一种基于光伏面板的智能组装系统的制作方法
本发明涉及光伏面板,尤其涉及一种基于光伏面板的智能组装系统。
背景技术:
1、光伏作为清洁能源之一,其所用组件主要为光伏面板,而光伏面板又是由多个光伏面板组件组合而成,光伏面板组件的组装直接影响光伏面板的效用,但现有的光伏面板在组装过程中大都需要人工参与进行组装,组装效率低下,不利于现代生产的进程。
2、中国专利公开号:cn115394882a公开了一种用于自动组装光伏面板的组装方法,涉及到光伏面板生产技术领域,包括以下步骤:电池片焊接、电池片和基板输送、基板上胶、电池片和基板压合以及基板切割,该发明还公开了用于自动组装光伏面板的组装设备,包括支撑组件,所述支撑组件的上部设置有电池片输送组件,所述电池片输送组件的上部设置有基板输送组件,所述基板输送组件的上部设置有加热组件,所述基板输送组件的下部设置有上胶组件,该发明解决了基板与电池片之间容易发生偏移且不能及时的进行校正;且需要对基板进行提前分切,每次也仅能实现少量光伏电池片与基板之间的固定,连续性较差,效率较低,劳动强度较大,难以实现自动化组装的问题;由此可见,所述用于自动组装光伏面板的组装方法虽然解决了人工进行组装的问题,但还是存在对组装过程的控制精度低,导致组装过程效率不高的问题。
技术实现思路
1、为此,本发明提供一种基于光伏面板的智能组装系统,用以克服现有技术中存在对组装过程的控制精度低,导致组装过程效率不高的问题。
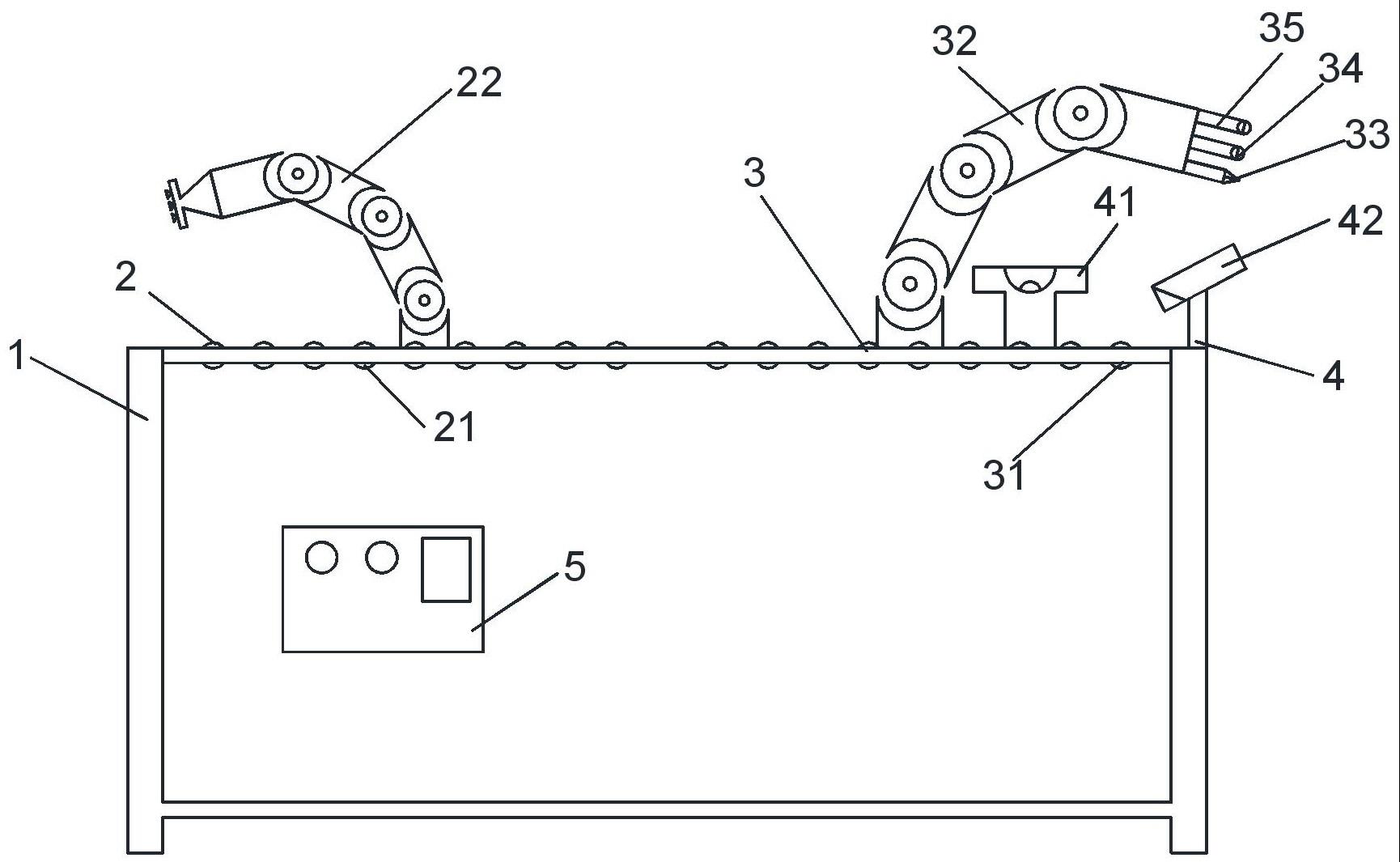
2、为实现上述目的,本发明提供一种基于光伏面板的智能组装系统,包括:
3、组装平台,
4、组装机构,其包括第一承载辊轮组和组装机械臂,第一承载辊轮组用以承载光伏面板的安装座,组装机械臂用以将单个光伏面板组件安装在安装座上;
5、焊接机构,其设置在远离组装机构的组装平台的一侧,包括第二承载辊轮组和焊接机械臂,第二承载滚轮组用以承载光伏面板,焊接机械臂包括用以焊接光伏面板组件的焊接头,用以为光伏面板组件涂覆焊接剂的涂覆辊,用以将光伏面板组件的焊接线压接在与其相邻的光伏面板组件上的压接辊;
6、检测机构,其包括设置在所述焊接机构一侧的用以检测所述焊接头焊接是否合格的红外相机和用以检测所述光伏面板组件的焊接部位平整度的工业相机;
7、控制机构,其包括与所述红外相机和工业相机连接的用以获取所述红外相机拍摄的红外图像和工业相机拍摄的焊接图像的数据获取模块,用以分析所述红外图像和焊接图像的图像分析模块,用以根据所述图像分析模块的分析结果控制所述焊接机械臂执行焊接作业的控制执行模块;
8、其中,所述数据获取模块包括用以在第一预设条件获取所述光伏面板组件图像的第一图像获取单元、用以在第二预设条件获取所述红外图像的第二图像获取单元和用以在第三预设条件获取所述焊接图像的第三图像获取单元;
