一种刀闸阀闸板的加工工艺及工装的制作方法
本申请涉及阀门加工制造的领域,尤其是涉及一种刀闸阀闸板的加工工艺及工装。
背景技术:
1、刀闸阀一般呈垂直于管道中介质流动方向设置,即管道水平时,刀闸阀呈竖直设置,使用时由阀体内部的闸板进行竖直移动,以实现阀门的开启和封闭。
2、现有的刀闸阀闸板,参照图4,包括面积大的介质面1和面积小的板厚面2,为了提升阀门密封性会在阀体供闸板移出的上部开口处设置密封圈,闸板穿设于密封圈以使得阀体内的介质不易经由阀体供闸板移出的开口泄露,同时在阀体上设置压盖,压盖配合阀体对密封圈紧压,使得密封圈的内圈表面能紧贴于阀板的介质面1和板厚面2,进一步提升闸板和密封圈之间的密封性,例如,公告号为cn206268482u的一种刀闸阀。
3、针对上述中的相关技术,为了降低闸板移动过程中对密封圈造成的磨损,需要将闸板表面进行精磨,但是当下的闸板截面均呈矩形,闸板板厚面2由于面积较小难以进行精磨来获得光滑度较高的平面,同时闸板介质面1和板厚面2相接的直角侧边处也容易对密封圈产生切割作用,使得密封圈和闸板之间的密封性受到影响,从而使得介质容易泄漏。
技术实现思路
1、为了降低介质泄露的可能性,本申请提供一种刀闸阀闸板的加工工艺及工装。
2、本申请提供的一种刀闸阀闸板的加工工艺采用如下的技术方案。
3、一种刀闸阀闸板的加工工艺,具体包括以下步骤。
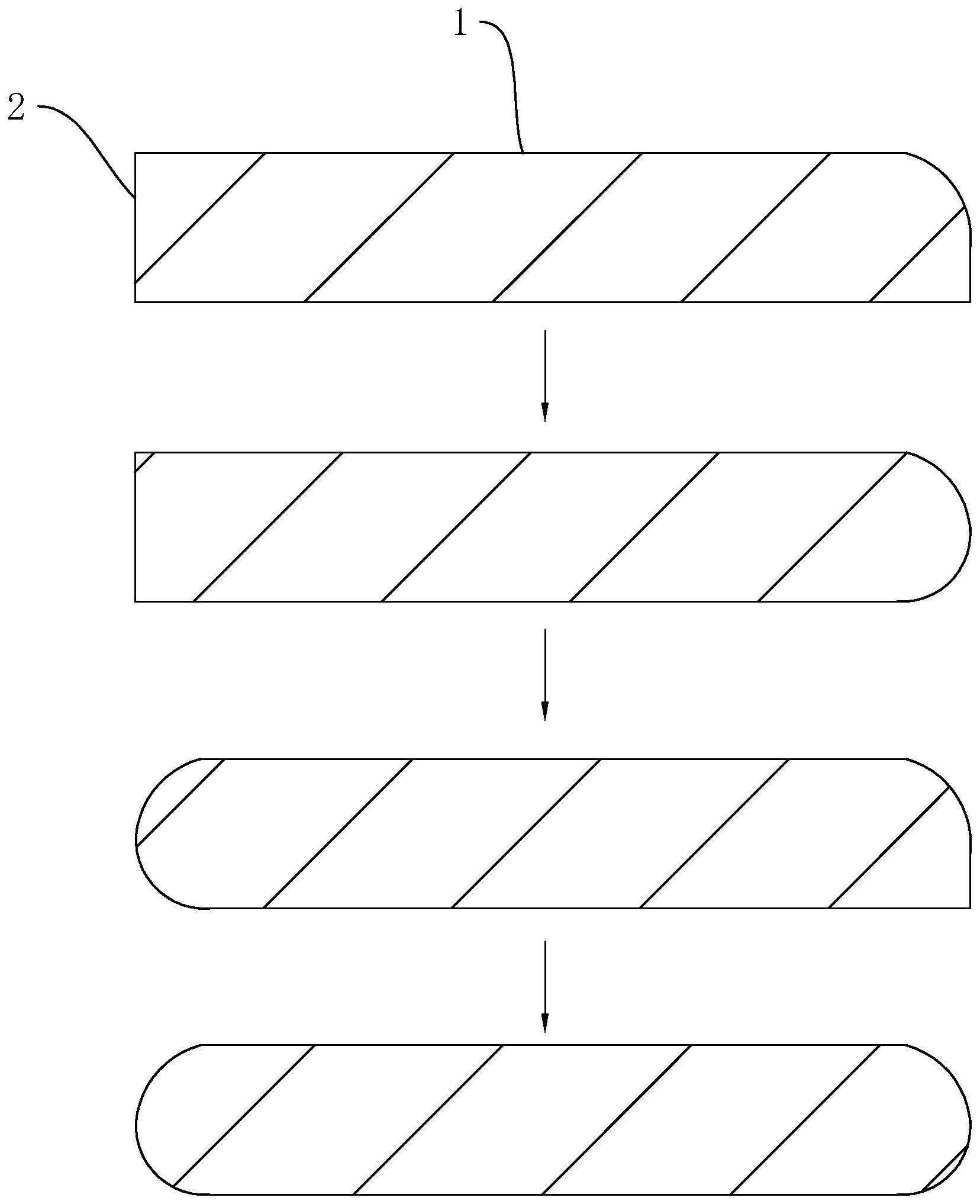
4、步骤1、对闸板介质面进行精磨;
5、步骤2、对精磨后的闸板进行固定,对闸板板厚面进行精铣;
6、步骤3、对精铣后的闸板两侧板厚面铣出r角;
7、步骤4、对闸板成型的r角进行精铣;
8、步骤5、对闸板板厚面精铣后的r角进行抛光。
9、通过采用上述技术方案,将闸板的板厚面加工成形r角,使得在刀闸阀使用过程中,闸板的频繁移动不易对密封圈造成较大损伤,使得介质不易从密封圈和闸板接触处出现泄露。
10、可选的,所述步骤3中对闸板两侧板厚面依次铣出r角,并且对闸板一侧的板厚面两侧边依次铣出圆心角呈90°的r角,以在闸板一侧的板厚面成型圆心角呈180°的r角。
11、通过采用上述技术方案,使得闸板的两侧能形成圆心角呈180°的r角,使得闸板两侧板厚面更加不易对密封圈造成损坏。
12、本申请提供的一种刀闸阀闸板的加工工装采用如下的技术方案。
13、一种刀闸阀闸板的加工工装,依据上述的一种刀闸阀闸板的加工工艺中对闸板板厚面的加工步骤进行使用,包括底座、位于底座一侧的旋转平台、设于旋转平台且贴合于闸板介质面并能产生形变的下保护件、配合下保护件紧压于闸板介质面并能产生形变的上保护件、迫使上保护件和下保护件相靠近的紧压部。
14、通过采用上述技术方案,使得在对闸板进行固定时,闸板已完成精磨的介质面不易受到损伤。
