自动取料方法、自动拧紧作业方法与自动作业生产线与流程
本发明属于装配,具体涉及一种自动取料方法、自动拧紧作业方法与自动作业生产线。
背景技术:
1、目前国内外发动机缸盖丝堵安装方式有以下三种:1)人工取料、人工预紧、人工手持电枪拧紧。2)人工取料、人工预紧、后工位设备拧紧轴自动拧紧。3)采用机器人集成视觉及拧紧轴实现自动拧紧。依赖机器人视觉来完成认帽与拧紧的缺点在于:1)需要较多摄像头,采购和维护成本高;2)需要拍照后进行图像处理与运算,耗时长,导致生产节拍延长;3)、视觉识别对使用场景要求高,设计较为复杂。
技术实现思路
1、本发明的目的在于解决上述现有技术中存在的难题,提供一种自动取料方法,无需依赖机器视觉,降低成本,提高效率。
2、本发明是通过以下技术方案实现的:一种自动取料方法,工件通过自动上料机构调整为用于配合抓取的姿态后送入定点接料工位,根据定点接料工位的坐标与工件尺寸预先确定取料坐标,机器人控制抓手移动至所述取料坐标抓取工件。
3、本发明还提供一种自动拧紧作业方法,用于将带有螺纹的工件拧紧在装配点上,机器人采用电枪-套筒总成作为抓手,机器人通过本发明的自动取料方法抓取工件,并将工件移动至装配点的坐标位置,启动电枪-套筒总成进行拧紧作业。
4、进一步的,所述用于配合抓取的姿态为工件轴线竖直并且用于配合抓手的端部朝上。
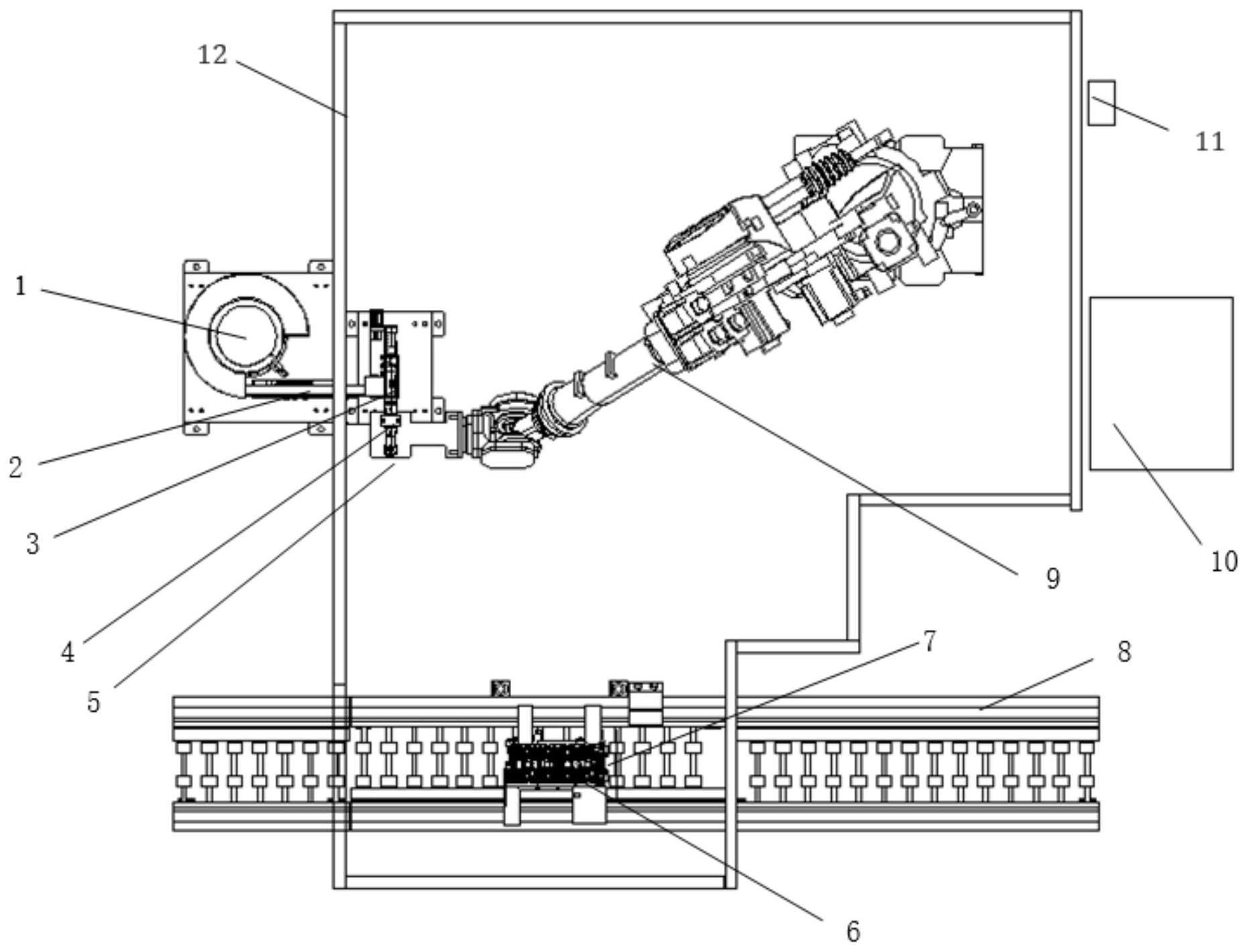
5、本发明还提供一种自动作业生产线,包括自动上料机构、定点接料机构与机器人;所述自动上料机构用于对工件排序和调整姿态,自动上料机构的出料口与定点接料机构上的定点接料工位对接;机器人装配有能够抓取工件进行作业的抓手,机器人能够通过自身的三轴坐标控制系统控制抓手先后移动至取料坐标位置与作业坐标位置,所述取料坐标根据定点接料工位的坐标与工件尺寸预先确定,所述作业坐标位置根据待作业点坐标、工件尺寸以及作业距离预先确定。
6、进一步的,所述上料机构包括圆盘震动送料器与直轨震动送料器,直轨震动送料器的进料口、出料口分别与圆盘震动送料器的出料端、定点接料工位对接;所述圆盘震动送料器的螺旋送料轨道内设有用于调整工件姿态的姿态调整机构。
7、进一步的,机器人采用电枪-套筒总成作为抓手,所述电枪-套筒总成包括用于连接机器人的连接板,连接板上垂直连接有安装板,所述安装板中央设有过孔,过孔一侧设有夹紧块;电枪通过所述夹紧块固定在安装板上,电枪的扭力输出端与套筒连接,并且所述套筒穿过所述过孔。
8、进一步的,所述套筒包括驱动头与拧紧轴,拧紧轴一端的端面上设有工件抓取部,拧紧轴另一端插入所述驱动头内并与套筒滑动连接,驱动头上设有导向槽,导向槽内插入销轴并固定连接在拧紧轴上,通过销轴对拧紧轴的滑动行程进行限位;所述驱动头内设有缓冲元件,缓冲元件能够被拧紧轴压缩以吸收冲击力。
