一种汽车离合器盖冲压加工设备及加工工艺的制作方法
本发明属于冲压加工工艺领域,尤其涉及一种汽车离合器盖冲压加工设备及加工工艺。
背景技术:
1、汽车离合器盖是指支承并安装离合器压盘、压紧弹簧及分离杆机构的壳形基础件。在加工生产离合器盖时多采用冲压的加工工艺,而现有的离合器盖冲压设备及加工工艺往往存在诸多问题,现有的离合器盖冲压设备及加工工艺有以下缺点:
2、在冲压过程中无法对冲孔作业进行有效的定位作用,无法去除冲孔时产生的毛刺,工件需要二次加工浪费工时成本,无法去除冲孔时产生的应力,使加工后的成品易发生变形。
技术实现思路
1、本发明的目的是针对现有的技术存在上述问题,提出了一种汽车离合器盖冲压加工设备及加工工艺,利用冲压环和下冲压块支撑板材并利用第一冲刀向板材进行窗口的冲孔,并起到后续冲孔的定位作用,并在上冲压块与冲压环和下冲压块对板材进行冲压成型之后利用第二冲刀和第三冲刀板材进行冲孔,然后利用转动的第一刮刀和第二刮刀去除毛刺并带动顶块顶向板材消除冲孔产生的应力。
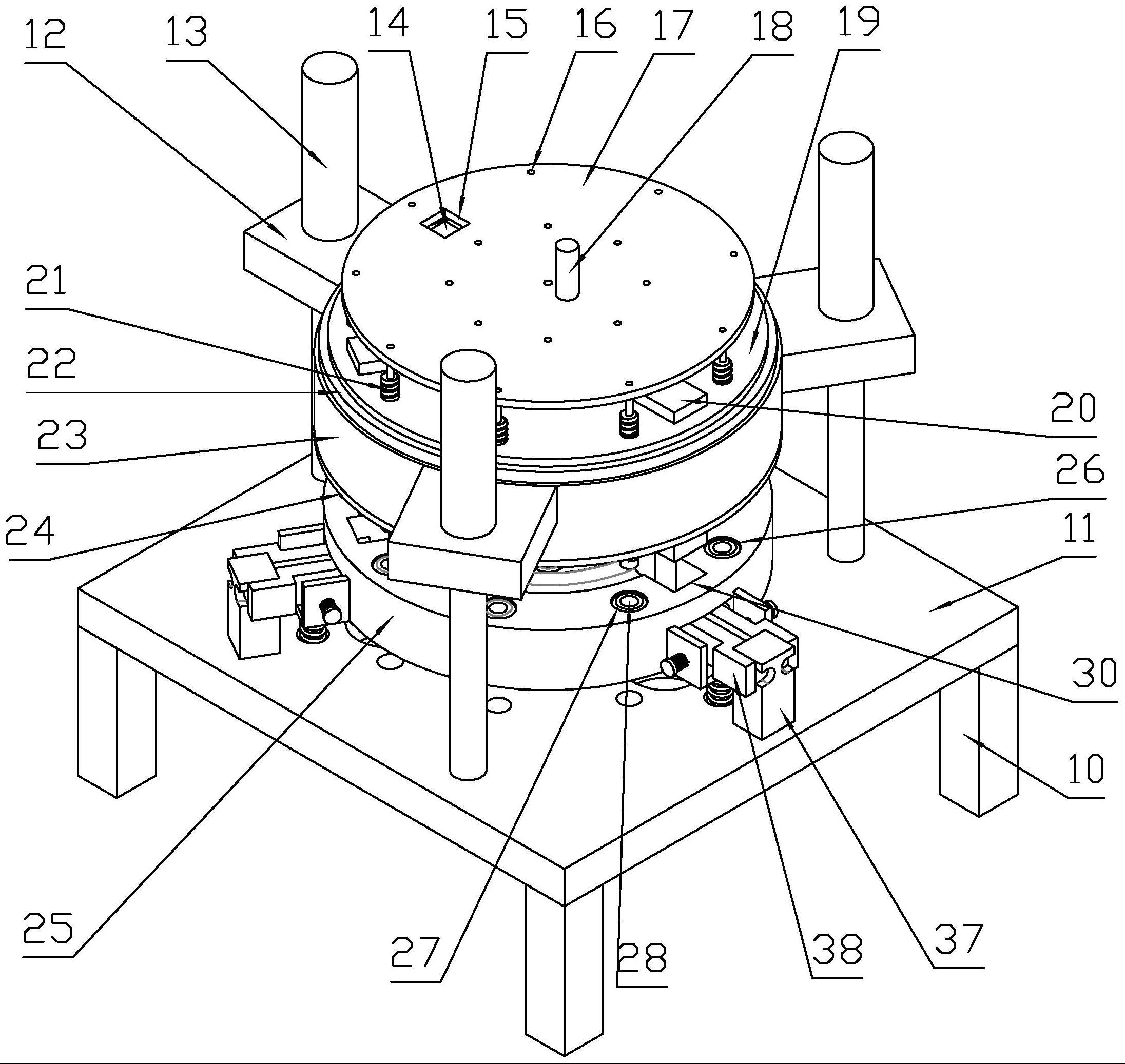
2、本发明的目的可通过下列技术方案来实现:一种汽车离合器盖冲压加工设备及加工工艺,包括底板,所述底板下侧四角处固定连接有四个支脚,所述底板远离支脚的一侧中心处固定连接有下冲压块,所述下冲压块外侧圆周面上滑动连接有冲压环,所述底板靠近下冲压块的一侧环绕于冲压环外侧按圆周方向均匀分布固定连接有三个第一液压缸,每个所述第一液压缸的缸体靠近底板的一端固定连接有与第一液压缸的伸出端滑动连接的冲压滑块,三个所述冲压滑块之间固定连接有上冲压块,所述下冲压块与冲压环接触处按圆周方向均匀分布开设有三个冲刀槽,所述上冲压块内按每个冲刀槽对应位置处固定连接有三个第一冲刀,所述冲压环与下冲压块内按圆周方向均匀分布开设有多个内壁承圆锥形的第一落料道,所述上冲压块内位于每个第一落料道的对应位置处滑动连接有第二冲刀,所述下冲压块中心处开设有圆锥形的第二落料道,所述上冲压块中心处滑动连接有第三冲刀,所述底板内位于每个第一落料道对应位置处开设有第二排料口,所述底板内位于每个冲刀槽对应位置处开设有圆形的第一排料口,所述底板位于第二落料道对应位置处开设有第三排料口。利用第一液压缸驱动上冲压块压向下冲压块和冲压环对板材进行冲压加工,同时利用第一冲刀对板材进行窗口的冲孔加工,高效的制造汽车离合器盖,同时第一冲刀能够对板材进行定位,保证后续冲孔作业的效果。