15、可选的,所述紧压部包括设于上保护件远离下保护件一侧的压板、穿设于压板和旋转平台的柱件、螺纹连接于柱件且能抵接于压板和旋转平台相背侧的压件。
16、通过采用上述技术方案,依靠柱件上旋紧的压件,使得压板能够迫使上保护件朝向下保护件移动,以使得闸板能够被压紧并完成位置固定。
17、可选的,所述旋转平台和压板开设有供柱件穿设的腰口,柱件在腰口中和旋转平台转动轴线间的距离能调整。
18、通过采用上述技术方案,使得在闸板的长度出现一定改变时,能够调整柱件在腰口中的位置,以实现不同长度闸板的位置固定。
19、可选的,所述上保护件朝向压板一侧贴合有抵接于压板的中间板,上保护件穿设有螺纹连接于压板的安装螺栓,压板开设有供安装螺栓插接的板孔。
20、通过采用上述技术方案,使得面积较小的压板也能够通过中间板将压力均匀传递给整块上保护件,同时安装螺栓对应板孔进行插入,使得上保护件和压板之间的位置不易出现较大的改变。
21、可选的,所述旋转平台相对底座能转动,底座设有控制旋转平台转动的转动机构。
22、通过采用上述技术方案,使得在闸板一侧的板厚面的r角成型后,不需要将闸板取下转动180°再重新固定,直接转动旋转平台即可,方便快捷。
23、可选的,所述转动机构包括转动连接于底座内且同轴可拆卸连接于旋转平台的蜗轮、转动连接于底座且啮合于蜗轮的蜗杆、转动连接于底座且同轴可拆卸连接于蜗杆的传动轴、可拆卸连接于传动轴外露底座一端的便转件。
24、通过采用上述技术方案,使得旋转平台不易随意的转动,以确保在位置调整完成后闸板不易再轻易改变位置,确保加工质量不易受到影响。
25、可选的,所述底座螺纹连接有能抵紧于蜗杆远离蜗轮一侧的制停件。
26、通过采用上述技术方案,使得在位置调整完成后蜗杆不易随意转动,进一步确保调整后的闸板位置不易改变。
27、可选的,所述旋转平台同轴设有能指示转动角度的刻度盘。
28、通过采用上述技术方案,以便对旋转平台的转动角度进行一个较为精密的调整。
29、综上所述,本申请包括以下至少一种有益效果:
30、1.完成了刀闸阀闸板侧边圆角加工的难题,将刀闸阀闸板两侧板厚面加工成r角,使刀闸阀的密封性能大大提高,使得介质不易从闸板和密封圈处出现泄露,亦将延长刀闸阀的使用寿命;
31、2.一次装夹,保证了加工的精度,亦减少了工人的操作;
32、3.可实现不同角度的精准旋转,加工后闸板两侧边圆角的平行度更高
技术特征:
1.一种刀闸阀闸板的加工工艺,其特征在于:具体包括以下步骤:
2.根据权利要求1所述的一种刀闸阀闸板的加工工艺,其特征在于:所述步骤3中对闸板两侧板厚面(2)依次铣出r角,并且对闸板一侧的板厚面(2)两侧边依次铣出圆心角呈90°的r角,以在闸板一侧的板厚面(2)成型圆心角呈180°的r角。
