一种可变角度T型焊接夹具设备
本发明涉及一种可变角度t型焊接夹具设备,属于板材焊接。
背景技术:
1、在工业生产,汽车船舶等领域,经常需要对两块钢材进行交叉焊接;现有技术中,在进行板材焊接时常采用固定的两个夹持机构夹持两块板材,将两块板材“⊥”放置,对其接缝进行焊接;
2、对于上述的焊接方法,虽然能够进行有效的焊接,但是在实际操作中发现,其存在一定的缺陷,比如:
3、1、传统的夹持装置大多是手工夹持,或者专用的夹持装置,无法实现不同板材的适配性问题。
4、2、有些时候由于工艺需要,要使两块板材之间呈现不同的角度达到使用功能,传统的方法是通过在板材上画线,虽然能达到焊接要求,但是在夹持过程中容易发生变形,导致焊接质量下降,并且使用起来比较麻烦,耗费了大量时间。
5、3、传统的夹持装置往往夹持在板材的焊接部分,不仅容易损伤材料表面,同时也会遮挡板材,阻碍对焊接后部位进行打磨、抛光等工作。
6、基于此,本发明提出了一种可变角度t型焊接夹具设备。
技术实现思路
1、针对现有的技术不足,本发明提供了一种可变角度t型焊接夹具设备,具备能够活动底板适应不同板材、能够根据工艺的需要调整板材之间的不同角度,本发明可在x轴,y轴,z轴上进行移动,在x,z轴上进行转动,实现五个自由度的灵活配合,适应更多不同工艺的使用。夹头可在支撑杆上自由上下移动,能够调节夹持的位置,既有效的固定了焊件,又不会损伤焊接处表面,同时也不会遮挡焊接处,便于进行焊接、打磨、抛光等工作。
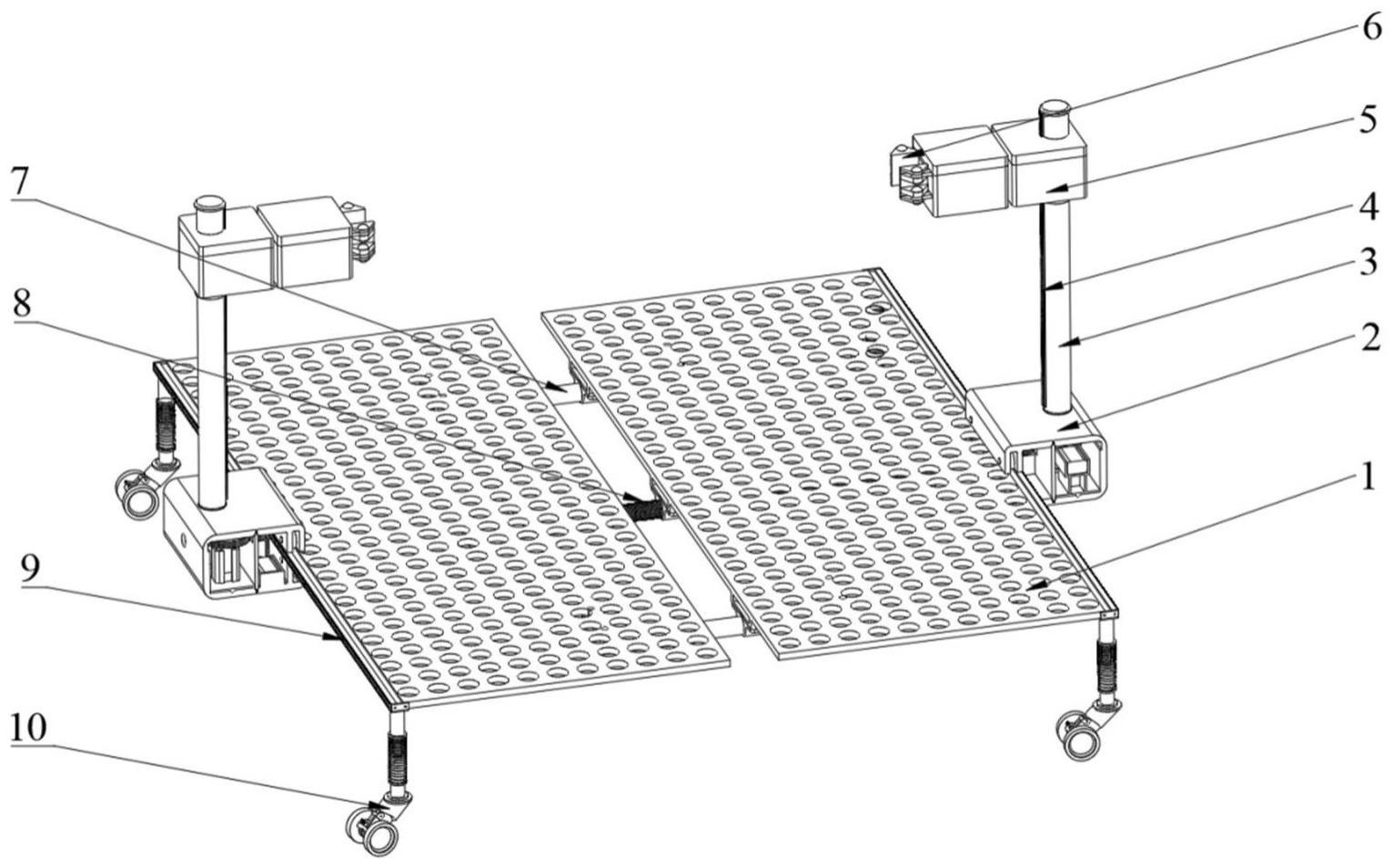
2、本发明采用的技术方案是:一种可变角度t型焊接夹具设备,包括底板1,游标装配箱2,支撑杆3,夹头装配箱5,夹头6、万向轮装置10,底板1包括两块,两块底板1通过调节装置分开或合并在一起,两个游标装配箱2分别与底板1的两侧端滑动连接,支撑杆3转动连接在游标装配箱2的顶部,夹头装配箱5上下滑动安装在支撑杆3上,夹头装配箱5的内侧端安装有可夹紧或放开的夹头6,万向轮装置10安装在底板1底部四周。
3、具体地,所述的调节装置包括底板光杠7、底板丝杠8、光杠移动端11、光杠固定端12、底板驱动电机13、丝杠固定端14、丝杠移动端15;
4、底板驱动电机13、丝杠固定端14、光杠固定端12位于一块底板1上,光杠移动端11、丝杠移动端15位于另一块的底板1上,底板丝杠8一端与底板驱动电机13连接,另一端依次穿过丝杠固定端14、丝杠移动端15,底板丝杠8与丝杠固定端14转动连接,与丝杠移动端15螺纹连接,底板光杠7与光杠固定端12转动连接,另一端与光杠移动端11转动连接。