3、优选的,所述冲压环靠近底板的一侧原理下冲压块的一端内位于每个冲刀槽对应位置处开设有锁定滑槽,所述冲压环的外侧圆周面上位于每个锁定滑槽的开口两侧固定连接有一组支撑板,每组所述支撑板靠近底板的一侧固定连接有第一弹簧座,每个所述第一弹簧座靠近底板的一侧固定连接有与底板滑动连接的第一弹簧杆,所述底板靠近第一弹簧座的一侧内位于每个第一弹簧杆对应位置处开设有环绕于第一弹簧杆的弹簧槽,每个所述第一弹簧座与弹簧槽远离第一弹簧座的一侧之间环绕于第一弹簧杆外侧处固定连接有第二弹簧。利用第二弹簧的弹力能够实现冲压环的下沉和复位。
4、优选的,每个所述锁定滑槽内相对的两侧之间固定连接有滑杆,每个所述滑杆上滑动连接有一组相互对称的锁定滑块,每组所述锁定滑块靠近支撑板的一段处相互远离的两侧对称分布固定连接有与支撑板滑动连接的第二弹簧杆,每个所述第二弹簧杆远离锁定滑块的一端固定连接有第二弹簧座,每个所述第二弹簧座与对应的支撑板之间环绕于第三弹簧外侧处固定连接有第三弹簧,每组所述锁定滑块远离冲压环的一端相互靠近的两侧上固定连接有一组锁定销,所述底板靠近冲压环的一侧上位于每组锁定滑块的对应位置处均匀分布固定连接有三个锁定柱,每个所述锁定柱远离底板的一段上开设有与每个锁定销相互咬合的锁定口,每组所述锁定滑块靠近下冲压块的一段远离底板的一侧上开设有相互对称的斜口。能够利用第一冲刀与锁定滑块之间的联动控制冲压环的解锁与锁定,保证冲压环的正常运动。
5、优选的,所述冲压环与下冲压块远离底板的一侧位于每个第一落料道对应位置处开设有顶槽,每个所述顶槽内滑动连接有内壁与第一落料道相接的顶块,每个所述顶块与顶槽远离上冲压块的一端之间环绕于顶块远离上冲压块的一端外侧处固定连接有第一弹簧,所述下冲压块远离底板的一侧位于第二落料道对应位置处开设有另一个顶槽,此所述顶槽内滑动连接有另一个顶块,此所述顶块与此顶槽远离上冲压块的一端之间环绕于此顶块远离上冲压块的一端外侧处固定连接有另一个第一弹簧。能够利用顶块顶向冲孔处的周围,从而消除冲孔时在板材上产生的应力,避免板材变形。
