一种管材卷制设备及方法与流程
本发明属于管材卷制设备领域,具体涉及一种管材卷制设备及方法。
背景技术:
1、换热管是换热器的元件之一,置于筒体之内,用于两介质之间热量的交换。具有很高的导热性和良好的等温性。它是一种能快速将热能从一点传至另一点的装置,而且几乎没有热损耗,因此它被称作传热超导体,其导热系数为铜的数千倍。现有节能水箱使用时一般会配合使用换热管,换热管配合节能水箱一般以柱状螺旋结构的换热盘管或蚊香型螺旋结构的换热盘管出现(请参考图1)。柱状螺旋结构的换热盘管相邻内圈与外圈的直径形同;而蚊香型螺旋结构的换热盘管其相邻内圈与外圈的直径逐渐变小,类似蚊香的结构。
2、目前,市场上用于制作换热盘管的管材卷制设备是固定且不可调节的,该种管材卷制设备仅能卷制固定直径大小的换热盘管,而对于需要卷制其它直径的换热盘管时,需要额外的管材卷制设备,无法满足对不同直径换热盘管的生产。
技术实现思路
1、针对现有技术的不足,本发明提供一种管材卷制设备及方法。
2、本发明提供一种管材卷制设备,包括:
3、一中心柱,所述中心柱沿前后方向延伸;
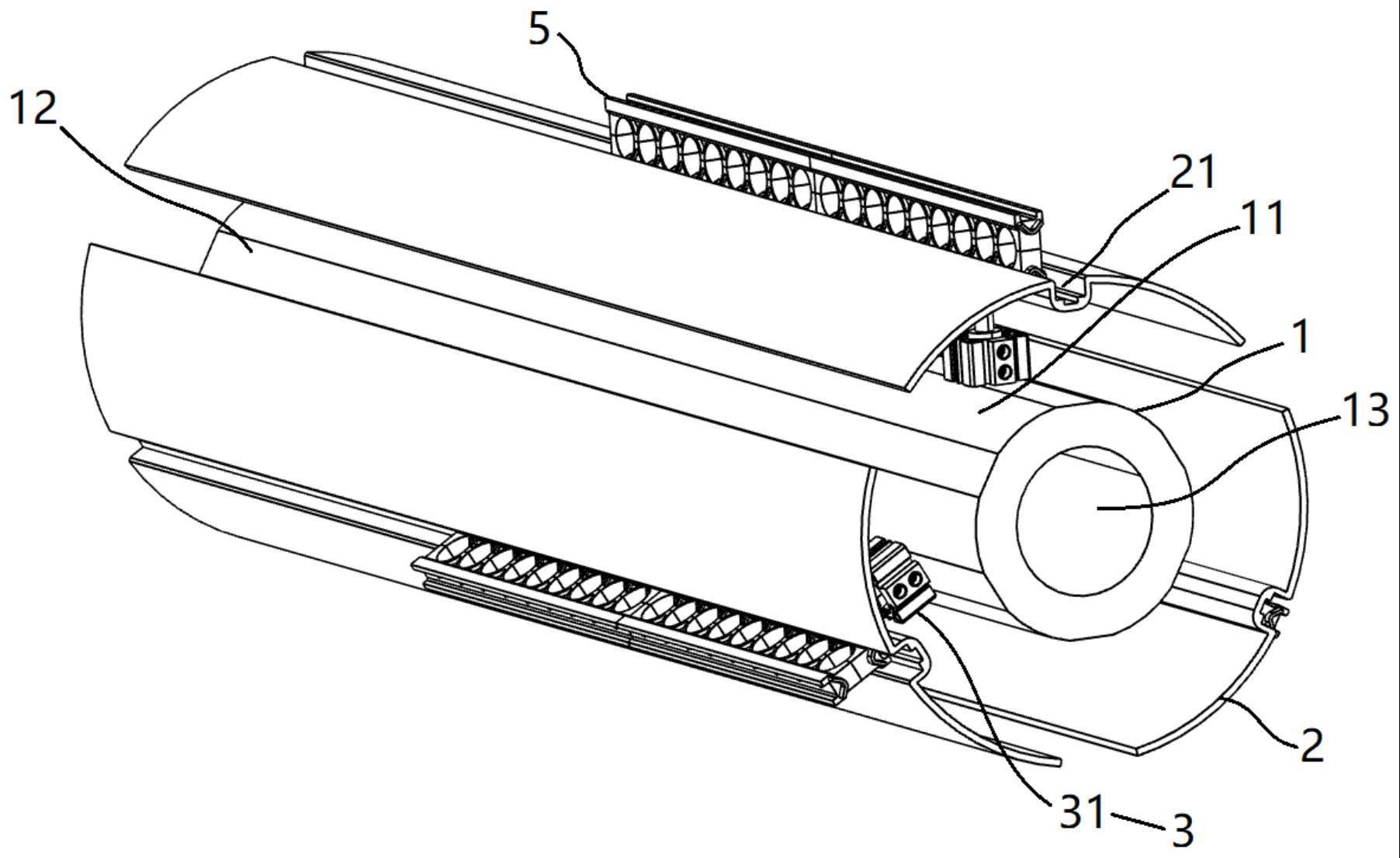
4、多个弧形片状体,所述弧形片状体沿所述中心柱周向方向围设于所述中心柱的外周;
5、多个调节装置,多个所述调节装置设置于所述弧形片状体与所述中心柱之间,每一所述调节装置的一端固定于所述中心柱上,每一所述调节装置的另一端固定于所述弧形片状体;所述调节装置具有调节状态和支撑状态,所述调节装置处于调节状态时用于调节所述弧形片状体与所述中心柱之间的径向方向距离;所述调节装置处于支撑状态时,所述调节装置用于支撑所述弧形片状体,使所述弧形片状体与所述中心柱之间的径向方向距离相对固定。
6、优选地,所述管材卷制设备还包括一驱动装置,所述驱动装置具有一驱动旋转轴,所述中心柱沿前后方向开设有一中心孔,所述驱动旋转轴插设固定于所述中心孔。
7、优选地,所述中心柱具有一前段和一后段,所述前段及所述后段分别布置有多个所述调节装置,所述调节装置沿所述中心柱的周向设置。
8、优选地,所述调节装置设置为一伸缩气缸,所述伸缩气缸包括一底座及一伸缩杆,所述底座固定于所述中心柱的壁面上,所述伸缩杆的顶部固定于所述弧形片状体的壁面。
9、优选地,所述管材卷制设备还包括:
10、一手动转动机构,沿前后方向上,所述手动转动结构固定连接于所述中心柱的中心;
11、多个连接支架,每一所述连接支架的一端对应活动连接于每一所述调节装置的中部,每一所述连接支架的另一端活动连接于所述手动转动机构。
12、优选地,多个所述调节装置包括多个第一调整组件和多个第二调整组件,多个所述第一调整组件设置于对应的所述弧形片状体与所述前段之间,每一所述第一调整组件的一端活动连接于所述前段的外壁,每一所述第一调整组件的另一端活动连接于所述弧形片状体的内壁,多个所述第二调整组件设置于对应的所述弧形片状体与所述后段之间,每一所述第二调整组件的一端活动连接于所述后段的外壁,每一所述第二调整组件的另一端活动连接于所述弧形片状体的内壁。
