钻头的制作方法
本发明涉及一种钻头,在绕轴线沿钻头旋转方向旋转的钻头主体的前端外周部形成有在钻头主体的前端后刀面开口并向上述轴线方向的后端侧延伸的排屑槽,在该排屑槽的朝向上述钻头旋转方向的壁面与上述前端后刀面的交叉棱线部形成有以上述壁面为前刀面的切削刃。本技术基于2020年7月27日在日本国申请的专利申请2020-126514号及2021年7月26日在日本国申请的专利申请2021-121845号要求优先权,并将其内容援用于此。
背景技术:
1、作为这种钻头,例如在专利文献1中记载有如下钻头:在绕轴线旋转的钻头主体的前端侧部分即刀尖部的外周形成有朝向后端侧延伸的排屑槽,在排屑槽的朝向钻头旋转方向前方侧的内壁面的前端侧区域的前刀面与刀尖部的前端后刀面的交叉棱线部形成有切削刃。
2、该专利文献1中所记载的钻头具有:刃带部,与前刀面交叉并朝向外周侧;肩部,其为该刃带部与刀尖部的前端后刀面的交叉棱线部,并且从切削刃的外周端向钻头旋转方向后方侧延伸;及横刃修磨部,朝向排屑槽的内壁面的前端侧延伸。
3、并且,切削刃从旋转中心依次具有形成于横刃修磨部的第一切削刃部、从该第一切削刃部进一步在外周侧形成的第二切削刃部、形成于肩部的肩切削刃部及形成于刃带部的刃带切削刃部,并且第二切削刃部、刃带切削刃部及肩切削刃部被实施珩磨。
4、并且,在该专利文献1中所记载的钻头中,这些各部位的珩磨宽度满足下述式(1)所表示的关系。
5、肩切削刃部的珩磨宽度>刃带切削刃部的珩磨宽度≥第二切削刃部的珩磨宽度…(1)
6、专利文献1:日本特开2019-209439号公报
7、如此,在上述专利文献1中所记载的钻头中,肩切削刃部的珩磨宽度相对于刃带切削刃部的珩磨宽度和第二切削刃部的珩磨宽度设为最大。但是,在如此将切削刃的肩部的珩磨宽度设为最大的钻头中,由于该切削刃肩部的珩磨区域内的损伤容易加剧,因此容易发生熔敷。并且,在这样熔敷的熔敷物脱落时,有可能突发性地在切削刃肩部产生缺损而缩短钻头寿命。
8、此外,在如此将切削刃肩部的珩磨宽度设为较大的钻头中,该切削刃肩部中的切削阻力会变大,从而还有可能例如在对贯穿孔进行开孔加工的时候在钻出该贯穿孔时产生较大的毛刺。
技术实现思路
1、本发明是在这样的背景下完成的,其目的在于提供一种钻头,该钻头能够在确保切削刃外周的切削刃肩部中的切削刃强度的同时,防止熔敷的发生以防止切削刃肩部的缺损,并能够抑制钻出贯穿孔时的毛刺。