6、优选的,每个所述第二冲刀和第三冲刀远离下冲压块的一段上开设有螺旋槽,每个所述第二冲刀伸出上冲压块远离下冲压块的一端位于上冲压块远离下冲压块的一侧处啮合传动连接有第一齿轮,所述第三冲刀伸出上冲压块远离下冲压块的一端位于上冲压块远离下冲压块的一侧处啮合传动连接有第二齿轮,所述第二齿轮与靠近第三冲刀的多个第一齿轮之间啮合传动连接,所述上冲压块远离下冲压块的一侧上转动连接有齿轮环,所述齿轮环的内环与远离第三冲刀的多个第一齿轮之间啮合传动连接,两个相对位置较近的所述第一齿轮之间啮合传动连接有驱动齿轮,所述齿轮环远离上冲压块的一侧转动连接有与每个第二冲刀和第三冲刀远离下冲压块的一端滑动连接的齿轮盖板,所述齿轮盖板与三个第一冲刀固定连接,所述齿轮盖板远离上冲压块的一侧位于驱动齿轮对应位置处固定连接有电机,所述电机的输出端穿过齿轮盖板与驱动齿轮传动连接。利用齿轮之间的啮合传动实现第二冲刀和第三冲刀能够同步运动从而同时进行冲孔作业,使板材在冲孔时应力均匀避免板材变形导致冲孔位置错位。
7、优选的,每个所述第二冲刀靠近底板的一端内开设有第一刮刀槽,每个所述第二冲刀内滑动连接有多个伸入第一刮刀槽内的伸缩杆,每个所述第一刮刀槽相对的两侧中心对称转动连接有一组第一刮刀,每个所述第一刮刀靠近伸缩杆的一侧处开设有倾斜的第一滑柱槽,每个所述伸缩杆伸入第一刮刀槽的一端固定连接有与第一滑柱槽滑动连接的第一滑柱,所述第三冲刀靠近底板的一端内开设有第二刮刀槽,所述第三冲刀中心处滑动连接有伸入第二刮刀槽的另一个伸缩杆,所述第二刮刀槽内中心对称滑动连接有两个第二刮刀,每个所述第二刮刀靠近此伸缩杆的一侧处开设有第二滑柱槽,此伸缩杆伸入第二刮刀槽的一端固定连接有与第二滑柱槽滑动连接的第二滑柱,每个所述伸缩杆伸出第二冲刀和第三冲刀的一端转动连接有压板,所述压板上位于电机对应位置处开设有电机槽口。利用第二液压缸控制第一刮刀和第二刮刀的张合配合第二冲刀和第三冲刀的转动去除冲孔产生的毛刺,并带动顶块顶向板材。
8、优选的,所述第三冲刀远离下冲压块的一端转动连接有与第三冲刀内的伸缩杆滑动连接的转动板,所述压板远离第三冲刀的一侧位于转动板对应位置处固定连接有第二液压缸,所述第二液压缸的伸长端穿过压板与转动板固定连接,所述底板靠近支脚的一侧靠近其中一个支脚的位置处固定连接有液控站,所述液控站与第一液压缸和第二液压缸之间通过软管连接。
