一种单机架轧机的控制方法、装置、介质、电子设备与流程
所属的技术人员能够理解,本技术的各个方面可以实现为系统、方法或程序产品。因此,本技术的各个方面可以具体实现为以下形式,即:完全的硬件实施方式、完全的软件实施方式(包括固件、微代码等),或硬件和软件方面结合的实施方式,这里可以统称为“电路”、“模块”或“系统”。下面参照图4来描述根据本技术的这种实施方式的电子设备400。图4显示的电子设备400仅仅是一个示例,不应对本技术实施例的功能和使用范围带来任何限制。如图4所示,电子设备400以通用计算设备的形式表现。电子设备400的组件可以包括但不限于:上述至少一个处理单元410、上述至少一个存储单元420、连接不同系统组件(包括存储单元420和处理单元410)的总线430。其中,所述存储单元存储有程序代码,所述程序代码可以被所述处理单元410执行,使得所述处理单元410执行本说明书上述“实施例方法”部分中描述的根据本技术各种示例性实施方式的步骤。存储单元420可以包括易失性存储单元形式的可读介质,例如随机存取存储单元(ram)421和/或高速缓存存储单元422,还可以进一步包括只读存储单元(rom)423。存储单元420还可以包括具有一组(至少一个)程序模块425的程序/实用工具424,这样的程序模块425包括但不限于:操作系统、一个或者多个应用程序、其它程序模块以及程序数据,这些示例中的每一个或某种组合中可能包括网络环境的实现。总线430可以为表示几类总线结构中的一种或多种,包括存储单元总线或者存储单元控制节点、外围总线、图形加速端口、处理单元或者使用多种总线结构中的任意总线结构的局域总线。电子设备400也可以与一个或多个外部设备1200(例如键盘、指向设备、蓝牙设备等)通信,还可与一个或者多个使得用户能与该电子设备400交互的设备通信,和/或与使得该电子设备400能与一个或多个其它计算设备进行通信的任何设备(例如路由器、调制解调器等等)通信。这种通信可以通过输入/输出(i/o)接口450进行。并且,电子设备400还可以通过网络适配器460与一个或者多个网络(例如局域网(lan),广域网(wan)和/或公共网络,例如因特网)通信。如图所示,网络适配器460通过总线430与电子设备400的其它模块通信。应当明白,尽管图中未示出,可以结合电子设备400使用其它硬件和/或软件模块,包括但不限于:微代码、设备驱动器、冗余处理单元、外部磁盘驱动阵列、raid系统、磁带驱动器以及数据备份存储系统等。通过以上的实施方式的描述,本领域的技术人员易于理解,这里描述的示例实施方式可以通过软件实现,也可以通过软件结合必要的硬件的方式来实现。因此,根据本技术实施方式的技术方案可以以软件产品的形式体现出来,该软件产品可以存储在一个非易失性存储介质(可以是cd-rom,u盘,移动硬盘等)中或网络上,包括如果干指令以使得一台计算设备(可以是个人计算机、服务器、终端装置、或者网络设备等)执行根据本技术实施方式的方法。此外,上述附图仅是根据本技术示例性实施例的方法所包括的处理的示意性说明,而不是限制目的。易于理解,上述附图所示的处理并不表明或限制这些处理的时间顺序。另外,也易于理解,这些处理可以是例如在多个模块中同步或异步执行的。应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围执行各种修改和改变。本技术的范围仅由所附的权利要求来限制。
