一种真空感应钎焊装置及方法与流程
本发明涉及钎焊,特别涉及一种真空感应钎焊装置及方法。
背景技术:
1、传统的钎焊方式是在自然环境下由手工操作完成。焊接的外在质量和内在质量已经不能满足市场要求,为了改善焊接质量,电阻加热的真空钎焊得到了应用。
2、公开号为cn108115314a的中国发明专利公开了一种钎焊系统及其工作方法,该钎焊系统包括换气段、电热段、冷却段、抽真空系统等;其通过真空罐和真空泵组,采用快抽真空与细抽真空这种组合的形式进行,一方面能够加快抽真空的速度,降低真空泵组的能耗,提高真空泵组的使用寿命,另一方面能够提高换气段内的真空度。虽然采用了快抽真空与细抽真空加快了速度,但相对于仅使用真空泵组进行抽真空的情况,事实上抽真空的过程仍然耗费较长时间。电热段升温时间也较长。另外,工件在依次经过换气段、电热段、冷却段需要牵引其实现,由于要保证系统的连续真空,牵引设备的敷设是比较困难。另外,工件入炉后对其干预比较困难,尤其针对小型工件,当装载量较大时,个别工件仍存在质量问题,所以上述复杂的钎焊系统并不太适用,仍然属于能耗偏高效率偏低的方案。
技术实现思路
1、本发明的目的是提供一种真空感应钎焊装置及方法,以解决现有钎焊系统不适用于小型工件的问题。为了实现上述目的,本发明通过如下的技术方案来解决:
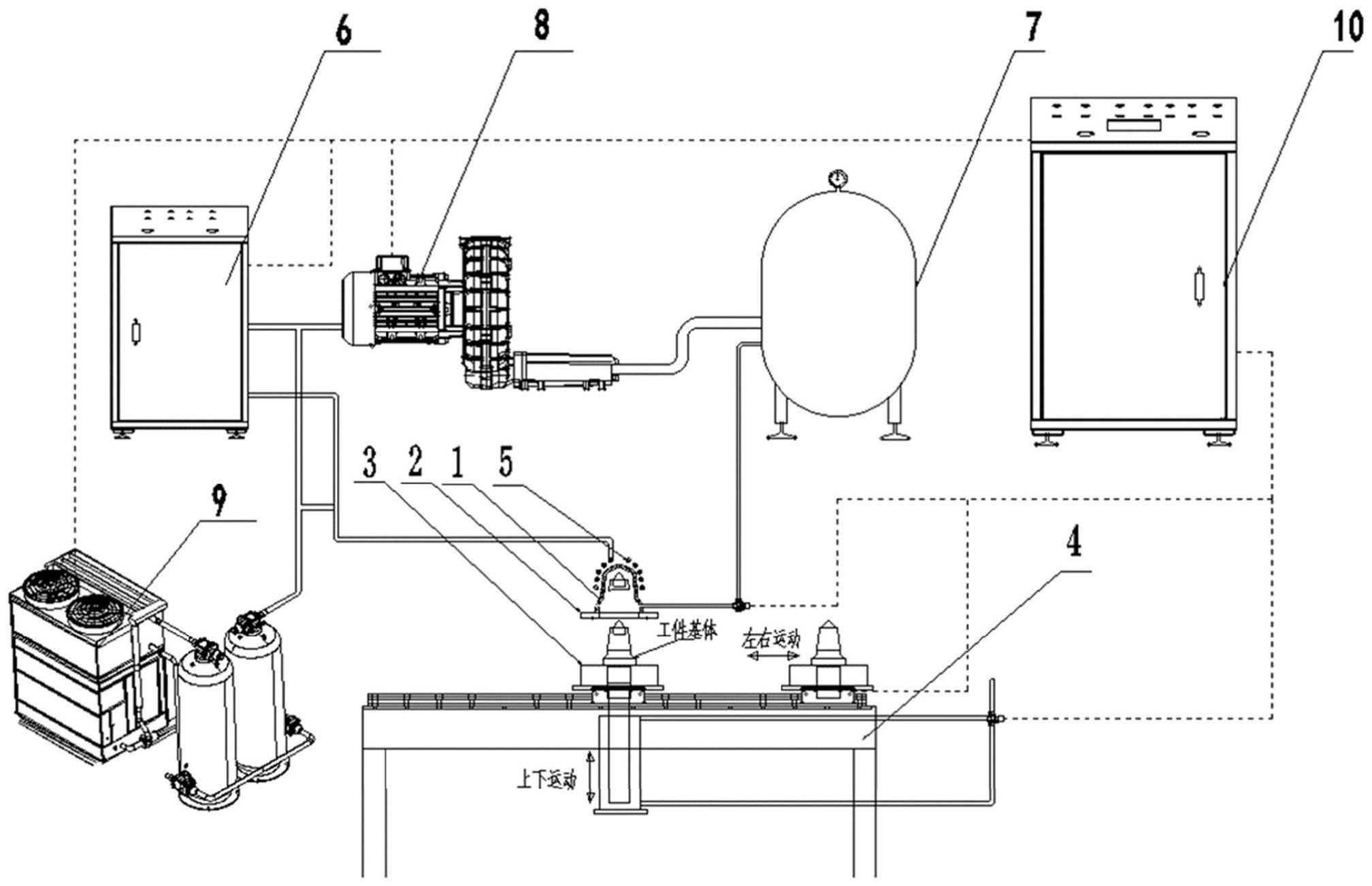
2、第一方面,本发明提供了一种真空感应钎焊装置,包括:
3、工作腔,分为固定段和移动段且对接后形成密闭腔室,所述移动段用于承载待钎焊工件,所述固定段仅具有待钎焊工件进出的空间,所述工作腔还至少设有一个钎焊段且其布设位置与待钎焊工件的工位一致,所述钎焊段腔体外布置感应线圈;
4、真空罐,与所述工作腔通过阀连通。
5、作为进一步的技术方案,所述钎焊段为透明的玻璃罩,罩设在所述固定段顶端。
6、作为进一步的技术方案,所述玻璃罩适配待钎焊工件的钎焊部位,所述玻璃罩与所述固定段可拆卸连接。
7、作为进一步的技术方案,所述移动段仅设固定待钎焊工件的夹具以及与所述移动段对接的接口结构。
8、作为进一步的技术方案,所述移动段配置在数控工作台上,所述数控工作台执行所述移动段与所述固定段的对接和脱离,以及工位转换。
9、作为进一步的技术方案,所述真空罐配置有真空泵。
10、作为进一步的技术方案,所述真空罐与所述工作腔间阀为电磁阀,通过所述电磁阀切断或连通所述真空罐与所述工作腔。
