一种空间扭曲曲面板压制成型方法与流程
本发明涉及曲面板加工,具体而言,涉及一种空间扭曲曲面板压制成型方法。
背景技术:
1、随着我国城市化快速发展的进程,城市桥梁建设规模与日俱增,桥梁已被纳入城市建筑的重要构成元素。除需满足基本的交通功能外,桥梁被赋予更多的象征功能和文化内涵,具有复杂空间造型的大跨度钢塔斜拉桥受到广泛关注。
2、某特大桥梁长513m,桥塔高173m,桥面标准宽64m,主桥采用独塔双索面斜拉桥,索塔为空间曲线钢塔,索塔外壁板均为空间扭曲曲面板,主梁为钢箱梁结构。索塔的空间扭曲面板加工成型非常关键,由于索塔扭曲面板厚度达到40mm,曲面板面积10㎡~60㎡,曲面板尺寸大,使用模具一次成型难度大,且成型精度难以控制。
技术实现思路
1、本发明旨在提供一种空间扭曲曲面板压制成型方法,以解决现有技术中特大桥梁的空间曲线钢塔曲面板尺寸大,使用模具一次成型难度大,且成型精度难以控制的问题。
2、本发明是采用以下的技术方案实现的:
3、本发明提供一种空间扭曲曲面板压制成型方法,包括以下步骤:
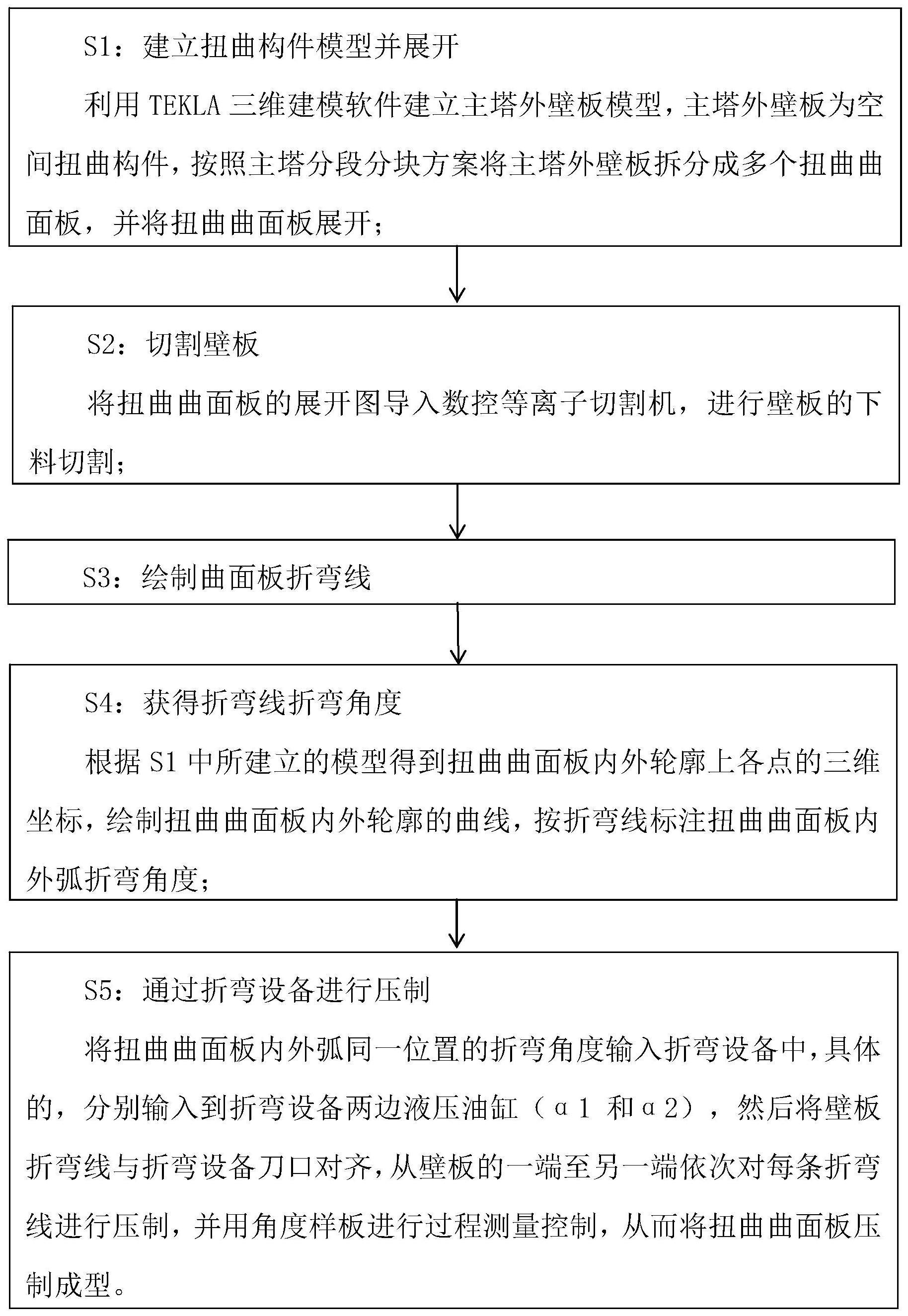
4、s1:建立扭曲构件模型并展开:
5、建立主塔外壁板模型,主塔外壁板为空间扭曲构件,按照主塔分段分块方案将主塔外壁板拆分成多个扭曲曲面板,并将扭曲曲面板展开;
6、s2:切割壁板:
7、将扭曲曲面板的展开图导入数控切割机,进行壁板的下料切割;
8、s3:绘制曲面板折弯线:
9、根据壁板端面线形角度,与壁板端面线形平行绘制多条等间隔的折弯线;
10、s4:获得折弯线折弯角度:
11、根据s1中所建立的模型得到扭曲曲面板内外轮廓上各点的三维坐标,绘制扭曲曲面板内外轮廓的曲线,按折弯线标注扭曲曲面板内外弧折弯角度;
12、s5:通过折弯设备进行压制:
13、将扭曲曲面板内外弧同一位置的折弯角度输入折弯设备,然后将壁板折弯线与折弯设备刀口对齐,从壁板的一端至另一端依次对每条折弯线进行压制,并用角度样板进行过程测量控制,从而将扭曲曲面板压制成型。
14、采用上述方法,能够快速压制空间扭曲曲面板且精确控制其曲面板的曲面度,确保索塔满足质量要求。
15、作为优选的技术方案:
16、s1中,利用tekla三维建模软件建立主塔外壁板模型。
17、作为优选的技术方案:
18、相邻两条折弯线的间距按照下式计算:
19、b=t*10+30mm
20、其中,t为壁板板厚,单位为mm。
21、作为优选的技术方案:
22、相邻两条折弯线的间距为240~500mm。
23、作为优选的技术方案:
24、s2中,数控切割机采用数控等离子切割机。
