一种拧紧工装扭矩控制方法及拧紧工装与流程
本发明属于电动扳手领域,尤其涉及一种拧紧工装扭矩控制方法及拧紧工装。
背景技术:
1、伺服拧紧装置选用伺服电机作为动力源,并利用减速机构的扭矩放大作用将电动机输出扭矩增大之后用于螺栓连接件的预紧力矩加载,直至拧紧到设定的扭矩值即可,目前伺服拧紧装置的控制系统用于控制整个螺栓拧紧或拧松动作,在螺栓拧紧或者拧松的过程中控制系统将会实时采集扭矩传感器的数值,并对数据进行分析、计算来调整电动机的输出。目前传统伺服拧紧装置的控制策略有以下两种:一类是控制伺服伺服电机的电流,间接实现伺服电机旋转轴的扭矩控制,电机旋转轴带动减速机(减速机存在摩擦阻尼),减速机构的扭矩放大作用将电动机输出扭矩增大之后用于螺栓连接件的预紧力矩加载;伺服拧紧装置根据末端的扭矩传感器所反馈的扭矩值大小,进行自动调节输出电流的大小,从而实现实际扭矩值的调节;另一类是将减速机与伺服电机集成在一起的扭矩输出装置(如伺服电机),将其安装在伺服拧紧装置上,伺服拧紧装置根据末端的扭矩传感器所反馈的扭矩值大小,进行自动调节扭矩输出装置的数值大小,从而实现实际扭矩值的调节。其中,前者性价比高,可根据不同的拧紧装置,设计不同布局,以实现空间的高效利用,但是因为加了减速机,同时也存在不能实现超小扭矩的输出,扭矩的精度也因为减速的放大而折损,若该方式不加减速机,可以实现很高精度扭矩的控制,但是扭矩量程很小(700w功率电机,输出的扭矩最大3n·m),选用更大的功率的功能也可以实现较大量程的扭矩,以及扭矩控制精度,但是其成本与伺服电机的体积也成几何倍数增值;后者结构简单,扭矩控制精度高,可以极大的缩短设计的工时,但是成本高,体积较大。
技术实现思路
1、为了解决上述技术问题,本发明的目的之一在于提供一种可实现低扭矩输出,同时实现高精度的扭矩控制。
2、为了实现上述目的,本发明的技术方案如下:一种拧紧工装扭矩控制方法,包括如下步骤:
3、步骤1:设定目标扭矩值,拧紧工装包括伺服电机和获取伺服电机实时输出扭矩的扭矩传感器,将目标扭矩值通过角度转化关系式计算出伺服电机需旋转的角度值;
4、步骤2:由所述伺服电机根据角度值进行相应角度的旋转,然后由扭矩传感器获取伺服电机的输出扭矩值;
5、步骤3:若输出扭矩值与目标扭矩值的差值位于误差范围值内,则终止运行,若目标扭矩值与步骤2获取的输出扭矩值的差值超出误差范围值,则将差值通过角度转化关系式计算出伺服电机再次需旋转的角度值;
6、步骤4:重复步骤2和步骤3,直至所述伺服电机的输出扭矩值与所述目标扭矩值的差值位于误差范围值内。
7、其中,所述步骤1和步骤3中角度转化关系式为:
8、
9、m表示角度值;
10、t1表示目标扭矩值;
11、t2表示扭矩传感器当次循环测量的输出扭矩值;
