一种工件上料装置和工件的加工处理系统的制作方法
本发明涉及运输装置,尤其涉及一种工件上料装置和工件的加工处理系统。
背景技术:
1、现有工件的攻牙加工装置,攻牙加工装置主要包括上料机构和加工机构;而工件不能在上料机构的传送过程中进行一定的加工处理,因而工件的加工工序集中于加工机构;然而工件每个工序的时长并不同,当工件需要大批量的加工时,由于工件加工的时长不一会导致工件在每个步骤都需要单独地转移,因而增大了工件的加工时间,降低了加工效率。
技术实现思路
1、本发明的目的在于提出一种工件上料装置,通过将接料管、第一工件转移板、第二工件转移板、工件除杂板和工件接收壳的五个机构依次竖直分布,工件能在转移的过程中经过于每个机构的处理工位,从而在每个处理工位中进行加工,可以实现在转移过程中完成预加工。
2、本发明还提出一种工件的加工处理系统,其工件经过于工件上料装置的处理工位和工件加工装置的加工处理区域,可以使工件上料期间和上料后同步执行工件的加工步骤,有效地缩短了工件的加工时间,最大化地利用了工件向工件加工装置转移过程中的时间,提高加工效率。
3、为达此目的,本发明采用以下技术方案:
4、一种工件上料装置,包括:接料管、第一工件转移板、第二工件转移板、工件除杂板、工件接收壳和工件传送组件;
5、所述接料管、第一工件转移板、第二工件转移板、工件除杂板和工件接收壳的五个机构沿工件传送方向依次竖直分布,工件从上一个机构竖直转移至某一个机构时置于处理工位,工件再经水平调节后从某一机构竖直转移至下一个机构;所述工件传送组件的输出端连接于所述工件接收壳,用于驱动所述工件接收壳经过于所述工件除杂板的下方并接收工件后,驱动所述工件接收壳上的工件输出。
6、优选地,还包括:上料基座;
7、所述接料管安装于所述上料基座,所述接料管、第一工件转移板、第二工件转移板和工件除杂板依次由上至下叠合分布;所述第一工件转移板和第二工件转移板分别独立地进行可复位的移动;所述第一工件转移板设有第一上料通道,所述第二工件转移板设有第二上料通道,所述工件除杂板于所述第二工件转移板的一端设有所述处理工位,所述工件除杂板于另一端设有工件进料通道;
8、所述第一上料通道的输入端竖直对齐于所述接料管的输出端;所述第一工件转移板移动后,将所述第一上料通道移动至对齐于所述第二上料通道,使所述第一上料通道、第二上料通道和处理工位竖直对齐;
9、所述第二上料通道的输出端对齐于所述除杂管的开口;所述第二工件转移板移动后,将第二上料通道转移至对齐所述工件进料通道的输入端;
10、所述工件传送组件的输出端连接于所述工件接收壳,用于驱动所述工件接收壳经过于所述工件进料通道输出端的下方并接收工件后,将所述工件接收壳驱动至将工件输出。
