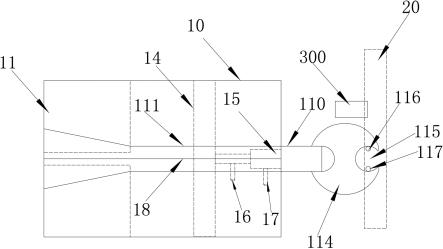
20.所述自动输送组装设备包括密封圈输送机构,密封圈组装机构和缸体输送机构;所述密封圈输送机构,用于将密封圈自动的输送到密封圈组装机构处;所述密封圈组装机构,用于将密封圈自动的完成缸内两端密封圈的安装和压实;所述缸体输送机构,用于将缸体自动输送到密封圈组装机构处,并实现缸体的自动翻转和缸体密封圈组装完成后的运输;如图1所示,所述密封圈输送机构包括密封圈箱10,密封圈箱10用于存放散乱的密封圈,密封圈箱10的一侧设有密封圈筒11,密封圈筒11内均匀固接有四个上料滑板12,上料滑板12用于承接密封圈箱10底部内的密封圈,密封圈筒11的一侧连接有密封圈筒电机13,密封圈筒电机13用于驱动密封圈筒11按一定的速度旋转。
21.所述密封圈箱10的另一侧底端设有推板气缸15,推板气缸15的末端连接有推板14,推板气缸15上设有1#限位开关16和2#限位开关17,1#限位开关16用于推板气缸15伸出时位置检测,2#限位开关17用于推板气缸15缩回时位置检测,推板14在推板气缸15的驱动下,定时向密封圈筒11内推送密封圈。
22.所述密封圈输送机构还包括转盘114,转盘114可透光,转盘114由转盘步进电机驱动,实现一定角度的旋转,转盘114边缘对称分布有凹陷115,凹陷115呈现圆形且是两个,凹陷15朝转盘114外侧开有一个楔形豁口,转盘114的下方还设有1#光电开关116和2#光电开关117,1#光电开关116和2#光电开关117用于检测转盘凹陷115内是否有密封圈,转盘114和密封圈筒11之间设有第一输送带110,第一输送带110由第一输送带伺服电机驱动,用于从密封圈箱10内向凹陷15输送密封圈。
23.所述第一输送带110的两侧设有喇叭形状的第一挡板111,第一挡板111之间的出口仅能容纳一个密封圈通过,第一输送带110的上方还设有横梁18,横梁18位于密封圈箱10内,横梁18下方固接有横梁挡板19,横梁18由横梁步进电机112驱动,用于横梁挡板19的摆动,横梁挡板19可将第一挡板111上重叠的密封圈拂落到密封圈箱10内。
24.设备开始工作,当1#光电开关116和2#光电开关117检测到凹陷15内没有密封圈
时,转盘114旋转180度,推板14定时启动伸缩,第一输送带110和横梁挡板19启动,密封圈筒11启动旋转,旋转至顶端的上料滑板12,将从密封圈箱10内承接的密封圈,掉落到第一挡板111之间的第一输送带110表面,经第一输送带110的输送,将密封圈输送到凹陷15内。
25.所述缸体输送机构位于转盘114的下方,包括缸体输送带20,缸体输送带20由第二输送带21、第三输送带22和第四输送带23组成,缸体输送带20由若干相对的圆锥形辊筒组成,末端通过链条连接电机,实现圆锥形辊筒的旋转,用来输送待填装的缸体,缸体输送带20辊筒圆锥形的结构可以使缸体的中心与缸体输送带20的中心在一条直线上,在第二输送带21和第三输送带22之间设有1#旋转挡板24,1#旋转挡板24由形成直角的两块挡板组成,夹角处连接有1#步进电机212,1#步进电机212用于1#旋转挡板24一定角度的旋转,在1#旋转挡板24一侧设有3#光电开关26,3#光电开关26用于检测1#旋转挡板24处是否有缸体,1#旋转挡板24用于将第二输送带21水平运输的缸体翻转成垂直状态,便于缸体安装密封圈。
26.所述第三输送带22的上方还设有1#倾斜挡板28,1#倾斜挡板28的上部连接有弹簧,弹簧倾斜放置,1#倾斜挡板28用于1#旋转挡板24上的缸体向第三输送带22翻转时起到一定的支撑作用,第三输送带22和第四输送带23间设有2#旋转挡板25,2#旋转挡板25由形成直角的两块挡板组成,夹角处连接有2#步进电机213,2#步进电机213用于2#旋转挡板25的一定角度的旋转,在2#旋转挡板25的一侧设有4#光电开关27,4#光电开关27用于检测2#旋转挡板25处是否有缸体,2#旋转挡板25用于在第三输送带22水平运输的缸体翻转成垂直状态,便于缸体安装密封圈。
27.所述第四输送带23的上方还设有2#倾斜挡板29,2#倾斜挡板29的上部连接有弹簧,弹簧倾斜放置,2#倾斜挡板29用于2#旋转挡板25上的缸体向第四输送带23翻转时起到一定的支撑作用。