13、优选地,每一所述第一调整组件包括连两个第一连接耳及一第一连接板,其中一所述第一连接耳的底面焊接于所述前段的外壁,另一所述第一连接耳的底面焊接于所述弧形片状体的内壁,所述第一连接板的两端分别通过螺栓与两个所述第一连接耳活动连接,所述第一连接板的中部凸设一凸耳,所述连接支架的一端通过螺栓活动连接于所述凸耳通孔,每一所述第二调整组件包括连两个第二连接耳及一第二连接板,其中一所述第二连接耳的底面焊接于所述后段的外壁,另一所述第二连接耳的底面焊接于所述弧形片状体的内壁,所述第二连接板的两端分别通过螺栓与两个所述第二连接耳活动连接。
14、优选地,所述手动转动机构包括一螺纹杆、一连接盘、一转动圆轮盘及多个第三连接耳,所述螺纹杆通过一底板固定连接于所述中心柱的前端面,所述连接盘套活动设于所述螺纹杆,多个所述第三连接耳焊接于所述连接盘的后端面,所述连接支架的另一端通过螺栓活动连接于对应的所述第三连接耳的通孔,所述转动圆轮盘螺纹连接于所述螺纹杆,所述转动圆轮盘位于所述连接盘前侧并对所述连接盘限位。
15、本发明另一方面提供一种管材卷制方法,其包括多个卡扣组件、以及上述任意一项所述的管材卷制设备,多个所述卡扣组件的内侧分别可拆卸安装于多个所述弧形片状体上,多个所述卡扣组件沿前后方向呈列排布,每个所述卡扣组件外侧形成有与多个按列排布的第一凹槽,多个所述卡扣组件的第一凹槽沿前后方向形成螺旋状,所述第一凹槽与管材相配合;所述管材卷制方法包括如下步骤:
16、s1:在卷制管材形成换热盘管前,根据所述换热盘管的直径,使所述调节装置处于调节状态,调节所述弧形片状体与所述中心柱之间的径向方向距离,使第一凹槽形成螺旋状与所需的换热盘管形状相适配;
17、s2:在卷制管材形成换热盘管时,使所述调节装置处于支撑状态,并管材按预定的螺旋状卷制并卡接在卡扣组件上的第一凹槽形成所需的换热盘管,其中卡扣组件的第一凹槽使换热盘管的相邻两个圈管相对固定;
18、s3:完成换热盘管卷制后,将卡扣组件和换热盘管从管材卷制设备上取下来。
19、优选地,每一所述卡扣组件包括至少一上卡扣条及至少一下卡扣条;所述下卡扣条可拆除安装于所述弧形片状体上,所述下卡扣条与上卡扣条卡扣连接;所述下卡扣条沿前后方向凹设有多个所述第一凹槽;所述上卡扣条沿前后方向凹设有多个第二凹槽,多个所述第一凹槽与多个所述第二凹槽对应。
20、本发明提供一种管材卷制设备,包括一中心柱、多个弧形片状体、多个调节装置,所述弧形片状体沿所述中心柱周向方向围设于所述中心柱的外周,多个所述调节装置设置于所述弧形片状体与所述中心柱之间,每一所述调节装置的一端固定于所述中心柱上,每一所述调节装置的另一端固定于所述弧形片状体,通过所述调节装置调节管材卷制设备的所述弧形片状体,使其直径增大,从而能够卷制不同直径的换热盘管,以满足对不同直径的换热盘管的生产制备,无需额外的管材卷制设备,降低生产的成本。
技术特征:
1.一种管材卷制设备,其特征在于,包括:
2.如权利要求1所述管材卷制设备,其特征在于,还包括一驱动装置,所述驱动装置具有一驱动旋转轴,所述中心柱沿前后方向开设有一中心孔,所述驱动旋转轴插设固定于所述中心孔。
3.如权利要求1所述管材卷制设备,其特征在于,所述中心柱具有一前段和一后段,所述前段及所述后段分别布置有多个所述调节装置,所述调节装置沿所述中心柱的周向设置。
4.如权利要求1所述管材卷制设备,其特征在于,所述调节装置设置为一伸缩气缸,所述伸缩气缸包括一底座及一伸缩杆,所述底座固定于所述中心柱的壁面上,所述伸缩杆的顶部固定于所述弧形片状体的壁面。