9、进一步的,所述定点接料机构包括基板,基板上设有带缺口的凹槽,所述凹槽内正对缺口的位置作为定点接料工位,凹槽内滑动连接有夹具,夹具位于定点接料工位的一侧,夹具通过伸缩机构驱动。
10、进一步的,所述定点接料机构上还设有用于感应定点接料工位上是否存在工件的传感器;所述伸缩机构通过控制器控制,控制器能够在所述传感器感应到工件时控制伸缩机构带动夹具运动以夹紧工件;所述控制器与机器人通讯连接,当机器人控制抓手到达取料坐标位置时能够向控制器发送松开指令,控制器能够根据松开指令控制伸缩机构带动夹具运动以松开工件。
11、进一步的,所述电枪与机器人通讯连接,当机器人控制抓手到达作业坐标位置时能够向电枪发送启动指令。
12、与现有技术相比,本发明的有益效果包括:
13、1、效率提升:基于视觉识别的取料与拧紧作业需要88s,本发明只需要68s,效率提升了23%。
14、2、采用机器人自动对位,提高了认帽的精度,降低了拧紧头异常磨损拧断问题。
15、3、机器人定点取料、定点作业提高了坐标精度,,降低了零件报废率和返修率,同时每班次可减少1人,降低了人力成本。
16、4、极大的改善了人机工程,采用机器人替代人工,可满足后续产品的变更,而不受限于人力。
技术特征:
1.一种自动取料方法,其特征在于,工件通过自动上料机构调整为用于配合抓取的姿态后送入定点接料工位,根据定点接料工位的坐标与工件尺寸预先确定取料坐标,机器人控制抓手移动至所述取料坐标抓取工件。
2.一种自动拧紧作业方法,其特征在于,用于将带有螺纹的工件拧紧在装配点上,机器人采用电枪-套筒总成作为抓手,机器人通过如权利要求1所述的自动取料方法抓取工件,并将工件移动至装配点的坐标位置,启动电枪-套筒总成进行拧紧作业。
3.根据权利要求2所述的自动拧紧作业方法,其特征在于,所述用于配合抓取的姿态为工件轴线竖直并且用于配合抓手的端部朝上。
4.一种自动作业生产线,其特征在于,包括自动上料机构、定点接料机构与机器人;所述自动上料机构用于对工件排序和调整姿态,自动上料机构的出料口与定点接料机构上的定点接料工位对接;机器人装配有能够抓取工件进行作业的抓手,机器人能够通过自身的三轴坐标控制系统控制抓手先后移动至取料坐标位置与作业坐标位置,所述取料坐标根据定点接料工位的坐标与工件尺寸预先确定,所述作业坐标位置根据待作业点坐标、工件尺寸以及作业距离预先确定。