背景技术:
1、二十辊单机架可逆轧机在开卷机和卷取机之间建张,在轧制开始前将钢卷上到卷取机芯轴,通过开卷作业将带头送入轧机穿带后在另一侧使用卷取机对带头进行卷曲后进行轧制,每道次轧制完成后停机,切换道次后进行下一个道次的轧制。
2、在实际轧制过程中,由于所轧制品种硅钢的市场需求、产品材料特性及生产工艺特点,生产的硅钢产品均为极薄规格的高硅带钢产品,伴随着硅含量的增加导致硬度变大,且轧制过程中有高温等工艺特点,导致带钢厚度控制精度无法达到目标需求,轧制过程中厚度产生波动,由于厚度控制偏差精度是衡量产品精度的重要指标,导致带钢控制精度不和,严重影响了现场带钢的质量和产量。。
技术实现思路
1、本技术提供了一种单机架轧机的控制方法、装置、介质、电子设备,可以提高带钢的控制精度。
2、本技术的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本技术的实践而习得。
3、根据本技术实施例的一个方面,提供了一种单机架轧机的控制方法,所述方法包括:
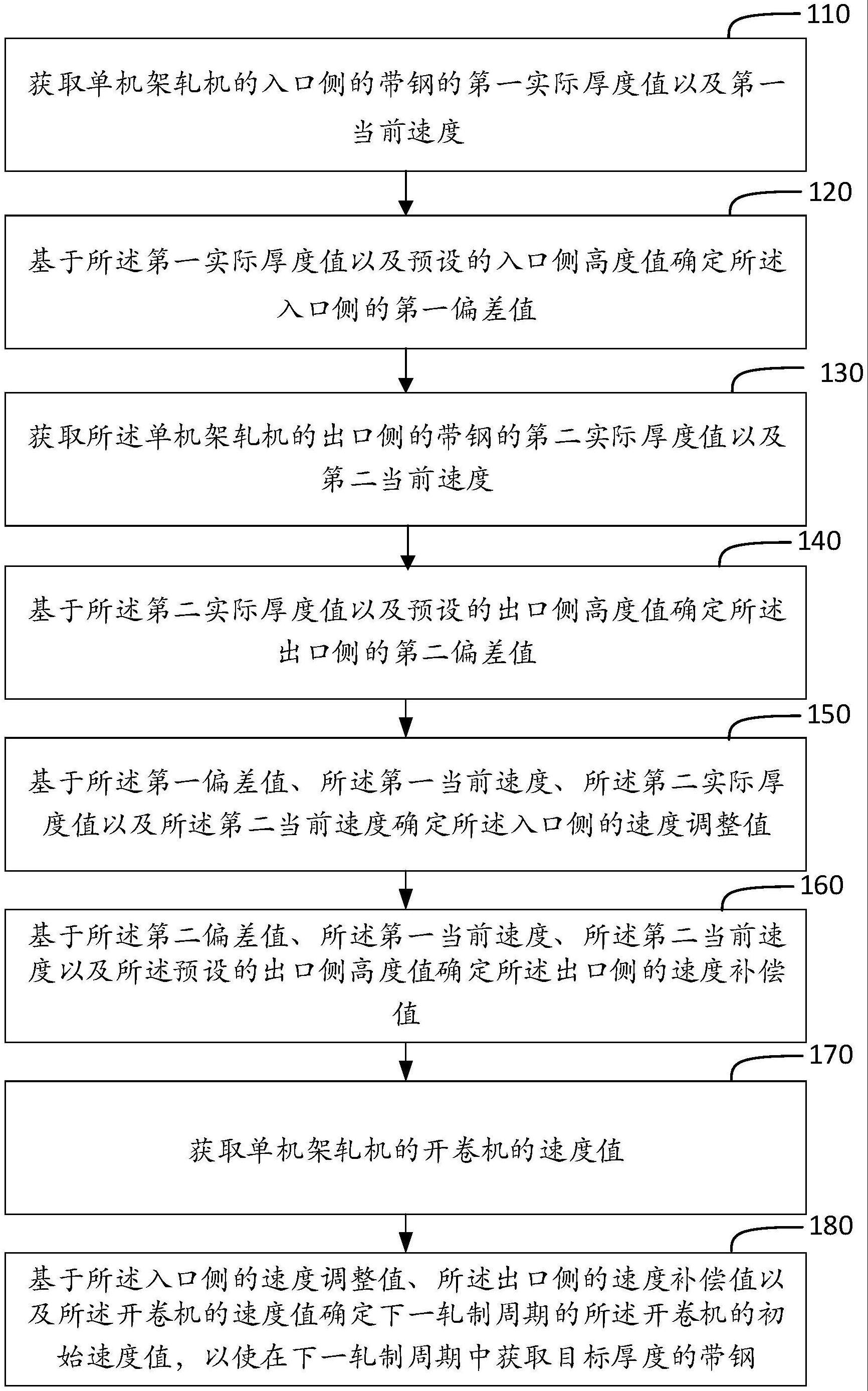
4、获取单机架轧机的入口侧的带钢的第一实际厚度值以及第一当前速度;
5、基于所述第一实际厚度值以及预设的入口侧厚度值确定所述入口侧的第一偏差值;
6、获取所述单机架轧机的出口侧的带钢的第二实际厚度值以及第二当前速度;
7、基于所述第二实际厚度值以及预设的出口侧厚度值确定所述出口侧的第二偏差值;
8、基于所述第一偏差值、所述第一当前速度、所述第二实际厚度值以及所述第二当前速度确定所述入口侧的速度调整值;
9、基于所述第二偏差值、所述第一当前速度、所述第二当前速度以及所述预设的出口侧厚度值确定所述出口侧的速度补偿值;
10、获取所述单机架轧机的开卷机的速度值;
11、基于所述入口侧的速度调整值、所述出口侧的速度补偿值以及所述开卷机的速度值确定下一轧制周期的所述开卷机的初始速度值,以使在下一轧制周期中获取目标厚度的带钢。
12、在本技术的一个实施例中,基于前述方案,所述基于所述第一实际厚度值以及预设的入口侧厚度值确定所述入口侧的第一偏差值,包括:
13、通过如下公式计算所述第一偏差值δhe:δhe=he-he;
14、其中,he为所述第一实际厚度值,he为所述预设的入口侧厚度值。
15、在本技术的一个实施例中,基于前述方案,所述基于所述第二实际厚度值以及预设的出口侧厚度值确定所述出口侧的第二偏差值,包括:
16、通过如下公式计算所述第二偏差值δhd:δhd=hd-hd;
17、其中,δhd为所述第二实际厚度值,hd为所述预设的出口侧厚度值。
18、在本技术的一个实施例中,基于前述方案,所述基于所述第一偏差值、所述第一当前速度、所述第二实际厚度值以及所述第二当前速度确定所述入口侧的速度调整值,包括:
19、侧厚度值,vd为所述第二当前速度,ve为所述第一当前速度,hd为所述预设的出口侧厚度值。
20、在本技术的一个实施例中,基于前述方案,所述基于所述第二偏差值、所述第一当前速度、所述第二当前速度以及所述预设的出口侧厚度值确定所述出口侧的速度补偿值,包括:
21、通过如下公式计算所述出口侧的速度补偿值δv1:
22、