25、作为优选的技术方案:
26、s5中,折弯设备采用数控折弯机,通过数控折弯机自动控制压制。
27、作为优选的技术方案:
28、s5中,将扭曲曲面板内外弧同一位置的折弯角度分别输入到折弯设备两边液压油缸。
29、综上所述,由于采用了上述技术方案,本发明的有益效果是:
30、1、本发明通过tekla三维建模软件对空间扭曲构件进行建模,然后将其展开,根据展开图精确地切割出待加工壁板,如此可以获得准确尺寸的壁板,为空间扭曲曲面板成型提供基础。
31、2、本发明依托tekla三维建模软件,能够较为轻松且准确地找出扭曲曲面板上各点的三维坐标数值,绘制扭曲曲面板内外轮廓的曲线,根据所选取确定的折弯线标注扭曲曲面板内外弧折弯角度,得到各条折弯线所对应的内外弧折弯角度,精确找出内外弧之间的相对关系,为精确控制空间曲面折弯提供数据支撑。
32、3、本发明的折弯设备根据内外弧折弯角度对壁板折弯线自动控制压制,实现了对空间扭曲曲面板的精准压制成型。
33、4、本发明的适用性强,能适用于不同扭曲度的空间扭曲壁板压制成型。
技术特征:
1.一种空间扭曲曲面板压制成型方法,其特征在于:
2.根据权利要求1所述的空间扭曲曲面板压制成型方法,其特征在于:
3.根据权利要求1所述的空间扭曲曲面板压制成型方法,其特征在于:
4.根据权利要求3所述的空间扭曲曲面板压制成型方法,其特征在于:
5.根据权利要求3所述的空间扭曲曲面板压制成型方法,其特征在于:
6.根据权利要求1所述的空间扭曲曲面板压制成型方法,其特征在于:
7.根据权利要求1-6任一所述的空间扭曲曲面板压制成型方法,其特征在于:
技术总结
本发明涉及曲面板加工技术领域,旨在解决现有技术中特大桥梁的空间曲线钢塔曲面板尺寸大,使用模具一次成型难度大,且成型精度难以控制的问题,提供一种空间扭曲曲面板压制成型方法,包括以下步骤:S1:建立扭曲构件模型并展开;S2:将扭曲曲面板的展开图导入数控切割机,进行壁板的下料切割;S3:根据壁板端面线形角度,与壁板端面线形平行绘制多条等间隔的折弯线;S4:获得折弯线折弯角度;S5:将扭曲曲面板内外弧同一位置的折弯角度输入折弯设备,通过折弯设备将扭曲曲面板压制成型。采用上述方法,能够快速压制空间扭曲曲面板且精确控制其曲面板的曲面度,确保索塔满足质量要求。
技术研发人员:尹强,王定全,胡航,龚修平,万世成,付涛,黄玲菱,底江天,张佳,李一锋,王效
受保护的技术使用者:成都交通投资集团有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!