5.如权利要求1所述管材卷制设备,其特征在于,还包括:
6.如权利要求5所述管材卷制设备,其特征在于,多个所述调节装置包括多个第一调整组件和多个第二调整组件,多个所述第一调整组件设置于对应的所述弧形片状体与所述前段之间,每一所述第一调整组件的一端活动连接于所述前段的外壁,每一所述第一调整组件的另一端活动连接于所述弧形片状体的内壁,多个所述第二调整组件设置于对应的所述弧形片状体与所述后段之间,每一所述第二调整组件的一端活动连接于所述后段的外壁,每一所述第二调整组件的另一端活动连接于所述弧形片状体的内壁。
7.如权利要求6所述管材卷制设备,其特征在于,每一所述第一调整组件包括连两个第一连接耳及一第一连接板,其中一所述第一连接耳的底面焊接于所述前段的外壁,另一所述第一连接耳的底面焊接于所述弧形片状体的内壁,所述第一连接板的两端分别通过螺栓与两个所述第一连接耳活动连接,所述第一连接板的中部凸设一凸耳,所述连接支架的一端通过螺栓活动连接于所述凸耳通孔,每一所述第二调整组件包括连两个第二连接耳及一第二连接板,其中一所述第二连接耳的底面焊接于所述后段的外壁,另一所述第二连接耳的底面焊接于所述弧形片状体的内壁,所述第二连接板的两端分别通过螺栓与两个所述第二连接耳活动连接。
8.如权利要求5所述管材卷制设备,其特征在于,所述手动转动机构包括一螺纹杆、一连接盘、一转动圆轮盘及多个第三连接耳,所述螺纹杆通过一底板固定连接于所述中心柱的前端面,所述连接盘套活动设于所述螺纹杆,多个所述第三连接耳焊接于所述连接盘的后端面,所述连接支架的另一端通过螺栓活动连接于对应的所述第三连接耳的通孔,所述转动圆轮盘螺纹连接于所述螺纹杆,所述转动圆轮盘位于所述连接盘前侧并对所述连接盘限位。
9.一种管材卷制方法,其特征在于,包括多个卡扣组件、以及如权利要求1至8任意一项所述的管材卷制设备,多个所述卡扣组件的内侧分别可拆卸安装于多个所述弧形片状体上,多个所述卡扣组件沿前后方向呈列排布,每个所述卡扣组件外侧形成有与多个按列排布的第一凹槽,多个所述卡扣组件的第一凹槽沿前后方向形成螺旋状,所述第一凹槽与管材相配合;所述管材卷制方法包括如下步骤:
10.如权利要求9所述的管材卷制方法,其特征在于,每一所述卡扣组件包括至少一上卡扣条及至少一下卡扣条;所述下卡扣条可拆除安装于所述弧形片状体上,所述下卡扣条与上卡扣条卡扣连接;所述下卡扣条沿前后方向凹设有多个所述第一凹槽;所述上卡扣条沿前后方向凹设有多个第二凹槽,多个所述第一凹槽与多个所述第二凹槽对应。
技术总结
本发明提供一种管材卷制设备及方法,包括一中心柱、多个弧形片状体、多个调节装置,所述弧形片状体沿所述中心柱周向方向围设于所述中心柱的外周,多个所述调节装置设置于所述弧形片状体与所述中心柱之间,每一所述调节装置的一端固定于所述中心柱上,每一所述调节装置的另一端固定于所述弧形片状体,通过所述调节装置调整管材卷制设备的所述弧形片状体,使其直径增大,从而能够卷制不同直径的换热盘管,以满足对不同直径的换热盘管的生产制备,无需额外的管材卷制设备,降低生产的成本。
技术研发人员:张国庆,刘行,冯孟俊
受保护的技术使用者:广州纬华节能设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!