2、为了解决上述课题以达到这种目的,本发明的钻头在绕轴线沿钻头旋转方向旋转的钻头主体的前端外周部形成有在上述钻头主体的前端后刀面开口并向上述轴线方向的后端侧延伸的排屑槽,在该排屑槽的朝向上述钻头旋转方向的壁面与上述前端后刀面的交叉棱线部形成有以上述壁面为前刀面的切削刃,所述钻头的特征在于,上述切削刃具备从上述钻头主体的内周侧朝向外周侧延伸的主切削刃部、及从该主切削刃部的外周端到达上述钻头主体的外周的切削刃肩部,并且被实施珩磨,相对于上述主切削刃部的外周端处,在上述切削刃肩部的外周端处,与上述切削刃正交的截面中上述前刀面相对于连结该切削刃与上述轴线的直线的倾斜角即实际前角在负角侧增大,并且上述珩磨的大小减小。
3、在如此构成的钻头中,在切削刃的外周侧的切削刃肩部的外周端处,与切削刃正交的截面中前刀面相对于连结切削刃与钻头主体的轴线的直线的倾斜角即实际前角,相对于主切削刃部的外周端的实际前角在负角侧增大,因此能够增大切削刃在切削刃肩部中的刀具角度,从而能够确保切削刃强度。因此,能够防止切削刃肩部的损伤而防止熔敷的发生,并能够抑制在熔敷物脱落时突发性地在切削刃肩部产生缺损而缩短钻头寿命。
4、此外,关于对切削刃实施的珩磨的大小,由于切削刃肩部的外周端相对于主切削刃部的外周端小,因此能够进一步可靠地防止在切削刃肩部发生熔敷。并且,通过这样减小珩磨,能够提高切削刃在切削刃肩部中的锋利度,因此能够抑制在对贯穿孔进行开孔加工的时候在钻出时产生毛刺。
5、另外,在珩磨为在与切削刃正交的截面中具有直线部的倒角珩磨(角度珩磨)或复合珩磨的情况下,该珩磨的大小是指在与切削刃正交的截面中沿连结切削刃与轴线的上述直线的方向的珩磨面的宽度。并且,在珩磨为在与切削刃正交的截面中呈凸圆弧等凸曲线状的圆珩磨的情况下,是与切削刃正交的截面中的珩磨面的半径(曲率半径)。
6、在此,为了如此使切削刃肩部的外周端处的实际前角比主切削刃部的外周端处的实际前角在负角侧增大,第一,在上述切削刃的外周端部形成上述前端后刀面及配置在上述壁面上的倒角部,使上述倒角部随着朝向与上述钻头主体的从上述前刀面向与上述钻头旋转方向相反的一侧延伸的外周面的交叉棱线部,向与上述钻头旋转方向相反的一侧倾斜,在该倒角部与上述前端后刀面的交叉棱线部形成上述切削刃肩部即可。在这种情况下,例如通过形成多边形状(三角形状或四边形状等)的小面积的倒角部,能够使切削刃肩部的实际前角比主切削刃的实际前角在负角侧增大。
7、并且,第二,也可以在上述排屑槽的朝向上述钻头旋转方向的上述壁面的外周缘部,沿着上述排屑槽形成相对于比该外周缘部更靠内周侧的上述壁面以钝角交叉的带状倒角部,并在该带状倒角部与上述前端后刀面的交叉棱线部形成上述切削刃肩部。在这种情况下,即使在切削刃因磨损等而锋利度变钝的情况下磨削新的切削刃时,也能够仅通过研磨前端后刀面而使切削刃肩部的实际前角比主切削刃的实际前角在负角侧增大。