5、具体地,所述的底板1的两侧端均设有底板齿条9,游标装配箱2内部设有上下对称的四个游标小轮17,中部设有游标中间隔板16,游标小轮17卡在底板1上下两端的卡槽内自由移动,游标中间隔板16上装配有游标驱动电动机22,游标驱动电动机22上装配的游标驱动齿轮21与底板齿条9啮合。
6、优选地,所述的游标中间隔板16上设有装配游标驱动齿轮21的中间隔板齿轮槽18。
7、具体地,所述的游标装配箱2中安装有停车装置,停车装置包括停车齿轮24、匚型停车卡板20、停车装置齿条25、停车装置卡槽19,停车电机23与停车齿轮24啮合,停车齿轮24与匚型停车卡板20上的停车装置齿条25啮合,匚型停车卡板20活动镶嵌在游标装配箱2上下的停车装置卡槽19中,匚型停车卡板20移动至停车装置卡槽19最外侧时与底板齿条9卡接在一起。
8、具体地,所述的游标装配箱2中安装有支撑杆转动装置和支撑杆夹紧装置;
9、支撑杆转动装置包括支撑杆转动齿轮ⅰ28、支撑杆转动齿轮ⅱ29、支撑杆转动电机27,支撑杆3下端装配有支撑杆转动齿轮ⅱ29,支撑杆转动齿轮ⅱ29与支撑杆转动齿轮ⅰ28啮合,支撑杆转动齿轮ⅰ28与支撑杆转动电机27连接,支撑杆转动电机27安装在游标底部垫板26上;
10、支撑杆夹紧装置包括夹紧装置底板36、夹紧装置夹头支撑块滑道装置35、夹紧装置夹头支撑块32、夹紧装置夹头31、支撑杆支撑底盘30、夹紧装置丝杠33、夹紧装置电机34;夹紧装置底板36安装在游标底部垫板26上,夹紧装置夹头支撑块滑道装置35安装在夹紧装置底板36上,夹紧装置丝杠33一端与夹紧装置电机34连接,另一端依次穿过夹紧装置夹头支撑块32、夹紧装置夹头31与下方夹紧装置夹头支撑块滑道装置35形成的的卡槽、夹紧装置夹头支撑块32,两个夹紧装置夹头支撑块32滑动安装在夹紧装置夹头支撑块滑道装置35两端的滑道内,夹紧装置丝杠33中间为光洁的圆柱卡在夹紧装置夹头支撑块滑道装置35和支撑杆支撑底盘30中的卡槽内,夹紧装置丝杠33的左右两侧分别开设有旋向相反的第一螺纹和第二螺纹,所述第一螺纹和第二螺纹分别与两端的夹紧装置夹头支撑块32中的螺纹啮合,两个夹紧装置夹头31分别固定安装在两端的夹紧装置夹头支撑块32的上方,支撑杆3的末端位于两个夹紧装置夹头31之间。
11、优选地,所述的游标中间隔板16上设有装配支撑杆转动齿轮ⅰ28、支撑杆转动齿轮ⅱ29的中间隔板齿轮槽18。
12、具体地,所述的支撑杆3的内侧设有支撑杆齿条4,夹头装配箱5包括中夹头装置转动箱46与夹头装置固定箱37,中夹头装置转动箱46与夹头装置固定箱37在夹头装配箱转动处45通过机械装置联接,夹头装置固定箱37内设有通过转动箱转动电机38,转动箱转动电机38带动转动箱齿轮ⅰ40与转动箱齿轮ⅱ41啮合传动,夹头装配箱转动轴42与转动箱齿轮ⅱ41装配并与夹头装置转动箱46为一体,支撑杆3穿过夹头装置固定箱37,其上的支撑杆齿条4与夹头装配箱移动齿轮39啮合,夹