过渡坡口加工设备和坡口加工方法与流程
本申请实施例涉及机械部件加工,尤其涉及一种过渡坡口加工设备和坡口加工方法。
背景技术:
1、一般情况下两个焊件要进行焊接时,为了焊接工件,保证焊接度,待焊部位需加工装配出一定的几何形状沟槽,也就是坡口。若对坡口的要求不高可气割,对于比较薄(30mm)的工件或钢板也可用坡口机或半自动切割机来加工出坡口。
2、在钢结构加工过程中会出现一些厚板与薄板对接的情况,这时对接处需要开过渡坡口,若两块对接板相差比较大时,则较厚一侧的工件或钢板需要较大的过渡面,以某项目工字梁顶板拼接为例,如图1过渡坡口示意图所示,第一顶板1和第二顶板2进行对接,根据工艺要求需要在顶板1的一侧加工出一个396mm长的过渡坡口,这种情况下就无法使用坡口机或半自动切割机来加工出这样的过渡面,因为需加工的过渡面过长以及需要加工去除的厚度过大。此时就需要运用铣床、刨床等机加工方法去处理,但顶板长度达到9米,切削厚度超过50毫米,铣床无法高效加工。
技术实现思路
1、本发明旨在至少解决现有技术或相关技术中存在的技术问题之一。
2、为此,本发明的第一方面提供了一种过渡坡口加工设备。
3、本发明的第二方面提供了一种坡口加工方法。
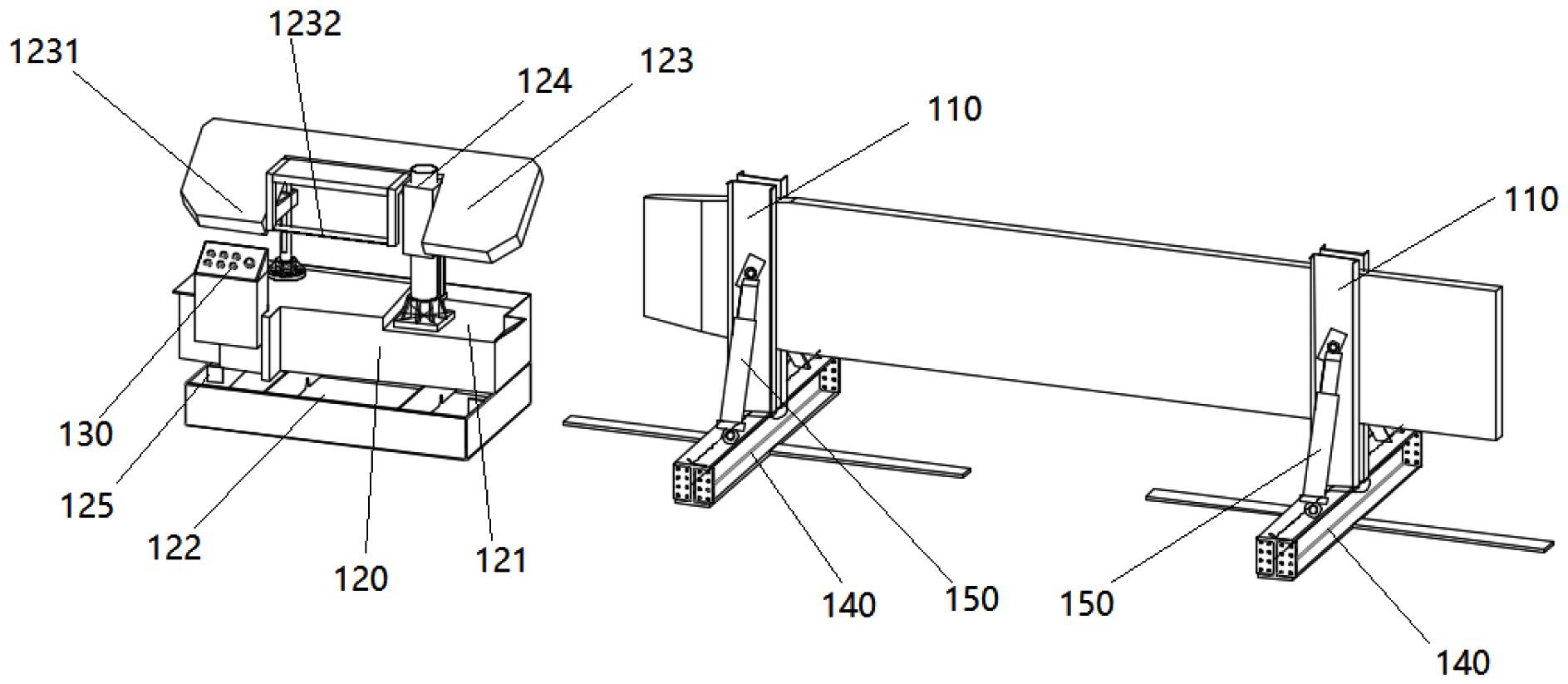
4、有鉴于此,根据本申请实施例的第一方面提出了过渡坡口加工设备,包括:
5、底座;
6、支撑组件,所述支撑组件的一端铰接于所述底座,所述支撑组件上形成有支撑间隙;
7、推拉杆,所述推拉杆布置在所述支撑组件的两侧;
8、标识件,所述标识件用于贴合在待加工件的侧面;
9、锯床组件,所述锯床组件包括加工平台、水槽、加工件和液压驱动件,所述水槽设置在所述加工平台的下方,所述液压驱动件的一端连接于所述加工平台,另一端连接于所述加工件,所述液压驱动件用于带动所述加工件相对于所述加工平台升降;
10、控制器和识别组件,所述识别组件用于识别所述标识件的位置,所述控制器连接于所述识别组件和所述推拉杆,所述控制器用于基于所述标识件的位置控制所述推拉杆伸缩。
11、在一种可行的实施方式中,所述支撑组件包括:
12、两个支撑板,两个所述支撑件间隔布置;
13、封板,连接于两个所述支撑板;
14、球头,所述球头连接于所述封板,所述支撑组件通过所述球头铰接于所述底座。
15、在一种可行的实施方式中,所述加工件包括:
16、固定件;
17、锯条,所述锯条连接于所述固定架;
18、电机,所述电机用于驱动所述锯条;
19、耳板,所述耳板的一端连接于所述固定件,另一端向远离于所述固定架的方向延伸,并连接于所述液压驱动件,以使所述加工件的作业区间与所述液压驱动件所在位置交错设置。
20、在一种可行的实施方式中,所述锯床组件还包括:
21、控制组件,所述控制组件连接于所述电机和所述液压驱动件,用于控制所述电机和所述液压驱动件的启停。
22、在一种可行的实施方式中,所述固定件的沿高度方向开设有多个固定位,所述锯条通过所述固定位连接于所述固定架。
23、在一种可行的实施方式中,所述锯床组件还包括:
24、垫板,所述垫板用于设置在所述水槽和所述加工平台之间;或