11、更优地,还包括:第三转移板和转移底板;
12、所述第三转移板设有第三上料通道,所述转移底板设有底板上料通道;所述第三转移板在所述转移底板的表面进行可复位的移动,并于其中一个移动位置使所述第三上料通道竖直对齐所述工件进料通道的输出端,又在另一个移动位置使所述第三上料通道竖直对齐于所述底板上料通道的输入端;所述工件接收壳的开口移动经过于所述底板上料通道输出端的下方。
13、优选地,所述工件传送组件包括:传送机架、传送转轮、传送同步带和传送驱动器;
14、多个所述传送转轮分别安装于所述传送机架;所述传送同步带将所述传送转轮同步转动地连接,多个所述工件接收壳分别设置于所述传送同步带的不同位置;所述传送驱动器的输出端连接于其中一个所述传送转轮,用于驱动所述传送转轮转动,带动所述传送同步带的所述工件接收壳移动。
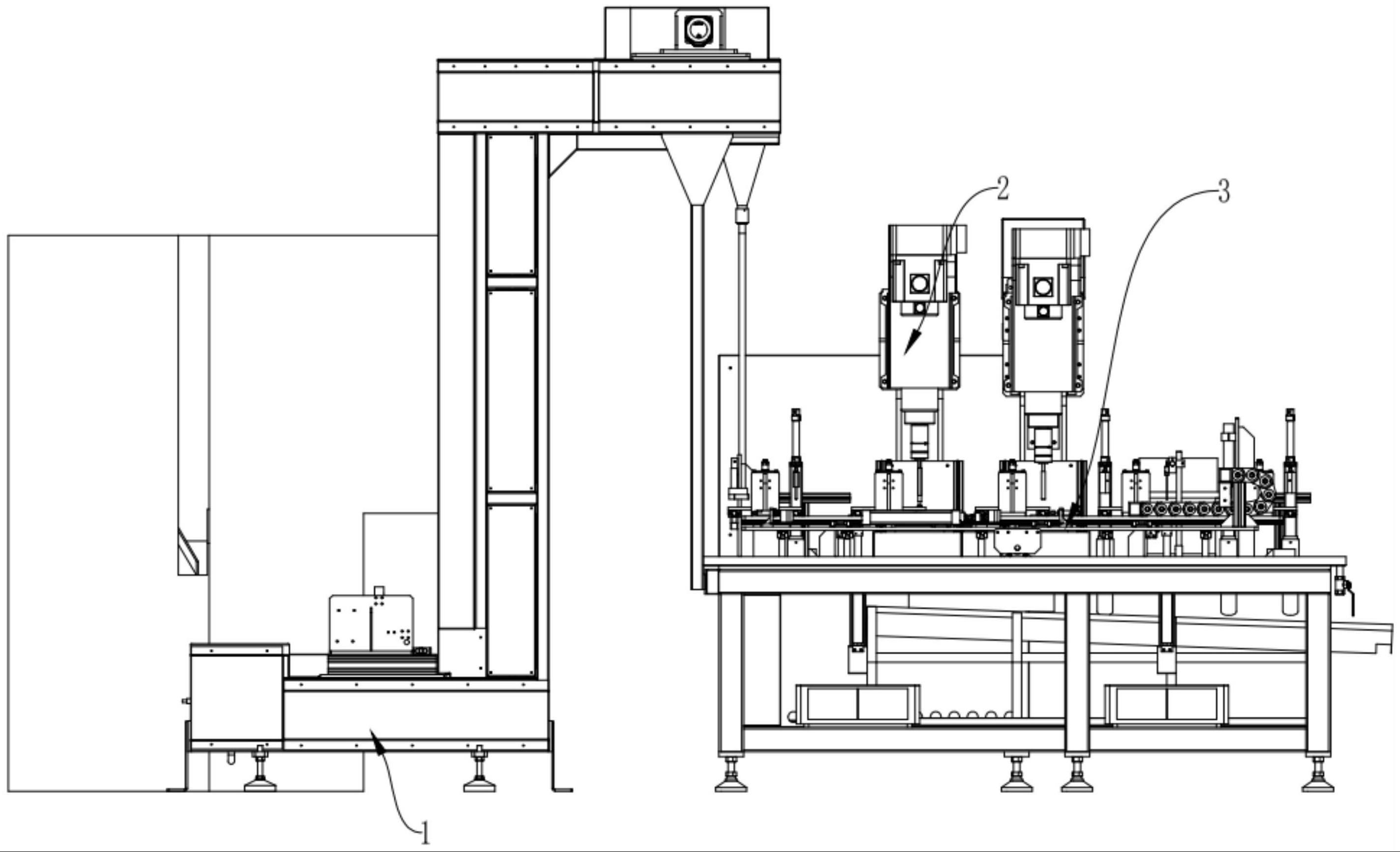
15、一种工件的加工处理系统,包括:工件上料装置、工件加工装置和工件转移装置;
16、所述工件上料装置为上述的一种工件上料装置;
17、所述工件上料装置用于向所述工件加工装置输出工件,并在工件输出的过程中经过所述工件上料装置的所述处理工位;所述工件加工装置用于对工件进行内腔检测处理、攻牙加工处理和除油处理三者中的至少一种;所述工件转移装置用于带动工件移动经过于所述工件加工装置的加工处理区域;
18、所述工件传送组件用于驱动所述工件接收壳上的工件输出至所述工件加工装置。
19、优选地,所述工件加工装置于其中一个所述加工处理区域设有加工接收管;所述加工接收管的上端连接漏斗结构的输出端,所述漏斗结构的输入端用于接收所述工件接收壳输出的工件;所述漏斗结构的输入端对准于工件行程末端的所述传送转轮,该传送转轮通过所述传送同步带带动所述工件接收壳进行角度翻转,使所述工件接收壳的开口向下朝向于所述漏斗结构的输入端;所述加工接收管的下端连通于所述加工处理区域。
20、优选地,所述工件加工装置包括:检测机架、内腔检测处理机构、攻牙加工处理机构和除油处理机构;
21、所述内腔检测处理机构、攻牙加工处理机构和除油处理机构三者以任意数量和任意顺序排列于所述检测机架,且三者分别设有所述加工处理区域;
22、所述工件转移装置包括:水平夹具、水平同步板和水平转移驱动器;
23、多个所述水平夹具安装于所述水平同步板,所述水平夹具移动前后经过于所述内腔检测处理机构的加工处理区域、攻牙加工处理机构的加工处理区域或除油处理机构的加工处理区域;
