一种蜗杆砂轮开槽PCD车刀设计方法及PCD车刀与流程
本发明属于砂轮车刀加工,具体涉及一种蜗杆砂轮开槽pcd车刀设计方法及pcd车刀。
背景技术:
1、随着新能源、amt等新型变速箱的研发,对齿轮高转速大扭矩的要求进一步提升,快速推广磨齿新工艺迫在眉睫;同时,伴随着现有客户个性化定制,需求多样化,高速齿轮呈多品种、小批量的生产趋势。
2、现有技术中蜗杆砂轮开槽加工采用开槽金刚石滚轮,但是金刚石滚轮价格昂贵,通用性差;同时,不同品种就需要不同金刚石滚轮,单一金刚石滚轮不能兼容其它品种;并且,金刚石滚轮开槽设计时,无设计螺旋升角的影响,存在一定的理论缺陷。
技术实现思路
1、针对现有技术中存在的问题,本发明提供一种蜗杆砂轮开槽pcd车刀设计方法及pcd车刀,解决了蜗杆砂轮开槽加工刀具成本高、通用性差的问题。
2、本发明是通过以下技术方案来实现:
3、一种蜗杆砂轮开槽pcd车刀设计方法,包括以下步骤:
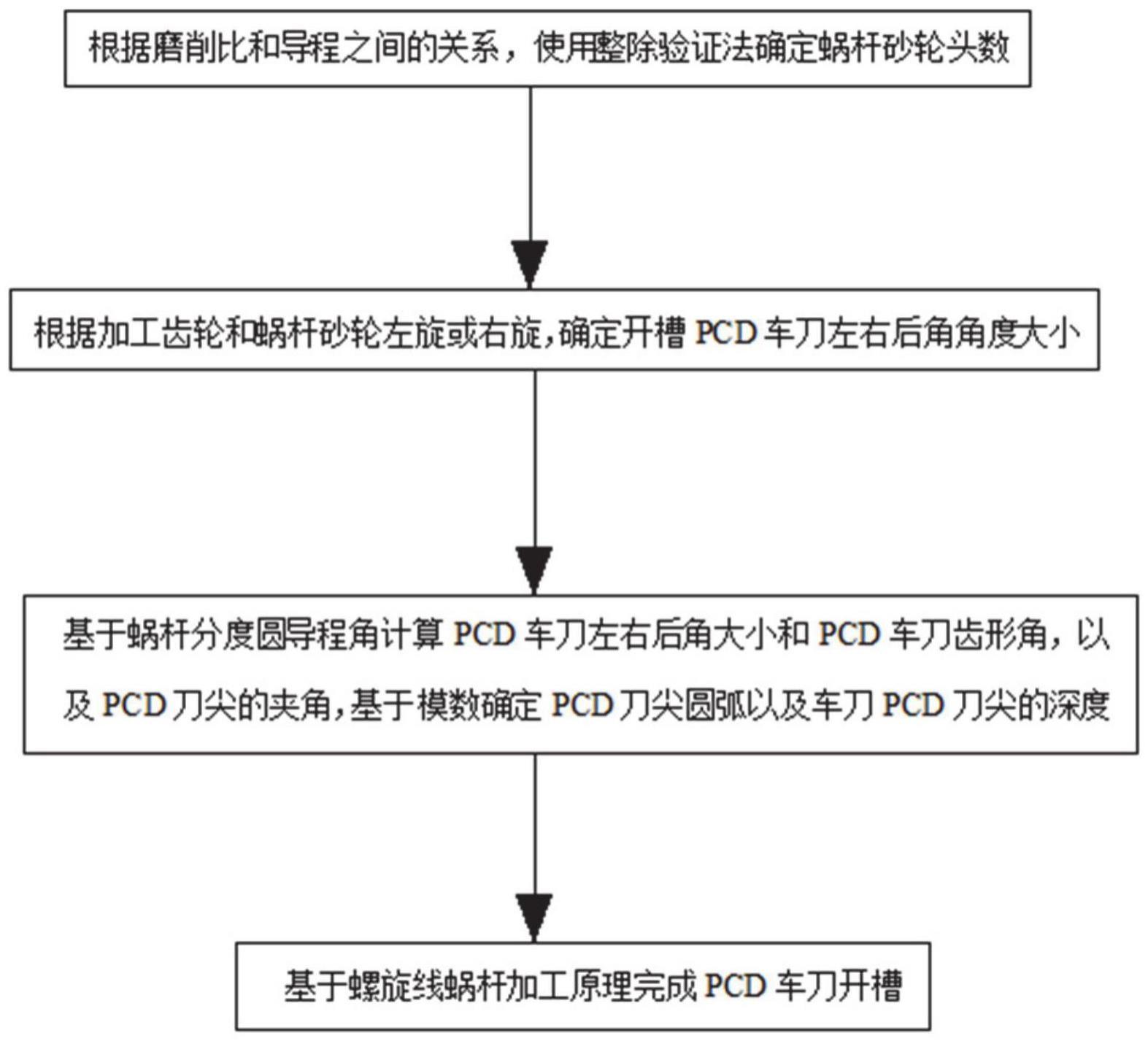
4、根据磨削比和导程之间的关系,使用整除验证法确定蜗杆砂轮头数;
5、根据加工齿轮和蜗杆砂轮左旋或右旋,确定开槽pcd车刀左右后角角度大小;
6、基于蜗杆分度圆导程角计算pcd车刀左右后角大小和pcd车刀齿形角,以及pcd刀尖的夹角,基于模数确定pcd刀尖圆弧以及车刀pcd刀尖的深度;
7、基于螺旋线蜗杆加工原理完成pcd车刀开槽。
8、进一步的,所述磨削比为齿数与头数之比,且磨削比为8.5-11。
9、进一步的,所述整除验证法中的头数为待定值,头数为正整数n,且齿数与头数之比不能为整数。
10、进一步的,所述导程为模数*π*头数,且导程比小于60。
11、进一步的,当蜗杆砂轮左旋时,左后角大于右后角;当蜗杆砂轮右旋时,右后角大于左后角。
12、进一步的,pcd车刀左右后角角度大小计算过程为:
13、砂轮齿根高为被加工零件的齿根高ha0,ha0=hf,hf为被加工零件的齿根高;
14、砂轮分度圆直径d0,d0=da0–2·ha0,da0为砂轮的齿顶圆直径;
15、砂轮分度圆螺纹升角γz0,sinγz0=mn*n/d0,其中,mn为被加工零件的法向模数,n为头数;