9、优选的,所述上冲压块靠近底板的一侧固定连接有环切刀。利用上冲压块对板材进行冲压时将板材外侧的预料进行切除,保证成品的形状和质量。
10、根据上述的一种汽车离合器盖冲压加工设备对板材进行冲压加工的工艺流程,其特征在于,工艺操作步骤如下:
11、s1:设备处于初始状态,上冲压块与下冲压块处于分离状态,冲压环位于下冲压块同高度并锁定,第二冲刀与第三冲刀缩回上冲压块内,第一刮刀和第二刮刀分别位于第一刮刀槽和第二刮刀槽内;
12、s2:操作人员将金属板材放置在冲压环和下冲压块上,启动液控站使上冲压块下降,第一冲刀对板材进行冲孔,落料从第一排料口处排出,冲出离合器盖的窗口,然后环切刀将超出冲压环边缘的板材余料进行切除;
13、s3:第一冲刀继续伸入挤压斜口使锁定滑块张开将冲压环解锁,在上冲压块的下压作用下冲压环下降并将板材冲压成型;
14、s4:启动电机使第二冲刀和第三冲刀下压对板材进行冲孔,从而形成螺栓孔和铆钉孔,落料从圆锥形的第一落料道和第二落料道内排出;
15、s5:冲孔完成后控制第二液压缸使第一刮刀展开并使第二刮刀伸出第二刮刀槽,同时控制电机使第二冲刀和第三冲刀一边旋转一边向上移动,第一刮刀和第二刮刀的斜面旋转着作用在板材的冲孔处将毛刺刮除,同时第一刮刀和第二刮刀拉动顶块使顶块顶向板材,从而消除冲孔时板材上产生的应力;
16、s6:毛刺刮除完成后控制第一刮刀和第二刮刀回缩,使第二冲刀和第三冲刀收回至上冲压块内,控制上冲压块上升同时冲压环在第二弹簧的作用下上升,使成型的离合器盖脱离冲压设备,直至锁定销咬合锁定口使冲压环重新锁定,设备回归初始状态等待下一次工作流程。
17、与现有技术相比,本一种汽车离合器盖冲压加工设备及加工工艺有以下优点:
18、利用第一液压缸驱动上冲压块压向下冲压块和冲压环对板材进行冲压加工,同时利用第一冲刀对板材进行窗口的冲孔加工,高效的制造汽车离合器盖,同时第一冲刀能够对板材进行定位,保证后续冲孔作业的效果,能够利用顶块顶向冲孔处的周围,从而消除冲孔时在板材上产生的应力,避免板材变形。
19、利用齿轮之间的啮合传动实现第二冲刀和第三冲刀能够同步运动从而同时进行冲孔作业,使板材在冲孔时应力均匀避免板材变形导致冲孔位置错位,
20、利用第二液压缸控制第一刮刀和第二刮刀的张合配合第二冲刀和第三冲刀的转动去除冲孔产生的毛刺,并带动顶块顶向板材。
- 还没有人留言评论。精彩留言会获得点赞!