一种风电塔筒的制作方法与流程
本发明属于风电塔筒制作,尤其是涉及一种风电塔筒的制作方法。
背景技术:
1、随着社会经济的不断发展,人们对能源的需求量日益增加,尤其是电能,已经成为人们生存和发展的基本能源之一。传统的电能多是依靠水电和火电作为基本的发电方式,随着人们环保意识的增强,社会寻求一种新的发电方式。风能是一种清洁无公害的可再生能源,利用风力发电非常环保,且风能蕴量巨大,因此日益受到世界各国的重视。风电塔筒就是风力发电的塔杆,在风力发电机组中主要起支撑作用,同时吸收机组震动。风电塔筒制造主要材料有钢板、法兰、油漆等,钢板是塔筒的主要原材料。近些年得益于技术进步和商业模式创新,风能行业正在快速发展,塔筒制造行业规模也在不断扩大。
2、现有技术中存在以下问题:
3、现有技术中的筒节组无法有效控制了塔筒两侧法兰的平行度、同轴度和平面度,以及塔筒的整体尺寸,无法保证塔筒安装完成后的整体垂直度,无法有效的保证塔筒的安全运行;无法保证顶法兰的平面度控制在0.5mm以内,以及无法保证有效控制了焊接变形对法兰平面度的影响。
技术实现思路
1、有鉴于此,本发明旨在提出一种风电塔筒的制作方法,以解决上述现有技术中存在的至少一个问题。
2、为达到上述目的,本发明的技术方案是这样实现的:
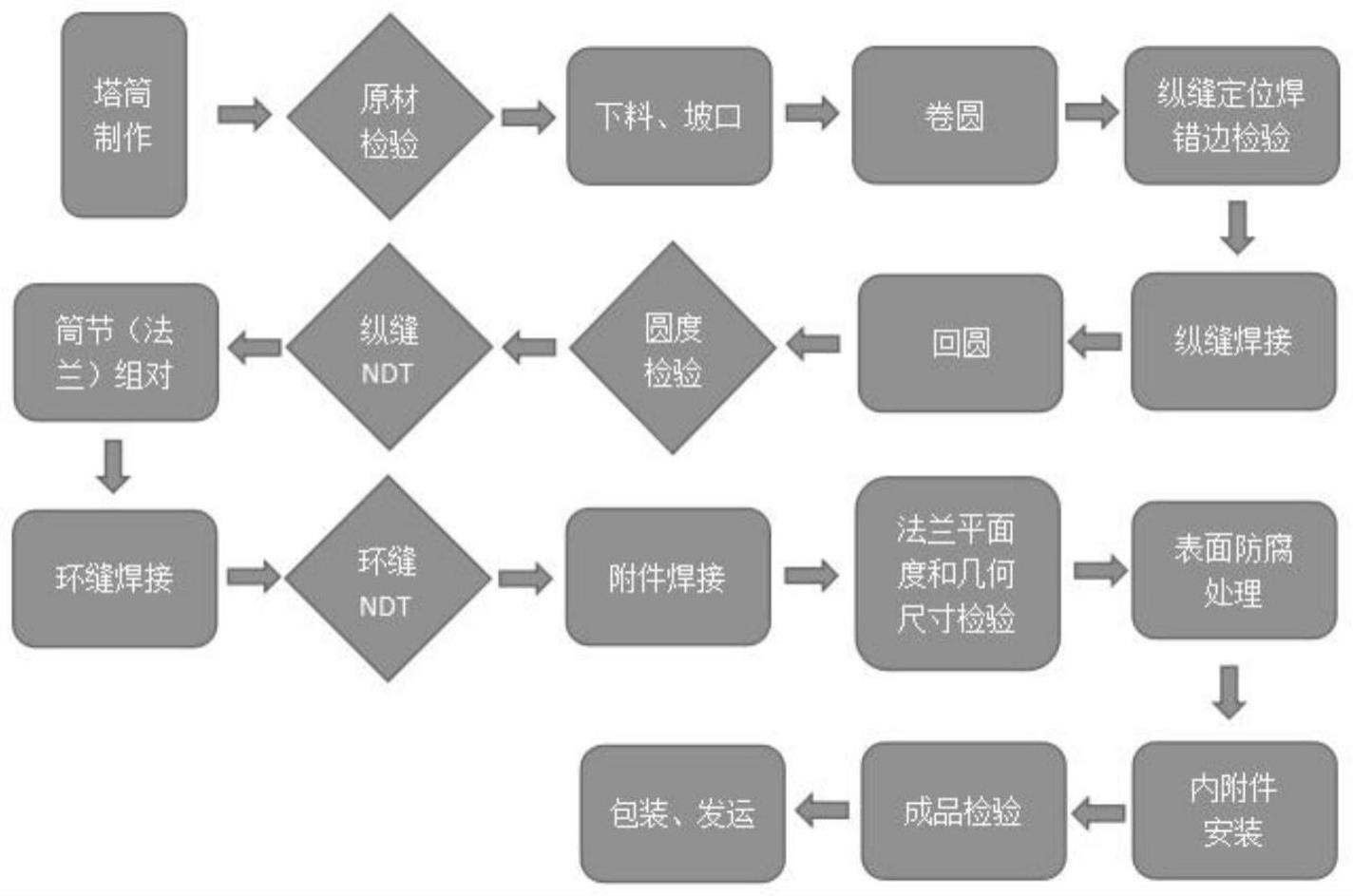
3、一种风电塔筒的制作方法,包括以后步骤:
4、s1、原材检验;
5、s2、数控下料;
6、s3、卷圆;
7、s4、纵焊缝焊接;
8、s5、回圆;
9、s6、筒节与筒节环焊缝组对;
10、s7、环缝焊接;
11、s8、筒节与法兰组对;
12、s9、法兰环焊缝焊接;
13、s10、门框的焊接;
14、s11、焊缝检验;
15、s12、法兰两端面平行度和同轴度检测;
16、s13、法兰焊后平面度与角变形测量;
17、s14、可焊接附件组焊;
18、s15、塔筒的防腐;
19、s16、附件安装;
20、s17、包装发运。
21、进一步的,在步骤s3中的卷圆,具体包括以下内容:采用四辊卷板机进行卷制,各节端头延射线方向压弧,在卷制过程中经常用相应的弧度样板进行检查;点焊组对纵缝应预先测量好大、小头的周长,确认无误后进行组对点焊;组对点焊时保证错边量;单个筒节任意切断面圆度公差为dmax-dmin≤5‰d。
22、进一步的,在步骤s4中的纵焊缝焊接,具体包括以下内容:按先内后外,全部采用埋弧自动焊进行焊接,内部焊接完成后,反面进行碳弧气刨清根并产生u型坡口,焊缝施焊之前对坡口进行清理,采用砂轮打磨去除坡口内及两侧50mm内的杂物及锈迹、油污,直至露出金属光泽后才准许进行焊接;焊完后清除熔渣及飞溅。
23、进一步的,在步骤s5中的回圆,具体包括以下内容:待纵焊缝充分冷却后,将筒节放入卷板机进行回圆;回圆校正过程中应勤测筒节的弧度,大、小头的直径差等,测量尺寸时松开压辊,使筒节处于松弛自然放置状态;质检员确认筒节的圆度、直径差数据都合格后,进入下工序。
24、进一步的,在步骤s6中的筒节与筒节环焊缝组对,具体包括以下内容:在专用工装上组对点焊塔筒环缝,放置筒体的装置具有刚性,控制错变量及不圆度,禁止强行组对;筒节与筒节之间采用无间隙组对,在组装完毕后的塔筒外表面至少拉三条全长直线,检查筒体的直线度;合格后进入焊接工序,各筒节纵缝相互错开180°。