16、同样的螺旋线头数情况下,蜗杆砂轮的外径越大,蜗杆的螺旋升角越小;
17、刀体大后角为砂轮分度圆螺纹升角γz0+5°;
18、刀体小后角为3°,3°为经验值。
19、进一步的,所述pcd车刀齿形角为两倍的被加工零件的分度圆法向压力角;
20、所述pcd刀尖的夹角为两倍的被加工零件的分度圆法向压力角。
21、进一步的,若模数为1-3mm,则pcd刀尖圆弧为r1,若模数为4-6mm,则pcd刀尖圆弧为r1.6,若模数为6-8mm,则pcd刀尖圆弧为r3。
22、进一步的,所述车刀pcd刀尖的深度为:
23、砂轮齿顶高ha0,ha0=hf,其中,hf为被加工零件的齿根高;
24、砂轮齿根高hf0,hf0=ha+c′·mn,其中,ha为被加工零件的齿顶高,c′为径向间隙系数,mn为被加工零件的法向模数;
25、砂轮齿全高h0,h0=ha0+hf0,砂轮齿全高h0为车刀pcd刀尖的深度。
26、一种蜗杆砂轮开槽pcd车刀,一种蜗杆砂轮开槽pcd车刀设计方法采用的pcd车刀,包括刀体和固定设置于刀体端部的pcd刀尖;
27、所述刀体为矩形体结构,其端部为v字型结构,且一侧设置有凹槽,所述凹槽内固定设置有pcd刀尖。
28、与现有技术相比,本发明具有以下有益的技术效果:
29、本发明提供一种蜗杆砂轮开槽pcd车刀设计方法及pcd车刀,根据磨削比和导程之间的关系,使用整除验证法确定蜗杆砂轮头数;根据加工齿轮和蜗杆砂轮左旋或右旋,确定开槽pcd车刀左右后角角度大小;基于蜗杆分度圆导程角计算pcd车刀左右后角大小和pcd车刀齿形角,以及pcd刀尖的夹角,基于模数确定pcd刀尖圆弧以及车刀pcd刀尖的深度;基于螺旋线蜗杆加工原理完成pcd车刀开槽,本申请利用该方法可对不同参数齿轮的蜗杆砂轮加工,不仅可以应用于蜗杆砂轮前期可加工性的校核,也可作为蜗杆砂轮预加工的图纸,独创的pcd车刀刀具,刀体采用左右后角结构,避免加工时车刀和砂轮干涉。
技术特征:
1.一种蜗杆砂轮开槽pcd车刀设计方法,其特征在于,包括以下步骤:
2.根据权利要求1所述一种蜗杆砂轮开槽pcd车刀设计方法,其特征在于,所述磨削比为齿数与头数之比,且磨削比为8.5-11。