25、升降件,所述升降件的一端连接于所述加工平台,另一端连接于所述水槽;
26、所述锯床组件还包括:
27、筋肋,所述筋肋设置在所述加工平台上。
28、根据本申请实施例的第二方面提出了一种坡口加工方法,应用于如上述任一技术方案所述的过渡坡口加工设备,所述坡口加工方法包括:
29、将待加工件设置在所述支撑间隙内;
30、基于坡口的加工需求,在所述待加工件的依次设置标识件;
31、基于所述标识件的设置位置控制所述推拉杆的伸缩,以调节所述支撑组件的设置角度;
32、通过所述锯床组件对所述待加工件进行切割,以加工形成坡口。
33、在一种可行的实施方式中,所述通过所述锯床组件对所述待加工件进行切割,以加工形成坡口的步骤包括:
34、在所述加工件到达切割行程的情况下,停止切割;
35、通过熔断装置熔断完成切割的多余的加工件;
36、更换加工件的锯条的位置或调节待加工件的位置,继续切割,以加工形成坡口。
37、相比现有技术,本发明至少包括以下有益效果:
38、本申请实施例提供的过渡坡口加工设备包括了底座、支撑组件、推拉杆、标识件和锯床组件,在使用过程中,将待加工设置在支撑间隙内,而后通过推拉杆调节支撑组件的位置,进而调节待加工件的设置位置,通过锯床组件靠近于支撑组件,通过液压组件带动加工件移动,加工件即可对待加工件进行切割,以加工形成坡口,通过水槽可以为加工件进行降温,提高切割效率。基于此通过本申请实施例提供的过渡坡口加工的锯床工装特别适用于对大厚度工件的坡口加工,极大程度地提高了大厚度工件的坡口加工效率。
技术特征:
1.一种过渡坡口加工设备,其特征在于,包括:
2.根据权利要求1所述的过渡坡口加工设备,其特征在于,所述支撑组件包括:
3.根据权利要求1所述的过渡坡口加工设备,其特征在于,所述加工件包括:
4.根据权利要求3所述的过渡坡口加工设备,其特征在于,所述锯床组件还包括:
5.根据权利要求3所述的过渡坡口加工设备,其特征在于,
6.根据权利要求1所述的过渡坡口加工设备,其特征在于,所述锯床组件还包括:
7.一种坡口加工方法,其特征在于,应用于如权利要求1至6中任一项所述的过渡坡口加工设备,所述坡口加工方法包括:
8.根据权利要求7所述的坡口加工方法,其特征在于,所述通过所述锯床组件对所述待加工件进行切割,以加工形成坡口的步骤包括:
技术总结
本申请实施例公开了一种过渡坡口加工设备和坡口加工方法,过渡坡口加工设备包括了底座、支撑组件、推拉杆、标识件和锯床组件,在使用过程中,将待加工设置在支撑间隙内,而后通过推拉杆调节支撑组件的位置,进而调节待加工件的设置位置,通过锯床组件靠近于支撑组件,通过液压组件带动加工件移动,加工件即可对待加工件进行切割,以加工形成坡口,通过水槽可以为加工件进行降温,提高切割效率。基于此通过本申请实施例提供的过渡坡口加工的锯床工装特别适用于对大厚度工件的坡口加工,极大程度地提高了大厚度工件的坡口加工效率。
技术研发人员:王敏杰,罗生元,戚海敏,赵慧龙,康开胜,李品
受保护的技术使用者:中国水电四局(兰州)机械装备有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!