25、进一步的,在步骤s7中的环缝焊接,具体包括以下内容:内、外环焊缝采用埋弧自动焊,采用分组施焊的方式进行焊接。
26、进一步的,在步骤s8中的筒节与法兰组对,具体包括以下内容:法兰组对前,检查法兰和筒体外圆周长,确认其在公差范围内后,将法兰与筒体端面齐平,使其周长偏差均匀分布在圆周上,保证错变量在公差内,确认合格后点焊固定。
27、进一步的,在步骤s9中的法兰环焊缝焊接,具体包括以下内容:采用埋弧自动焊,焊接时控制法兰面的反变形,保证各段塔筒安装时,法兰外侧边缘接触良好,控制法兰内环焊缝的宽度,保证内环缝边缘与法兰背面的距离≥15mm。
28、进一步的,在步骤s11中的焊缝检验,具体包括以下内容:首先对所有焊缝进行100%vt检查,焊缝五裂纹、夹渣、气孔、漏焊、烧穿、弧坑、未熔合及深度大于0.5mm,连续长度100mm的咬边。
29、进一步的,在步骤s12中的法兰两端面平行度和同轴度检测,具体包括以下内容:测量ac、bd、ca、dd对角边长以及aa、bb、cc、dd母线长;测毕,将整段筒体旋转90°后,再测一遍,每组数据相对差值在5mm以内为合格。用高精度测距仪测量,或用钢琴线拉线测量。
30、进一步的,在步骤s13中的法兰焊后平面度与角变形测量,具体包括以下内容:采用先进的法兰平面度检测仪,在法兰上均匀选取检测点进行检测。相对于现有技术,本发明所述的一种风电塔筒的制作方法具有以下优势:
31、本发明所述的一种风电塔筒的制作方法,介绍了风电塔筒制作过程中的数控下料、卷圆、纵缝焊接、回圆、组对、环缝焊接、焊缝无损检验、法兰平行度、同轴度及平面度检测、防腐、内附件安装、包装发运等环节,其中筒节组对采用无间隙组对的方法,有效控制了塔筒两侧法兰的平行度、同轴度和平面度,以及塔筒的整体尺寸,保证了塔筒安装完成后的整体垂直度,有效的保证了塔筒的安全运行;另外,顶法兰的平面度要求很高需控制在0.5mm以内,为了保证此项要求,采用顶法兰与之相邻的筒节先组焊,组焊前,对筒节进行支撑固定,测量法兰面的圆跳动度及平面度以保证顶法兰面的圆跳动度达到要求,合格后带顶法兰的筒节再次与其相邻筒节组焊的方法,有效控制了焊接变形对法兰平面度的影响。
技术特征:
1.一种风电塔筒的制作方法,其特征在于:包括以后步骤:
2.根据权利要求1所述的一种风电塔筒的制作方法,其特征在于:在步骤s3中的卷圆,具体包括以下内容:采用四辊卷板机进行卷制,各节端头延射线方向压弧,在卷制过程中经常用相应的弧度样板进行检查;点焊组对纵缝应预先测量好大、小头的周长,确认无误后进行组对点焊;组对点焊时保证错边量;单个筒节任意切断面圆度公差为dmax-dmin≤5‰d。
3.根据权利要求1所述的一种风电塔筒的制作方法,其特征在于:在步骤s4中的纵焊缝焊接,具体包括以下内容:按先内后外,全部采用埋弧自动焊进行焊接,内部焊接完成后,反面进行碳弧气刨清根并产生u型坡口,焊缝施焊之前对坡口进行清理,采用砂轮打磨去除坡口内及两侧50mm内的杂物及锈迹、油污,直至露出金属光泽后才准许进行焊接;焊完后清除熔渣及飞溅。