24、所述水平转移驱动器可活动地安装于所述检测机架,所述水平转移驱动器的输出端连接于所述水平同步板,用于驱动所述水平同步板可复位地水平移动,带动所述水平夹具经过于不同的所述加工处理区域。
25、优选地,所述工件加工装置还包括:脱料机构;
26、所述内腔检测处理机构和脱料机构沿工件的传送方向依次排列,和/或所述攻牙加工处理机构和脱料机构沿工件的传送方向依次排列;
27、部分所述水平夹具移动前后经过于所述脱料机构;
28、所述脱料机构包括:工件安装器、脱料基座、脱料夹手和脱料排出管;
29、所述工件安装器和脱料基座安装于所述检测机架,所述工件安装器设有上下相通的脱料通道;所述脱料夹手安装于所述脱料基座,所述脱料夹手设置于所述脱料通道的上方,用于夹持从所述水平夹具转移的工件,使工件限位于所述脱料通道的上端;所述脱料通道的下端连通于所述脱料排出管的输入端。
30、优选地,所述除油处理机构包括:除油上筒、除油下筒和接油器;
31、所述除油上筒可复位地升降移动;所述除油上筒设有开口朝向所述除油下筒的除油槽;所述除油下筒设有排油通道;部分所述水平夹具用于将工件限位于所述排油通道的输入端,所述排油通道的输出端连通于所述接油器的输入端;
32、所述除油上筒移动至将所述除油槽靠近于所述排油通道的输入端,所述除油槽连通气流输入装置的输出端,所述气流输入装置用于向所述除油槽及所连通的所述排油通道输出不同温度的气体。
33、优选地,所述内腔检测处理机构包括以下机构的至少一种:内腔成型检测机构和螺牙检测机构;
34、所述内腔成型检测机构和/或所述螺牙检测机构安装于所述检测机架;
35、所述内腔成型检测机构包括:成型检测固定台、成型检测升降驱动器和成型检测探头;
36、所述成型检测固定台安装于所述检测机架,用于接收和固定所述水平夹具传送的工件;所述成型检测升降驱动器的输出端连接于所述成型检测探头,用于驱动所述成型检测探头升降于工件的内腔,用于识别所述成型检测探头是否穿过工件的内腔;
37、所述螺牙检测机构包括:螺牙检测固定台和螺牙检测装置;
38、所述螺牙检测固定台安装于所述检测机架,用于接收和固定所述水平夹具传送的工件;所述螺牙检测装置用于获取工件的图像,并识别工件的螺牙是否标准。
39、本发明提供的技术方案可以包括以下有益效果:
40、本发明提供一种工件上料装置,通过将接料管、第一工件转移板、第二工件转移板、工件除杂板和工件接收壳的五个机构依次竖直分布,工件能在转移的过程中经过于每个机构的处理工位,从而在每个处理工位中进行加工,可以实现在转移过程中完成预加工,进而缩短了工件的实际加工时长,解决了工件需要转移后再加工所导致加工时间变长的问题。
- 还没有人留言评论。精彩留言会获得点赞!