28.设备运输缸体时,第二输送带21首先启动,当3#光电开关26检测到1#旋转挡板24上有缸体时,第二输送带21停止,1#旋转挡板24旋转90度,等待密封圈组装机构对缸体的一端安装密封圈,该端密封圈安装完毕,1#旋转挡板24再次翻转90度,将缸体翻转到第三输送带22上,第三输送带22启动,1#旋转挡板24反向旋转复原,当4#光电开关27检测到2#旋转挡板25上有缸体时,第三输送带22停止,2#旋转挡板25旋转90度,等待密封圈组装机构对缸体的另一端安装密封圈,该端密封圈安装完毕,2#旋转挡板25再次翻转90度,将缸体翻转到第四输送带23上,第四输送带23启动,2#旋转挡板25反向旋转复原,该缸体两端密封圈安装完毕。
29.所述密封圈组装机构包括导轨30,导轨30位于转盘114的正上方,导轨30下方连接有导轨气缸31,导轨气缸31在导轨步进电机的驱动下,可以从导轨的一端移动到另一端,并且能够记忆移动的距离,导轨气缸31上设有3#限位开关32和4#限位开关33,4#限位开关33用于导轨气缸31伸出位置的检测,3#限位开关32用于导轨气缸伸31出位置的检测,导轨气缸31的下方还连接有齿轮步进电机34,齿轮步进电机34的下方还连接有齿轮夹持结构35。
30.所述齿轮夹持结构35包括1#齿轮39、2#齿轮310和3#齿轮311,2#齿轮310上方连接有齿轮步进电机34,通过齿轮啮合1#齿轮39和3#齿轮311,1#齿轮39下方一侧连接有1#圆柱36,2#齿轮310下方一侧连接有2#圆柱37,3#齿轮311下方一侧连接有3#圆柱38,1#圆柱36、2#圆柱37和3#圆柱38在齿轮步进电机34的驱动旋转下可以形成一定的形状,用来夹持密封圈,使密封圈缩小成一定的形状,更容易伸入到缸体的密封圈安装处。
31.密封圈组装机构开始工作时,导轨气缸31移动到凹陷115正上方,导轨气缸31伸出下降,2#圆柱37处于凹陷115楔形口和密封圈圈外位置,1#圆柱36和3#圆柱38位于密封圈的圈内,齿轮步进电机34旋转一定的角度,通过1#圆柱36、2#圆柱37和3#圆柱38将密封圈扭曲缩小成一定的形状,导轨气缸31缩回,然后携带密封圈依次移动到1#旋转挡板24和2#旋转挡板25上方,导轨气缸31伸出进入缸体内部,密封圈正好处于缸体密封圈安装处,1#圆柱36、2#圆柱37和3#圆柱38在齿轮步进电机34的驱动下,反向旋转复原,密封圈由于弹性的原因恢复到原来的形状,导轨气缸31缩回,密封圈安装完成,第四输送带23将安装完毕的缸体输送到其他处,设备等待下一个待装填缸体的到来。
32.如图3所示,所述设备的控制系统包括plc控制器,plc控制器通过通迅连接人机界面,plc控制器连接有输入部分和输出部分,所述输入部分包括密封圈输送机构输入部分、缸体输送机构输入部分和密封圈组装机构输入部分,输出部分包括密封圈输送机构输出部分、缸体输送机构输出部分和密封圈组装机构输出部分,输入部分用于检测设备运行状态,并反馈给plc控制器,plc控制器通过输出部分来驱动设备的运行,人机界面用于显示设备运行的各项参数和状态。
33.所述密封圈输送机构输入部分包括1#限位开关、2#限位开关、1#光电开关和2#光电开关,密封圈输送机构输出部分包括密封圈筒电机、推板气缸、横杆步进电机和第一输送带伺服电机和转盘步进电机,密封圈输送机构输入部分用于检测密封圈的位置和有无,并向plc控制器反馈检测到的数据,plc控制器通过反馈来的数据控制密封圈机构输出部分的动作,从而实现密封圈输送机构自动化运行。
34.所述缸体输送机构输入部分包括3#光电开关和4#光电开关,缸体输送机构输出部分包括1#步进电机、2#步进电机、第二输送带伺服电机、第三输送带伺服电机和第四输送带伺服电机,缸体输送机构输入部分用于检测缸体的位置和有无,并向plc控制器反馈检测到的数据,plc控制器通过反馈来的数据控制缸体输送机构输出部分的动作,从而实现缸体输送机构自动化运行。
35.所述密封圈组装机构输入部分包括3#限位开关和4#限位开关,密封圈组装机构输出部分包括导轨气缸、齿轮步进电机和导轨步进电机,密封圈组装机构输入部分用于检测导轨气缸伸缩的位置,并向plc控制器反馈检测到的数据,plc控制器通过反馈来的数据控制密封圈组装机构输出的部分动作,从而实现密封圈组装机构自动化运行。
36.自动输送组装设备的实现方法,包括密封圈输送流程、缸体输送流程和密封圈组装流程,现将密封圈输送流程的步骤做如下说明。