12、t2(t-1)表示扭矩传感器上一次循环测量的输出扭矩值;
13、f(x)表示扭力化系数的函数式,f(x)=(a+bεn)*c;
14、其中,ε表示被拧紧件材料的塑性应变,a为被拧紧件材料的屈服强度;b为被拧紧件材料的应变硬化系数;n为被拧紧件材料的应变指数;c为被拧紧件材料的应变率硬化系数;
15、(k*t1+b)表示一元一次惯量补偿方程。
16、其中,若所述步骤3中差值为正值时,则角度转化关系式计算出的角度值为正值,所述拧紧工装正向旋转;若所述步骤3中差值为正值时,则角度转化关系式计算出的角度值为负值,所述拧紧工装反向回转。
17、上述技术方案的有益效果在于:该扭矩控制方法利用角度转化关系式将扭矩值转化为角度值,并根据角度值来调节伺服电机输出端的旋转角度,并通过伺服电机上的扭矩感应器来实时检测伺服电机的输出扭矩值,并计算输出扭矩之与目标扭矩值之间的扭矩差值并再次由角度转化关系式将扭矩差值转化为角度值,依次循环直至伺服电机的输出扭矩接近目标扭矩,其控制精度高、稳定性高且抗干扰能力性,同时可忽略机械摩擦力的对输出扭矩的影响。
18、本发明的目的之二在于提供一种结构简单,且可实现低扭矩输出,同时实现高精度扭矩控制的拧紧工装。
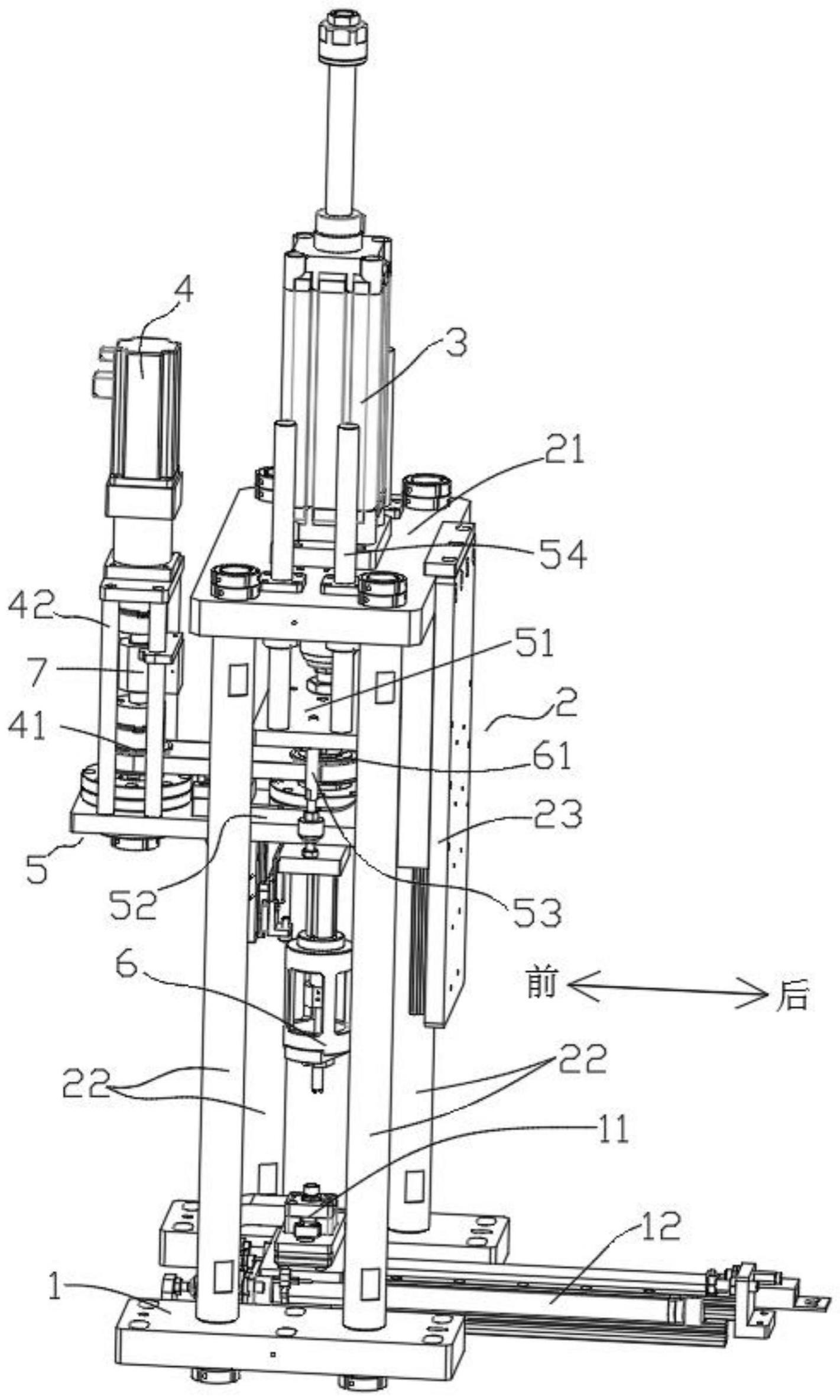
19、为了实现上述目的,本发明的另一技术方案如下:一种拧紧工装,包括底座、安装架、第一伸缩件、伺服电机、滑动座、拧紧头、扭矩传感器和控制器,所述底座水平设置,所述安装架呈n形,并安装在所述底座的上端,所述第一伸缩件安装在所述安装架上,且其伸缩端朝下并位于所述安装架的槽内,所述滑动座水平设置在所述安装架内,并与所述安装架竖向滑动连接,所述第一伸缩件的伸缩端与所述滑动座的上端传动连接,所述拧紧头竖向设置并贯穿所述滑动座且与所述滑动座转动连接,且所述拧紧头的拧紧部朝下,所述伺服电机安装在所述滑动座上,且其驱动端与所述拧紧头的上端传动连接,且所述伺服电机的驱动端处设有用以监测其输出扭矩的扭矩传感器,所述伺服电机、扭矩传感器和第一伸缩件均与所述控制器电连接。
20、上述技术方案的有益效果在于:如此可将待拧紧的工件的放置在工件台上,而由第一伸缩件驱动所述滑动座向下移动,直至拧紧头与待拧紧工件上的螺栓或螺母配合,然后通过控制器设定目标扭矩值,并启动伺服电机运行以将螺栓或螺母拧紧,且其拧紧扭矩与目标扭矩值相当。
21、上述技术方案中所述安装架包括顶板和多根支撑柱,所述顶板水平设置在所述底座的上方,多根所述支撑柱竖向设置在所述顶板和底座之间的两侧,且每根所述支撑柱的两端分别与所述顶板和底座连接,所述滑动座水平设置在所述顶板和底座之间,并与所述安装架上下滑动连接,所述第一伸缩件安装在所述顶板上端中部,其伸缩端朝下并贯穿所述顶板且与所述滑动座上端中部传动连接。
