一种压力实时监测的激光焊接工具用随行压轮机构的制作方法
本发明属于激光焊接工具中的压轮机构,具体涉及一种压力实时监测的激光焊接工具用随行压轮机构。
背景技术:
1、在激光焊接操作过程中,为了满足两块待焊工件之间的激光拼焊的质量要求,实现待焊接位置的精度装夹,控制二者之间的间隙应小于0.05mm,因此,在焊接工具中往往会设置一个压轮来提高焊接精度。
2、现有技术针对压轮缺乏自动化控制,多采用简单的机械机构,硬装设计,不能很好的调节,其次是不能实现跟踪联动,不能实现自动跟随提供了解决方案(一种自适应焊缝跟踪的随行压轮激光焊接工具,2022209731981),但是对于压轮压力的大小控制和焊接的精度提升效果还存在可以提升的空间,没有将压力的数据进行实时监测,并且反馈到控制器中,即无法实现压轮在焊接过程中的高度调节,也无法实现压力的及时反馈和调整。
技术实现思路
1、发明目的:为解决上述问题及提高焊接质量,本发明提供一种压力实时监测的激光焊接工具用随行压轮机构。
2、技术方案:一种压力实时监测的激光焊接工具用随行压轮机构,包括壳体,压轮通过轴承座固定在压轮安装板上,所述压轮安装板与连接板连接,所述的连接板与滑块固定,滑块可沿上滑板所设置的滑轨滑动;
3、所述的滑块和上滑板为第一级滑动装置;
4、第一级滑动装置中的滑块通过弹性部件连接至第二级滑动装置,所述的第二级滑动装置包括与滑块连接的模组滑块,所述的模组滑块与滑座相对滑动,模组滑块在转轴作用下控制行进,转轴由伺服电机驱动;
5、所述的第二级滑动装置用于控制压轮在焊接时候相距工件表面距离的调节控制;
6、该压轮机构通过设置于滑块端部的压力传感器获取到压力变化值,用于感知到压轮在待焊工件表面的压力变化,然后将压力数值传输至plc控制器,所述的plc控制器用于控制伺服电机的工作,且将压力数值转化为伺服电机的控制指令,调节压轮的位置高度。
7、进一步的,对于上述的弹性部件,所述的弹性部件为连杆和弹簧的组合,弹簧套设在连杆上,弹簧与滑块之间固定连接,且连接端部设置压力传感器,所述的连杆用于限制弹簧只能纵向形变,不可发生横向扭曲。
8、对于弹性部件,还可以将弹簧设置于连杆内部,连杆为中空结构,且弹簧与压力传感器抵触,且连接至滑块上,压力传感器用于采集滑块传递过来的压轮的压力变化。
9、对于弹性部件,其他实现结构中,所述的弹性部件还包括设有一气囊,所述气囊位于套筒内,限制其横向膨胀,且套筒气囊的两端连接有连接块,连接块在与滑块端部的接触位置处可设置压力传感器。
10、对于第二级滑动装置,包括滚珠丝杆和底座上设置的滚柱直线导轨,滚珠丝杆为转轴,伺服电机驱动滚珠丝杆转动,进而实现模组滑块的运动。
11、所述机构中,伺服电机与转轴之间通过联轴器连接,包括采用万向联轴器。
12、进一步的,所述的压轮机构设有定位片,所述的定位片配合有可视窗,包括设置有刻度尺,用于观察伺服电机控制压轮伸出的长度。
13、进一步的,所述的壳体包括上壳体和底板,上滑板、滑座和伺服电机包括固定在上壳体中。
14、更进一步的,第二级滑动装置包括设置为伺服电机直驱模组结构,包括底座,底座固定连接有伺服电动机,伺服电机输出端设置有螺杆且螺杆右端与模组滑块转动连接,模组滑块的两侧设有滑槽,沿滑槽向前行进。
15、更进一步的,所述的压轮安装板和连接板存在相互咬合的连接部,包括“z”字型拼接或榫接。