5.根据权利要求4所述的自动作业生产线,其特征在于,所述上料机构包括圆盘震动送料器与直轨震动送料器,直轨震动送料器的进料口、出料口分别与圆盘震动送料器的出料端、定点接料工位对接;所述圆盘震动送料器的螺旋送料轨道内设有用于调整工件姿态的姿态调整机构。
6.根据权利要求4所述的自动作业生产线,其特征在于,机器人采用电枪-套筒总成作为抓手,所述电枪-套筒总成包括用于连接机器人的连接板,连接板上垂直连接有安装板,所述安装板中央设有过孔,过孔一侧设有夹紧块;电枪通过所述夹紧块固定在安装板上,电枪的扭力输出端与套筒连接,并且所述套筒穿过所述过孔。
7.根据权利要求6所述的自动作业生产线,其特征在于,所述套筒包括驱动头与拧紧轴,拧紧轴一端的端面上设有工件抓取部,拧紧轴另一端插入所述驱动头内并与套筒滑动连接,驱动头上设有导向槽,导向槽内插入销轴并固定连接在拧紧轴上,通过销轴对拧紧轴的滑动行程进行限位;所述驱动头内设有缓冲元件,缓冲元件能够被拧紧轴压缩以吸收冲击力。
8.根据权利要求6所述的自动作业生产线,其特征在于,所述定点接料机构包括基板,基板上设有带缺口的凹槽,所述凹槽内正对缺口的位置作为定点接料工位,凹槽内滑动连接有夹具,夹具位于定点接料工位的一侧,夹具通过伸缩机构驱动。
9.根据权利要求6所述的自动作业生产线,其特征在于,所述定点接料机构上还设有用于感应定点接料工位上是否存在工件的传感器;所述伸缩机构通过控制器控制,控制器能够在所述传感器感应到工件时控制伸缩机构带动夹具运动以夹紧工件;所述控制器与机器人通讯连接,当机器人控制抓手到达取料坐标位置时能够向控制器发送松开指令,控制器能够根据松开指令控制伸缩机构带动夹具运动以松开工件。
10.根据权利要求6所述的自动作业生产线,其特征在于,所述电枪与机器人通讯连接,当机器人控制抓手到达作业坐标位置时能够向电枪发送启动指令。
技术总结
本发明属于装配技术领域,具体涉及一种自动取料方法、自动拧紧作业方法与自动作业生产线,工件通过自动上料机构调整为用于配合抓取的姿态后送入定点接料工位,根据定点接料工位的坐标与工件尺寸预先确定取料坐标,机器人控制抓手移动至所述取料坐标抓取工件。自动作业生产线,包括自动上料机构、定点接料机构与机器人;机器人装配有能够抓取工件进行作业的抓手,机器人能够通过自身的三轴坐标控制系统控制抓手先后移动至取料坐标位置与作业坐标位置,所述取料坐标根据定点接料工位的坐标与工件尺寸预先确定,所述作业坐标位置根据待作业点坐标、工件尺寸以及作业距离预先确定。本发明无需依赖机器视觉,降低成本,显著提高效率。
技术研发人员:石伟涛,赵甸忠,颜灿宝
受保护的技术使用者:上汽通用五菱汽车股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!