22、上述技术方案的有益效果在于:其结构简单。
23、上述技术方案中所述滑动座包括上板和下板,所述上板和下板均水平设置并竖向间隔分布,且所述上板和下板之间通过多根连接柱连接,且所述上板的上端竖向设置有多根导向杆,且每根所述导向杆的上端向上延伸至贯穿所述顶板并与所述顶板滑动接触,所述顶板的后侧下端竖向设置有滑轨,且所述下板的后侧与所述滑轨竖向滑动连接,所述第一伸缩件的伸缩端与所述上板上端中部传动连接,所述拧紧头竖向设置在所述下板的下方,且其上端向上延伸至分别与所述上板和下板转动连接,且所述拧紧头位于所述上板和下板之间的位置处同轴固定安装有一个第一传动轮,所述下板的前侧延伸至所述安装架外,且所述伺服电机通过支架安装在所述下板上端的前端,且其驱动端朝下,并同轴固定安装有一个第二传动轮,所述第二传动轮与第一传动轮传动连接,所述扭矩传感器的同轴套在所述伺服电机的驱动轴上并与所述支架连接。
24、上述技术方案的有益效果在于:如此使得滑动座在第一伸缩件驱动下上下移动时稳定性更佳,且所述拧紧头在转动时同轴性更佳,且将伺服电机的驱动端朝下,这样可避免伺服电机影响滑动座向下移动的行程。
25、上述技术方案中所述第一传动轮和第二传动轮均为皮带轮,且所述第一传动轮与第二传动轮之间通过皮带传动连接;或所述第一传动轮和第二传动轮均为链轮,且所述第一传动轮与第二传动轮之间通过链条传动连接;或所述第一传动轮和第二传动轮均为齿轮,且二者相互啮合。
26、上述技术方案的有益效果在于:其传动方式简便。
27、上述技术方案中所述支架为n形架,其竖向安装在所述下板上,并位于所述下板上端的前侧,且所述支架前后侧贯通,所述伺服电机安装在所述支架上端,所述支架上端具有供伺服电机驱动轴穿过的孔眼,且所述伺服电机的驱动端与所述下板转动连接,所述第二传动轮和扭矩传感器均位于所述支架的槽内。
28、上述技术方案的有益效果在于:其结构简单,且使得伺服电机的驱动轴转动时同轴性佳。
29、上述技术方案中所述底座上还包括工件台和第二伸缩件,所述工件台滑动安装在所述底座上端中部,所述第二伸缩件安装在所述底座上,且其伸缩端与所述工件台传动连接,所述工件台在所述第二伸缩件的驱动下沿前后方向移动至位于拧紧头的正下方或远离所述拧紧头,所述第二伸缩件与所述控制器电连接。
30、上述技术方案的有益效果在于:如此使得工件台可在拧紧头下方前后移动,其具有上料工位和拧紧工位,所述第二伸缩件可驱动所述工件台移动至拧紧工位(位于拧紧头的正下方),或向前或向后移动至上料工位。
31、上述技术方案中所述第一伸缩件和第二伸缩件均为伸缩气缸。
32、上述技术方案的有益效果在于:其结构简单,且控制精准度高。
- 还没有人留言评论。精彩留言会获得点赞!