11、作为进一步的技术方案,所述电磁阀为三通阀且其一端口连通外界大气。
12、作为进一步的技术方案,还包括控制系统,分别控制所述电磁阀、所述数控工作台、所述真空泵以及所述工作腔的开合。
13、第二方面,本发明提供了根据如第一方面所述真空感应钎焊装置的钎焊方法,将待钎焊工件放置在移动段上,在移动段的带动下待钎焊工件进入固定段内,移动段与固定段对正,压紧固定段和移动段使之形成密闭的工作腔,打开工作腔与真空罐间阀使其立即抽成真空状态,钎焊完成后切断与真空罐的连通并立即打开工作腔与外界大气连通,工作腔内外压力平衡,在控制系统控制下,移动段脱离固定段并随数控工作台转换工位,进行下一待钎焊工件的钎焊工作,实现连续作业。
14、上述本发明的有益效果如下:
15、(1)本发明固定段与移动段的腔室接近工件外形,固定段装入待钎焊工件与移动段闭合后,在待钎焊工件周围存在狭窄腔隙,作为该待钎焊工件的可抽真空的空间体积,单位工件的真空需求降到了最低。在工作腔外设有真空罐与其连通,当二者间阀打开后,工作腔被真空罐迅速抽成真空。由于二者容积差异大,工作腔对真空罐的真空度影响很小,可连续对工作腔进行多次抽真空。真空泵仅用于与维持真空罐的真空度,大大降低了能耗。
16、(2)本发明工作腔具有固定段和移动段,其中移动段既是工作腔,又是工件的工装,亦与工件间存在狭窄的腔隙,其安装在数控工作台上,随数控工作台的定位使固定段和移动段对正并压紧使工件周围形成封闭腔室。焊接完成后,空气进入工作腔,内外压力平衡,方便固定段和移动端分离。同时利用直线往复运动或回转运动的数控工作台的移动实现工件的自动更替,提高了整体装备的自动化程度和生产效率。
17、(3)本发明钎焊段为透明的高温玻璃罩,罩设在固定段顶端。高温玻璃罩内里是工件的被焊接部位,外面设置感应线圈。感应线圈的交变磁场穿进高温玻璃罩,对工件焊接部位进行加热,达到快速焊接的目的。
18、(4)本发明工作腔与工件产生的腔隙在加工小型工件时更有利于快速抽成真空状态,并且将移动段和固定段对接形成密封腔室的方式更适用于小型工件的快速进入焊接和退出更替工件。
技术特征:
1.一种真空感应钎焊装置,其特征在于,包括:
2.如权利要求1所述的一种真空感应钎焊装置,其特征在于,所述钎焊段为透明的玻璃罩,罩设在所述固定段顶端。