8、此外,第三,也可以在上述前端后刀面的外周部形成平面状倒角部,该平面状倒角部与比该外周部更靠内周侧的上述前端后刀面、及钻头主体的从前刀面向与钻头旋转方向相反的一侧延伸的外周面以钝角交叉,并在该平面状倒角部与上述前刀面的交叉棱线部形成上述切削刃肩部。并且,第四,也可以在上述前端后刀面的外周部形成凸曲面状倒角部,该凸曲面状倒角部与比该外周部更靠内周侧的上述前端后刀面、及上述钻头主体的从上述前刀面向与上述钻头旋转方向相反的一侧延伸的外周面相接,并在该凸曲面状倒角部与上述前刀面的交叉棱线部形成上述切削刃肩部。
9、在这些情况下,能够在不对前刀面实施倒角加工的情况下,使切削刃肩部的实际前角比主切削刃的实际前角在负角侧增大,因此能够防止因对前刀面实施倒角加工而对排屑性造成影响的情况。
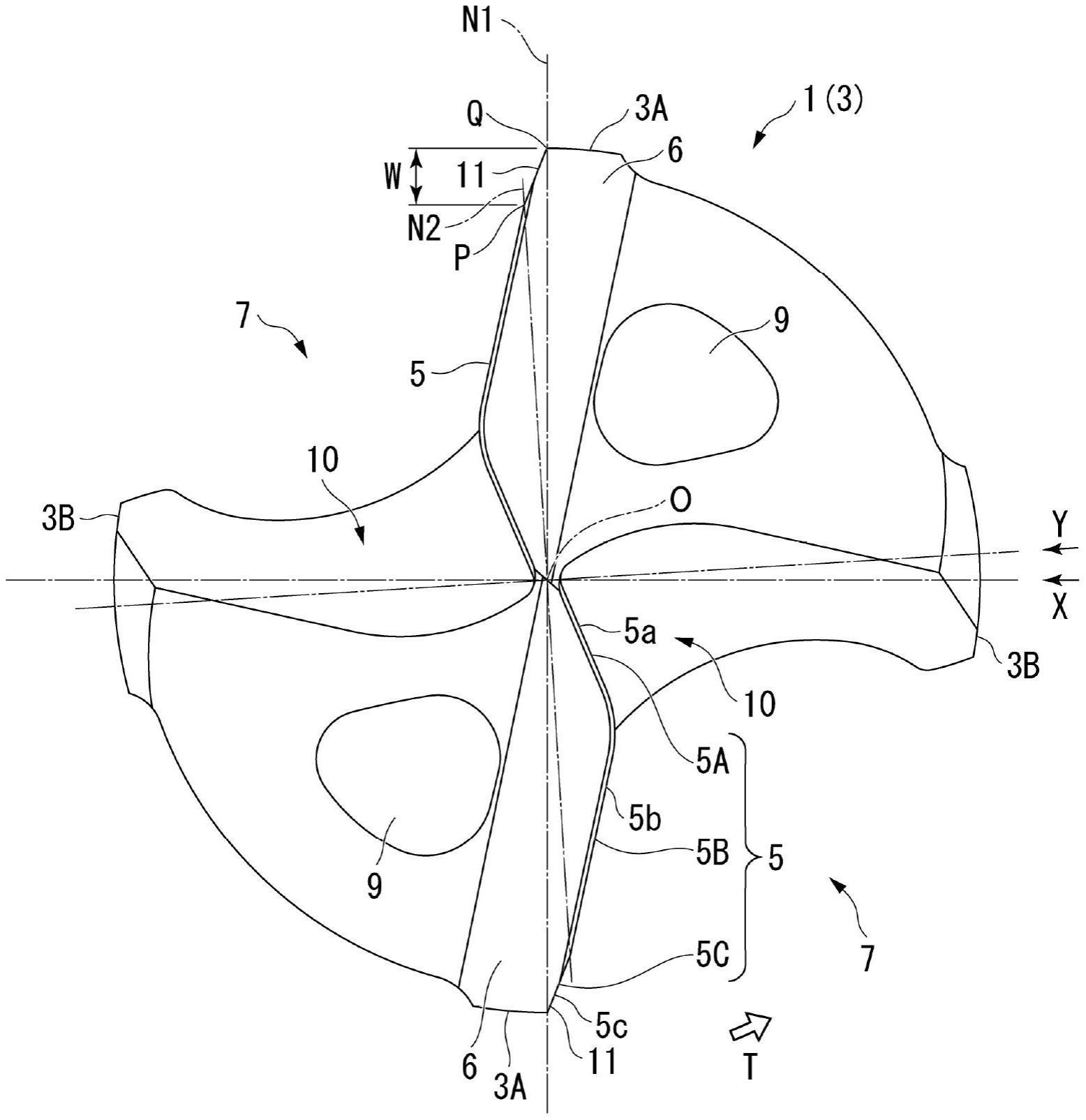
10、另外,从上述轴线方向的前端侧观察时,连结该轴线与上述切削刃肩部的外周端的直线所延伸的方向的上述切削刃肩部的宽度相对于上述切削刃的直径d优选为0.2×d以下。若该切削刃肩部的宽度大于切削刃的直径d的0.2×d,则实际前角在负角侧变大的部分会变得过长,从而有可能导致切削阻力的增大。
11、并且,相对于上述主切削刃部的珩磨的大小h,上述切削刃肩部的珩磨的大小优选为0.8×h以下。若该切削刃肩部的珩磨的大小相对于主切削刃部的珩磨的大小h大于0.8×h,则切削刃肩部的锋利度受损,从而有可能无法抑制在钻出贯穿孔时产生的毛刺。另外,相对于主切削刃部的珩磨的大小h,切削刃肩部的珩磨的大小可以为0.5×h以下,也可以为0.3×h以下。
12、此外,对切削刃的主切削刃部及切削刃肩部实施的珩磨可以为如上所述的倒角珩磨、复合珩磨或圆珩磨中的任一种,但优选对上述主切削刃部实施的珩磨为倒角珩磨,并且对上述切削刃肩部实施的珩磨为圆珩磨。由此,能够在主要用于开孔加工的主切削刃部中充分确保切削刃强度的同时,在切削刃肩部中维持切削刃强度并得到更锋利的锋利度。
13、如以上所说明,根据本发明,能够增大切削刃肩部中的刀具角度来确保切削刃强度,并且能够防止在该切削刃肩部发生熔敷,从而防止由熔敷物的脱落引起的缺损。此外,根据本发明,通过提高切削刃肩部的锋利度,能够抑制在对贯穿孔进行开孔加工的时候在钻出时产生毛刺。
- 还没有人留言评论。精彩留言会获得点赞!