23、其中,c1为预设的补偿系数,δhd为所述第二偏差值,vd为所述第二当前速度,ve为所述第一当前速度,hd为所述预设的出口侧厚度值。
24、在本技术的一个实施例中,基于前述方案,所述方法还包括:
25、获取所述单机架轧机的入口侧的张力值;
26、基于所述入口侧的张力值以及预设的入口侧张力值计算所述入口侧的张力偏差值;
27、基于所述张力偏差值调整所述单机架轧机的入口侧的张力。
28、在本技术的一个实施例中,基于前述方案,所述基于所述张力偏差值调整所述单机架轧机的入口侧的张力,包括:
29、若所述张力偏差值在预设的第一偏差范围内,基于所述入口侧的张力值以及所述张力偏差值确定所述单机架轧机的擦拭辊的高度调整值;
30、基于所述高度调整值调整所述擦拭辊的高度,以调整所述单机架轧机的入口侧的张力;
31、若所述张力偏差值在预设的第二偏差范围内,调整所述单机架轧机的辊缝压上缸的辊缝值以调整所述单机架轧机的入口侧的张力。
32、根据本技术实施例的一个方面,提供了一种单机架轧机的控制装置,所述装置包括第一获取单元,被用于获取单机架轧机的入口侧的带钢的第一实际厚度值以及第一当前速度;第一确定单元,被用于基于所述第一实际厚度值以及预设的入口侧厚度值确定所述入口侧的第一偏差值;第二获取单元,被用于获取所述单机架轧机的出口侧的带钢的第二实际厚度值以及第二当前速度;第二确定单元,被用于基于所述第二实际厚度值以及预设的出口侧厚度值确定所述出口侧的第二偏差值;第三确定单元,被用于基于所述第一偏差值、所述第一当前速度、所述第二实际厚度值以及所述第二当前速度确定所述入口侧的速度调整值;第四确定单元,被用于基于所述第二偏差值、所述第一当前速度、所述第二当前速度以及所述预设的出口侧厚度值确定所述出口侧的速度补偿值;第三获取单元,被用于获取所述单机架轧机的开卷机的速度值;第五确定单元,被用于基于所述入口侧的速度调整值、所述出口侧的速度补偿值以及所述开卷机的速度值确定下一轧制周期的所述开卷机的初始速度值,以使在下一轧制周期中获取目标厚度的带钢。
33、根据本技术实施例的一个方面,提供了一种计算机可读存储介质,其上存储有计算机程序,该计算机程序包括可执行指令,当该可执行指令被处理器执行时,实现如上述实施例中所述的单机架轧机的控制方法。
34、根据本技术实施例的一个方面,提供了一种电子设备,包括:一个或多个处理器;存储器,用于存储所述处理器的可执行指令,当所述可执行指令被所述一个或多个处理器执行时,使得所述一个或多个处理器实现如上述实施例中所述的单机架轧机的控制方法。
35、在本技术实施例的技术方案中,可以通过单机架轧机的入口侧的带钢的第一实际厚度值与预设的入口侧厚度值来确定第一偏差值,进而根据第一偏差值来确定入口侧的速度调整值。通过获取所述单机架轧机的出口侧的带钢的第二实际厚度值来确定出口侧的速度补偿值,继而获取所述单机架轧机的开卷机的速度值,最后通过入口侧的速度调整值、所述出口侧的速度补偿值以及所述开卷机的速度值确定下一轧制周期的所述开卷机的初始速度值,以使在下一轧制周期中获取目标厚度的带钢,以此完成对带钢的厚度控制,进而提高带钢的控制精度。
36、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
- 还没有人留言评论。精彩留言会获得点赞!