一种薄规格管线钢性能同板差的控制方法与流程
本发明属于钢铁冶金,具体涉及一种薄规格管线钢性能同板差的控制方法。
背景技术:
1、天然气是清洁高效的低碳化石能源。管线作为长距离经济输送天然气的主要手段,得以快速发展。对于薄规格管线钢因厚度较小,轧制过程中钢板温降快,同时冷却速率、终冷温度等极易造成板形不良,头尾黑头严重,从而影响钢板质量。
2、
技术实现思路
1、解决的技术问题:针对上述技术问题,本发明提供一种薄规格管线钢性能同板差的控制方法,能够解决薄规格管线钢性能同板差大的问题,通过减少钢板头尾浸在水中时间,有效改善头尾黑头问题,有效控制钢板同板性能差。
2、技术方案:一种薄规格管线钢性能同板差的控制方法,所述控制方法具体步骤如下:包括板坯再加热、粗轧、中间坯待温冷却、精轧、钢板冷却、钢板热矫+温矫+冷矫、下线堆冷出堆和超声探伤,其中,板坯再加热阶段,温度控制在1130~1220℃,在炉时间不小于1.2min/mm;粗轧阶段,粗轧温度控制在950~1050℃,粗轧后中间坯厚不低于3.5倍钢板厚度;钢板冷却阶段,辊速按上限执行,采用薄规格高效冷却技术,acc冷却开启组数开启a/b两区。
3、作为优选,所述钢板厚度≤16mm。
4、作为优选,所述钢板热矫+温矫+冷矫阶段,控制板形的不平度在3mm/2m以下。
5、作为优选,所述acc冷却为mulpic加速冷却系统。
6、作为优选,所述下线堆冷出堆时下线堆冷至钢板温度低于80℃,钢板剪切为四切边。
7、作为优选,所述粗轧阶段,开轧温度为1040-1045℃。
8、有益效果:本发明提供了一种解决薄规格管线钢性能同板差大问题的方法,能够减少钢板头尾浸在水中时间,有效改善头尾黑头问题,有效控制钢板同板性能差,具备极大的推广价值。
9、说明书附图
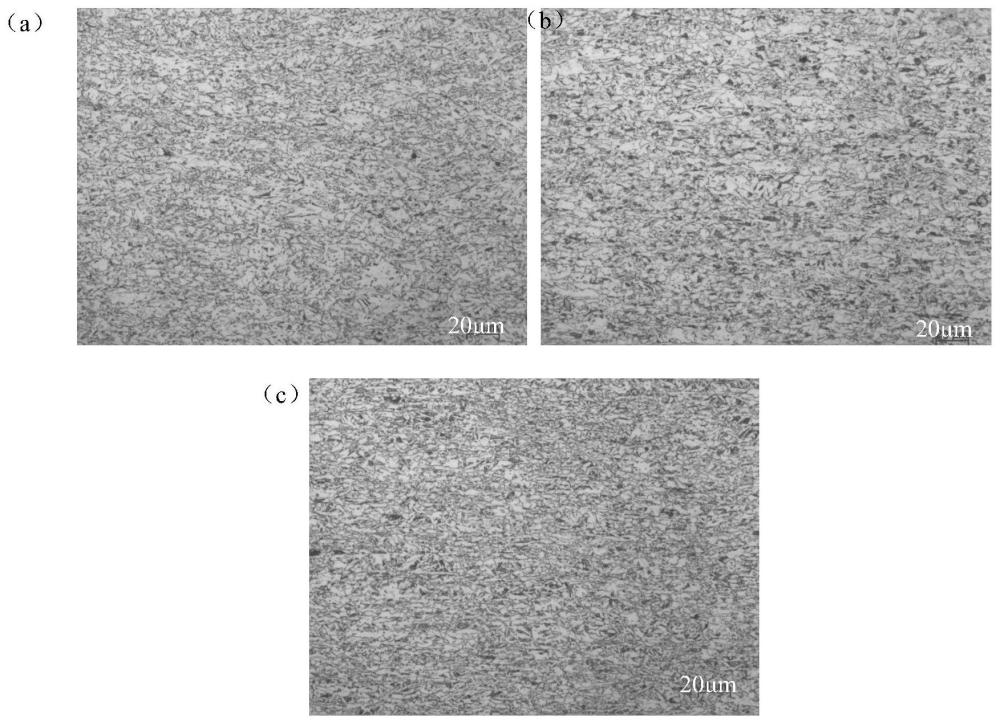
10、图1为实施例2轧制后的管线钢的显微结构示意图,图中(a)为头部,(b)为中部,(c)为尾部。
11、
技术特征:
1.一种薄规格管线钢性能同板差的控制方法,其特征在于,所述控制方法具体步骤如下:包括板坯再加热、粗轧、中间坯待温冷却、精轧、钢板冷却、钢板热矫+温矫+冷矫、下线堆冷出堆和超声探伤,其中,板坯再加热阶段,温度控制在1130~1220℃,在炉时间不小于1.2min/mm;粗轧阶段,粗轧温度控制在950~1050℃,粗轧后中间坯厚不低于3.5倍钢板厚度;钢板冷却阶段,辊速按上限执行,采用薄规格高效冷却技术,acc冷却开启组数开启a/b两区。
2.根据权利要求1所述的一种薄规格管线钢性能同板差的控制方法,其特征在于,所述钢板厚度≤16mm。
3.根据权利要求1所述的一种薄规格管线钢性能同板差的控制方法,其特征在于,所述钢板热矫+温矫+冷矫阶段,控制板形的不平度在3mm/2m以下。
4.根据权利要求1所述的一种薄规格管线钢性能同板差的控制方法,其特征在于,所述acc冷却为mulpic加速冷却系统。
5.根据权利要求1所述的一种薄规格管线钢性能同板差的控制方法,其特征在于,所述下线堆冷出堆时下线堆冷至钢板温度低于80℃,钢板剪切为四切边。
6.根据权利要求1所述的一种薄规格管线钢性能同板差的控制方法,其特征在于,所述粗轧阶段,开轧温度为1040-1045℃。
技术总结
一种薄规格管线钢性能同板差的控制方法,属于钢铁冶金技术领域。所述控制方法具体步骤如下:包括板坯再加热、粗轧、中间坯待温冷却、精轧、钢板冷却、钢板热矫+温矫+冷矫、下线堆冷出堆和超声探伤,其中,板坯再加热阶段,温度控制在1130~1220℃,在炉时间不小于1.2min/mm;粗轧阶段,粗轧温度控制在950~1050℃,粗轧后中间坯厚不低于3.5倍钢板厚度;钢板冷却阶段,辊速按上限执行,采用薄规格高效冷却技术,ACC冷却开启组数开启A/B两区。本发明提供了一种解决薄规格管线钢性能同板差大问题的方法,能够减少钢板头尾浸在水中时间,有效改善头尾黑头问题,有效控制钢板同板性能差,具备极大的推广价值。
技术研发人员:丁旭艳,聂文金,李冉,林涛铸,赵辉,周子夜,芮丰盛
受保护的技术使用者:江苏沙钢集团有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!