3.一种刀闸阀闸板的加工工装,依据权利要求1至2中任意一项所述的一种刀闸阀闸板的加工工艺中对闸板板厚面(2)的加工步骤进行使用,其特征在于:包括底座(3)、位于底座(3)一侧的旋转平台(4)、设于旋转平台(4)且贴合于闸板介质面(1)并能产生形变的下保护件(5)、配合下保护件(5)紧压于闸板介质面(1)并能产生形变的上保护件(51)、迫使上保护件(51)和下保护件(5)相靠近的紧压部(52)。
4.根据权利要求3所述的一种刀闸阀闸板的加工工装,其特征在于:所述紧压部(52)包括设于上保护件(51)远离下保护件(5)一侧的压板(54)、穿设于压板(54)和旋转平台(4)的柱件(55)、螺纹连接于柱件(55)且能抵接于压板(54)和旋转平台(4)相背侧的压件(56)。
5.根据权利要求4所述的一种刀闸阀闸板的加工工装,其特征在于:所述旋转平台(4)和压板(54)开设有供柱件(55)穿设的腰口(57),柱件(55)在腰口(57)中和旋转平台(4)转动轴线间的距离能调整。
6.根据权利要求4所述的一种刀闸阀闸板的加工工装,其特征在于:所述上保护件(51)朝向压板(54)一侧贴合有抵接于压板(54)的中间板(46),上保护件(51)穿设有螺纹连接于压板(54)的安装螺栓(47),压板(54)开设有供安装螺栓(47)插接的板孔(45)。
7.根据权利要求3所述的一种刀闸阀闸板的加工工装,其特征在于:所述旋转平台(4)相对底座(3)能转动,底座(3)设有控制旋转平台(4)转动的转动机构(53)。
8.根据权利要求7所述的一种刀闸阀闸板的加工工装,其特征在于:所述转动机构(53)包括转动连接于底座(3)内且同轴可拆卸连接于旋转平台(4)的蜗轮(58)、转动连接于底座(3)且啮合于蜗轮(58)的蜗杆(59)、转动连接于底座(3)且同轴可拆卸连接于蜗杆(59)的传动轴(41)、可拆卸连接于传动轴(41)外露底座(3)一端的便转件(42)。
9.根据权利要求8所述的一种刀闸阀闸板的加工工装,其特征在于:所述底座(3)螺纹连接有能抵紧于蜗杆(59)远离蜗轮(58)一侧的制停件(43)。
10.根据权利要求3所述的一种刀闸阀闸板的加工工装,其特征在于:所述旋转平台(4)同轴设有能指示转动角度的刻度盘(44)。
技术总结
本申请涉及阀门加工制造的领域,尤其是涉及一种刀闸阀闸板的加工工艺及工装,具体包括以下步骤,对闸板介质面进行精磨;对精磨后的闸板进行固定,对闸板板厚面进行精铣;对精铣后的闸板两侧板厚面铣出R角;对闸板成型的R角进行精铣;对闸板板厚面精铣后的R角进行抛光,以使得成型后的闸板不易对密封圈造成损坏,使得介质不易泄露。
技术研发人员:王青,高永峰
受保护的技术使用者:太原太航德克森自控工程股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!