9、第一预设条件为所述光伏面板移动至焊接机构一侧的组装平台上,第二预设条件为所述焊接头开始焊接所述光伏面板组件,第三预设条件为所述焊接头完成两个所述光伏面板组件的焊接。
10、进一步地,所述图像分析模块根据第一图像获取单元获取的所述光伏面板组件图像确定所述光伏面板组件的焊接部位宽度d,所述图像分析模块根据该焊接部位宽度和焊接部位宽度标准确定所述焊接头的焊接参数,其中,所述焊接参数包括焊接功率和焊接头移速,所述焊接部位宽度标准包括第一宽度标准d1和第二宽度标准d2,设定d1<d2;
11、若d≤d1,所述图像分析模块将所述焊接功率设置为p1,将所述焊接头移速设置为v1;
12、若d1<d≤d2,所述图像分析模块将所述焊接功率设置为p2,将所述焊接头移速设置为v2;
13、若d>d2,所述图像分析模块将所述焊接功率设置为p3,将所述焊接头移速设置为v3;
14、其中,p1为第一焊接功率,p2为第二焊接功率,p3为第三焊接功率,v1为第一移速,v2为第二移速,v3为第三移速,p1<p2<p3。
15、进一步地,所述图像分析模块将第二图像获取单元获取的所述红外图像进行分析以确定焊接部位的热区域面积s,并将该热区域面积s与预设热区域面积标准s0进行比对以确定所述焊接参数中焊接参数是否合格,若s≤s0,所述图像分析模块确定所述焊接参数不合格,同时确定对所述焊接参数的调节方式;若s>s0,所述图像分析模块确定所述焊接参数合格。
16、进一步地,预设热区域面积标准的取值根据焊接部位宽度确定,设定。
17、进一步地,所述图像分析模块在所述焊接参数不合格条件下计算热区域面积s和预设热区域面积标准s0的面积百分比cs,设定cs=s0/s×100%,并根据该面积百分比和面积百分比标准cb的比对结果确定对所述焊接参数的调节方式,若cs≤cb,所述图像分析模块确定对所述焊接参数的调节方式为第一调节方式;若cs>cb,所述图像分析模块确定对所述焊接参数的调节方式为第二调节方式;
18、其中,第一调节方式为对所述焊接功率进行调节,第二调节方式为对所述焊接头移速进行调节。
19、进一步地,所述图像分析模块在第一调节方式下,计算所述面积百分比和面积百分比标准的第一百分比差值ra,设定ra=cb-cs,并根据该第一百分比差值和预设百分比差值的比对结果确定对所述焊接功率调节时的调节系数,其中,所述图像分析模块设有第一预设百分比差值r1、第二预设百分比差值r2、第一功率调节系数kp1、第二功率调节系数kp2和第三功率调节系数kp3,设定r1<r2且1<kp1<kp2<kp3<1.2;
20、若ra≤r1,所述图像分析模块将所述功率调节系数设置为kp1;
21、若r1<ra≤r2,所述图像分析模块将所述功率调节系数设置为kp2;
22、若ra>r2,所述图像分析模块将所述功率调节系数设置为kp3;
23、若所述图像分析模块将所述功率调节系数设置为kpn时,设定n=1,2,3,所述图像分析模块将调节后的焊接功率设置为p4,设定p4=pm×kpn,所述控制执行单元以调节后的焊接功率控制所述焊接头进行焊接作业,其中m=1,2,3。