3.如权利要求2所述的一种真空感应钎焊装置,其特征在于,所述玻璃罩适配待钎焊工件的钎焊部位,所述玻璃罩与所述固定段可拆卸连接。
4.如权利要求1所述的一种真空感应钎焊装置,其特征在于,所述移动段仅设固定待钎焊工件的夹具以及与所述移动段对接的接口结构。
5.如权利要求4所述的一种真空感应钎焊装置,其特征在于,所述移动段配置在数控工作台上,所述数控工作台执行所述移动段与所述固定段的对接和脱离,以及工位转换。
6.如权利要求5所述的一种真空感应钎焊装置,其特征在于,所述真空罐配置有真空泵。
7.如权利要求6所述的一种真空感应钎焊装置,其特征在于,所述真空罐与所述工作腔间阀为电磁阀,通过所述电磁阀切断或连通所述真空罐与所述工作腔。
8.如权利要求7所述的一种真空感应钎焊装置,其特征在于,所述电磁阀为三通阀且其一端口连通外界大气。
9.如权利要求8所述的一种真空感应钎焊装置,其特征在于,还包括控制系统,分别控制所述电磁阀、所述数控工作台、所述真空泵以及所述工作腔的开合。
10.根据如权利要求1~9任一项所述的真空感应钎焊装置的钎焊方法,其特征在于,将待钎焊工件放置在移动段上,在移动段的带动下待钎焊工件进入固定段内,移动段与固定段对正,压紧固定段和移动段使之形成密闭的工作腔,打开工作腔与真空罐间阀使其立即抽成真空状态,钎焊完成后切断与真空罐的连通并立即打开工作腔与外界大气连通,工作腔内外压力平衡,在控制系统控制下,移动段脱离固定段并随数控工作台转换工位,进行下一待钎焊工件的钎焊工作,实现连续作业。
技术总结
本发明涉及钎焊技术领域,特别涉及一种真空感应钎焊装置及方法,包括工作腔分为固定段和移动段且对接后形成狭隘而密闭腔室,所述移动段用于承载待钎焊工件,所述固定段仅具有待钎焊工件进出的空间,所述工作腔还至少设有一个钎焊段且其布设位置与待钎焊工件的工位一致,所述钎焊段腔体外布置感应线圈用于快速加热;真空罐,与所述工作腔通过真空阀连接;本发明工作腔与工件之间的狭隘腔隙,大大减少了单位工件的真空需求。在加工小型工件时更有利于快速抽成真空状态,并且将移动段和固定段对接形成密封腔室的方式更适用于小型工件的快速进入焊接和退出更替工件。
技术研发人员:刘学红,刘玉海,赵连志,刘学锦,刘学哲,王召国,贾保俊,袁德鹏,侯典博,马兵
受保护的技术使用者:山东天工岩土工程设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!