37.如图4所示,密封圈输送流程起始于步骤s100,流程开始,执行步骤s101;步骤s101,控制系统判断1#光电开关和2#光电开关处是否有密封圈;若有执行步骤s102;若没有执行步骤s103;步骤s102,程序进入密封圈组装流程;步骤s103,转盘旋转180度;完成后执行步骤s104;步骤s104,横梁挡板启动摆动,第一输送带启动;完成后执行步骤s105;步骤s105,密封圈筒启动旋转,推板定时来回移动;完成后执行步骤s101。
38.如图5所示,缸体输送流程起始于步骤s200,流程开始,执行步骤s201;步骤s201,第二输送带启动;完成后执行步骤s202;
步骤s202,控制系统判断3#光电开关处是否有缸体;若有执行步骤s203;若没有执行步骤s201;步骤s203,第二输送带停止,1#旋转挡板旋转90度;完成后执行步骤s204;步骤s204,程序进入密封圈组装流程;完成后执行步骤s205;步骤s205,控制系统判断该端缸体密封圈是否安装完毕;若是执行步骤s206;若不是执行步骤s204;步骤s206,1#旋转挡板旋转90度;完成后执行步骤s207;步骤s207,第三输送带启动,1#旋转挡板反向旋转180度复原;完成后执行步骤s208;步骤s208,控制系统判断4#光电开关处是否有缸体;若有执行步骤s209;若没有执行步骤s207;步骤s209,2#旋转挡板旋转90度;完成后执行步骤s210;步骤s210,第三输送带停止;完成后执行步骤s211;步骤s211,程序进入密封圈组装流程;完成后执行步骤s212;步骤s212,控制系统判断该端缸体密封圈是否安装完毕;若是执行步骤s213;若不是执行步骤s211;步骤s213, 2#旋转挡板旋转90度;完成后执行步骤s214;步骤s214,第四输送带启动,2#旋转挡板反向旋转180度复原;完成后执行步骤s201。
39.如图4所示,密封圈组装流程起始于步骤s300,流程开始,执行步骤s301;步骤s301,导轨气缸伸出;完成后执行步骤s302;步骤s302,控制系统判断导轨气缸是否伸出到位;若是执行步骤s303;若不是执行步骤s302;步骤s303,齿轮步进电机旋转一定的角度;完成后执行步骤s304;步骤s304,导轨气缸缩回;完成后执行步骤s305;步骤s305,控制系统判断导轨气缸是否缩回到位;若是执行步骤s306;若不是执行步骤s304;步骤s306,导轨气缸移动到1#旋转挡板的上方;完成后执行步骤s307;步骤s307,导轨气缸伸出;完成后执行步骤s308;步骤s308,控制系统判断导轨气缸是否伸出到位;若是执行步骤s309;若不是执行步骤s307;步骤s309,齿轮步进电机反向旋转一定的角度复原;完成后执行步骤s310;步骤s310,导轨气缸缩回;完成后执行步骤s311;步骤s311,控制系统判断导轨气缸是否缩回到位;若是执行步骤s312;若不是执行步骤s310;步骤s312,导轨气缸反向移回转盘凹陷的上方;完成后执行步骤s313;步骤s313,导轨气缸伸出;若完成后执行步骤s314;步骤s314,控制系统判断导轨气缸是否伸出到位;若是执行步骤s315;若不是执行步骤s313;
步骤s315,齿轮步进电机旋转一定的角度;完成后执行步骤s316;步骤s316,导轨气缸缩回;完成后执行步骤s317;步骤s317,控制系统判断导轨气缸是否缩回到位;若是执行步骤s318;若不是执行步骤s316;步骤s318,导轨气缸移动到2#旋转挡板的上方;完成后执行步骤s319;步骤s319,导轨气缸伸出;完成后执行步骤s320;步骤s320,控制系统判断导轨气缸是否伸出到位;若是执行步骤s321;若不是执行步骤s320;步骤s321,齿轮步进电机反向旋转一定的角度复原;完成后执行步骤s322;步骤s322,导轨气缸缩回;完成后执行步骤s323;步骤s323,控制系统判断导轨气缸是否缩回到位;若是执行步骤s324;若不是执行步骤s322;步骤s324,导轨气缸移动回到转盘凹陷的上方,等待下一个缸体到来。
40.本发明的描述是为了示例与描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改与变化对于本领域的普通技术人员而言是显然的。选择与描述实施例是为了更好的说明本发明的原理与实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1