24、进一步地,所述图像分析模块在第二调节方式下,计算所述面积百分比和面积百分比标准的第二百分比差值rb,设定rb=cs-cb,并根据该第二百分比差值和预设百分比差值的比对结果确定对所述焊接移速调节时的调节系数,其中,所述图像分析模块设有第一移速调节系数kv1、第二移速调节系数kv2和第三移速调节系数kv3,设定0.8<kv3<kv2<kv1<1;
25、若rb≤r1,所述图像分析模块将所述移速调节系数设置为kv1;
26、若r1<rb≤r2,所述图像分析模块将所述移速调节系数设置为kv2;
27、若rb>r2,所述图像分析模块将所述移速调节系数设置为kv3;
28、若所述图像分析模块将所述移速调节系数设置为kvy时,设定y=1,2,3,所述图像分析模块将调节后的焊接移速设置为v4,设定v4=vf×kvy,所述控制执行单元以调节后的焊接功率控制所述焊接头进行焊接作业,其中f=1,2,3。
29、进一步地,所述图像分析模块将所述第三图像获取单元获取的所述焊接图像进行分析以确定两个所述光伏面板组件的焊接部位的平整度q,并将该平整度q与平整度标准qb进行比对以确定焊接部位是否合格,若q≥qb,所述图像分析模块确定所述焊接部位不合格,同时确定对所述压接辊的压力的调节方式;若q<qb,所述图像分析模块确定所述焊接部位合格。
30、进一步地,所述图像分析模块确定所述焊接部位为不合格条件,计算所述平整度q和平整度标准qb的平整度差值cq,设定cq=q-qb,并根据该平整度差值cq与平整度差值标准c1的比对结果确定对所述压力的调节方式,若cq≤c1,所述图像分析模块确定以第一调节方式调节所述压力;若cq>c1,所述图像分析模块确定以第二调节方式调节所述压力。
31、进一步地,所述第一调节方式下,所述图像分析模块将采用第一压力补偿系数对所述压力进行补偿;第二调节方式下,所述图像分析模块采用第二压力补偿系数对所述压力进行补偿,其中,1<第一压力补偿系数<第二压力补偿系数<1.5。
32、与现有技术相比,本发明的有益效果在于,本发明通过设置红外相机和工业相机共同作为检测机构以对焊接过程的光伏面板组件进行检测,确定焊接件在焊接过程的合格性,从而提高了对焊接过程的控制精度,进一步提高了组装过程的效率。
33、尤其,本发明分别在不同预设条件下,设置不同的检测方式,以确定光伏面板组件组装过程中,单个组件和两个光伏面板组件组合成光伏面板后的焊接部位的合格性,进一步提高了对焊接过程的控制精度,从而进一步提高了组装过程的效率。
34、进一步地,本发明可以根据不同结构的光伏面板组件进行焊接参数的初始设置,并根据焊接过程中焊接质量对焊接参数进行动态调整,以使对焊接过程的控制精度更高,焊接效果更好,提高了光伏面板的效用。
- 还没有人留言评论。精彩留言会获得点赞!