头装配箱移动齿轮39与夹头装配箱移动电机43连接,夹头驱动电机53安装在中夹头装置转动箱46中且其上安装有夹头支杆齿轮50,夹头支杆齿轮50前后两端分别与l型带凸槽夹头支杆48上的夹头支杆齿条ⅰ49和l型夹头支杆51上的夹头支杆齿条ⅱ52啮合,夹头转动箱中间隔板47上有半圆形的支撑杆活动槽55,l型带凸槽夹头支杆48和l型夹头支杆51在对应的位置设有突起的半圆部分,固定l型带凸槽夹头支杆48和l型夹头支杆51的轨道,在l型带凸槽夹头支杆48和l型夹头支杆51的前半部分设有コ型分头,コ型分头穿过夹头转动箱中间隔板47上的开槽,再穿过夹头装置转动箱46正前面上的开槽,使l型带凸槽夹头支杆48和l型夹头支杆51牢固装配在夹头装置转动箱46上,l型带凸槽夹头支杆48和l型夹头支杆51伸出的两个端头都与夹头6进行装配,l型带凸槽夹头支杆48上有一个隆起的槽,供l型夹头支杆51末端通过。
13、具体地,所述的万向轮装置10包括减震弹簧61、万向轮支撑体上端62、万向轮支撑体下端60、万向轮底座59、刹车装置58、刹车齿轮57、底轮56;
14、万向轮支撑体上端62的上端与底板1的底部连接,万向轮支撑体下端60为中空圆柱,万向轮支撑体上端62嵌入万向轮支撑体上端62中,下端减震弹簧61支撑在万向轮支撑体上端62和万向轮支撑体上端62之间,万向轮底座59与万向轮支撑体下端60下端360°转动连接,刹车装置58转动连接在万向轮底座59上,刹车齿轮57安装在底轮56上,刹车装置58转动后卡在刹车齿轮57上。
15、优选地,所述的底板1上均匀设有若干个孔洞。
16、本发明的有益效果是:
17、1、该用于t型板焊接夹具,底板电机带动丝杠旋转,通过光杠的支撑,带动底板活动,便于适应多的焊件。
18、2、该用于t型板焊接夹具,镶嵌在底板上的游标卡板箱,可通过电机带动在底板上移动,可以自适应焊件的上部分在底部焊件的不同位置进行焊接,达到灵活变化的效果。
19、3、该用于t型板焊接夹具,支撑杆可在转动电机的带动下转动,可以实现焊件上部分与底部部分呈现垂直,并且可实现上部分焊件在底部焊件的任意一条直线上垂直。可通过控制电机旋转控制这条直线与底板焊件边缘的角度。
20、4、该用于t型板焊接夹具,夹头装配箱可在支撑杆上自由上下移动,能够调节夹持的位置,既有效的固定了焊件,又不会损伤焊接处表面,同时也不会遮挡焊接处,便于进行焊接、打磨、抛光等工作。其中夹头装配箱中的转动箱可以转动,能够实现焊件上部分与底板部分不再垂直,根据工艺要求呈现一定的角度。
21、5、该用于t型板焊接夹具,底部万向轮可便于本发明的移动,脱离了传统夹具固定死板的缺点,方便外出携带,并且万向轮上装有减震弹簧,防止在移动过程中对焊接件的损坏。
- 还没有人留言评论。精彩留言会获得点赞!