3.根据权利要求1所述一种蜗杆砂轮开槽pcd车刀设计方法,其特征在于,所述整除验证法中的头数为待定值,头数为正整数n,且齿数与头数之比不能为整数。
4.根据权利要求3所述一种蜗杆砂轮开槽pcd车刀设计方法,其特征在于,所述导程为模数*π*头数,且导程比小于60。
5.根据权利要求1所述一种蜗杆砂轮开槽pcd车刀设计方法,其特征在于,当蜗杆砂轮左旋时,左后角大于右后角;当蜗杆砂轮右旋时,右后角大于左后角。
6.根据权利要求1所述一种蜗杆砂轮开槽pcd车刀设计方法,其特征在于,pcd车刀左右后角角度大小计算过程为:
7.根据权利要求1所述一种蜗杆砂轮开槽pcd车刀设计方法,其特征在于,所述pcd车刀齿形角为两倍的被加工零件的分度圆法向压力角;
8.根据权利要求1所述一种蜗杆砂轮开槽pcd车刀设计方法,其特征在于,若模数为1-3mm,则pcd刀尖圆弧为r1,若模数为4-6mm,则pcd刀尖圆弧为r1.6,若模数为6-8mm,则pcd刀尖圆弧为r3。
9.根据权利要求1所述一种蜗杆砂轮开槽pcd车刀设计方法,其特征在于,所述车刀pcd刀尖的深度为:
10.一种蜗杆砂轮开槽pcd车刀,其特征在于,权利要求1-9所述任意项一种蜗杆砂轮开槽pcd车刀设计方法采用的pcd车刀,包括刀体(1)和固定设置于刀体(1)端部的pcd刀尖(2);
技术总结
本发明提供一种蜗杆砂轮开槽PCD车刀设计方法及PCD车刀,根据磨削比和导程之间的关系,使用整除验证法确定蜗杆砂轮头数;根据加工齿轮和蜗杆砂轮左旋或右旋,确定开槽PCD车刀左右后角角度大小;基于蜗杆分度圆导程角计算PCD车刀左右后角大小和PCD车刀齿形角,以及PCD刀尖的夹角,基于模数确定PCD刀尖圆弧以及车刀PCD刀尖的深度;基于螺旋线蜗杆加工原理完成PCD车刀开槽,本申请利用该方法可对不同参数齿轮的蜗杆砂轮加工,不仅可以应用于蜗杆砂轮前期可加工性的校核,也可作为蜗杆砂轮预加工的图纸,独创的PCD车刀刀具,刀体采用左右后角结构,避免加工时车刀和砂轮干涉。
技术研发人员:乔茂,严鉴铂,寇植达,刘星,吴卓
受保护的技术使用者:陕西法士特齿轮有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!