4.根据权利要求1所述的一种风电塔筒的制作方法,其特征在于:在步骤s5中的回圆,具体包括以下内容:待纵焊缝充分冷却后,将筒节放入卷板机进行回圆;回圆校正过程中应勤测筒节的弧度,大、小头的直径差等,测量尺寸时松开压辊,使筒节处于松弛自然放置状态;质检员确认筒节的圆度、直径差数据都合格后,进入下工序。
5.根据权利要求1所述的一种风电塔筒的制作方法,其特征在于:在步骤s6中的筒节与筒节环焊缝组对,具体包括以下内容:在专用工装上组对点焊塔筒环缝,放置筒体的装置具有刚性,控制错变量及不圆度,禁止强行组对;筒节与筒节之间采用无间隙组对,在组装完毕后的塔筒外表面至少拉三条全长直线,检查筒体的直线度;合格后进入焊接工序,各筒节纵缝相互错开180°。
6.根据权利要求1所述的一种风电塔筒的制作方法,其特征在于:在步骤s7中的环缝焊接,具体包括以下内容:内、外环焊缝采用埋弧自动焊,采用分组施焊的方式进行焊接。
7.根据权利要求1所述的一种风电塔筒的制作方法,其特征在于:在步骤s8中的筒节与法兰组对,具体包括以下内容:法兰组对前,检查法兰和筒体外圆周长,确认其在公差范围内后,将法兰与筒体端面齐平,使其周长偏差均匀分布在圆周上,保证错变量在公差内,确认合格后点焊固定。
8.根据权利要求1所述的一种风电塔筒的制作方法,其特征在于:在步骤s9中的法兰环焊缝焊接,具体包括以下内容:采用埋弧自动焊,焊接时控制法兰面的反变形,保证各段塔筒安装时,法兰外侧边缘接触良好,控制法兰内环焊缝的宽度,保证内环缝边缘与法兰背面的距离≥15mm。
9.根据权利要求1所述的一种风电塔筒的制作方法,其特征在于:在步骤s11中的焊缝检验,具体包括以下内容:首先对所有焊缝进行100%vt检查,焊缝五裂纹、夹渣、气孔、漏焊、烧穿、弧坑、未熔合及深度大于0.5mm,连续长度100mm的咬边。
10.根据权利要求1所述的一种风电塔筒的制作方法,其特征在于:在步骤s12中的法兰两端面平行度和同轴度检测,具体包括以下内容:测量ac、bd、ca、dd对角边长以及aa、bb、cc、dd母线长;测毕,将整段筒体旋转90°后,再测一遍,每组数据相对差值在5mm以内为合格。用高精度测距仪测量,或用钢琴线拉线测量;
技术总结
本发明提供了一种风电塔筒的制作方法,包括数控下料、卷圆、纵缝焊接、回圆、组对、环缝焊接、焊缝无损检验、法兰平行度、同轴度及平面度检测、防腐、内附件安装、包装发运环节。本发明有益效果:筒节组对采用无间隙组对方法,有效控制塔筒两侧法兰的平行度、同轴度和平面度,以及塔筒整体尺寸,保证塔筒安装完成后的整体垂直度以及塔筒的安全运行;另外,为保证顶法兰的平面度控制在0.5mm以内,采用顶法兰与之相邻的筒节先组焊,组焊前,对筒节进行支撑固定,测量法兰面的圆跳动度及平面度以保证顶法兰面的圆跳动度达到要求,合格后带顶法兰的筒节再次与其相邻筒节组焊的方法,有效控制了焊接变形对法兰平面度的影响。
技术研发人员:郝洪峰,王健,辛玉宽,杨祖帅,张龙新,韩付锐,张士锋,李瑞娟,王巧菊,刘凯,马振坤,韩洋,张超,王梓越
受保护的技术使用者:中国电建市政建设集团有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!