16、有益效果:本发明与现有技术相比,实质性的进步和显著的效果主要包括如下三个方面,第一,本发明采用了二级滑动装置,较大程度的避免了机械硬性连接,可较大程度的避免压轮对于焊接工件表面在挤压的情况下造成的金属损伤,并且针对部分现有技术压力反馈及调节响应不及时等问题造成的焊接损伤,本发明所述机构具有较大的适用范围,通过弹性可缓解和承受的压力变化区间更大。第二,本发明在第一级滑动装置和第二级滑动装置中采用分离驱动,且弹性连接,存在减震提高稳定性的作用。第三,基于第一点和第二点可进一步设置联轴器实现伺服电机横向和纵向设置均可,可满足压轮机构体积和空间占用需要,并且还设有刻度尺及可视窗,结合观测效果保证压轮行程间距和焊接效果。
技术特征:
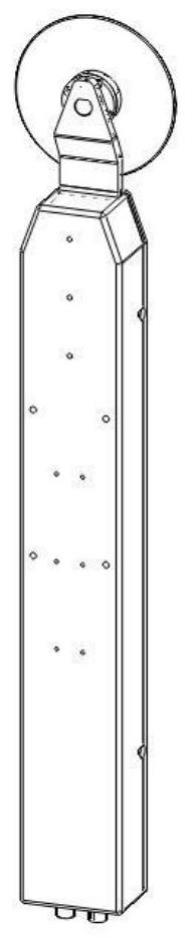
1.一种压力实时监测的激光焊接用随行压轮机构,包括壳体,其特征在于:压轮(2)通过轴承座(3)固定在压轮安装板(4)上,所述压轮安装板(4)与连接板(5)连接,所述的连接板(5)与滑块(6)固定,滑块(6)可沿上滑板(7)所设置的滑轨滑动;
2.根据权利要求1所述的压力实时监测的激光焊接用随行压轮机构,其特征在于:所述的弹性部件为连杆和弹簧的组合,弹簧套设在连杆上,弹簧与滑块(6)之间固定连接,且连接端部设置压力传感器,所述的连杆用于限制弹簧只能纵向形变,不可发生横向扭曲。
3.根据权利要求2所述的压力实时监测的激光焊接用随行压轮机构,其特征在于:所述的弹性部件为弹簧设置于连杆内部,连杆为中空结构,且弹簧与压力传感器抵触,且连接至滑块(6)上,压力传感器用于采集滑块传递过来的压轮(2)的压力变化。
4.根据权利要求1所述的压力实时监测的激光焊接用随行压轮机构,其特征在于:所述的弹性部件还包括设有一气囊,所述气囊位于套筒内,限制其横向膨胀,且套筒气囊的两端连接有连接块,连接块在与滑块端部的接触位置处可设置压力传感器。
5.根据权利要求1所述的压力实时监测的激光焊接用随行压轮机构,其特征在于:所述的第二级滑动装置包括滚珠丝杆和底座上设置的滚柱直线导轨,滚珠丝杆为转轴,伺服电机驱动滚珠丝杆转动,进而实现模组滑块的运动。
6.根据权利要求1所述的压力实时监测的激光焊接用随行压轮机构,其特征在于:所述的伺服电机与转轴之间通过联轴器连接,包括采用万向联轴器。
7.根据权利要求1所述的压力实时监测的激光焊接用随行压轮机构,其特征在于:所述的压轮机构设有定位片,所述的定位片配合有可视窗,包括设置有刻度尺,用于观察伺服电机控制压轮(2)伸出的长度。
8.根据权利要求1所述的压力实时监测的激光焊接用随行压轮机构,其特征在于:所述的壳体包括上壳体(1)和底板(12),上滑板(7)、滑座(10)和伺服电机(11)包括固定在上壳体中。
9.根据权利要求1所述的压力实时监测的激光焊接用随行压轮机构构,其特征在于:第二级滑动装置包括设置为伺服电机直驱模组结构,包括底座,底座固定连接有伺服电动机,伺服电机输出端设置有螺杆且螺杆右端与模组滑块转动连接,模组滑块的两侧设有滑槽,沿滑槽向前行进。
10.根据权利要求1所述的压力实时监测的激光焊接用随行压轮机构,其特征在于:所述的压轮安装板(4)和连接板(5)存在相互咬合的连接部,包括“z”字型拼接或榫接。
技术总结
本发明公开了一种压力实时监测的激光焊接用随行压轮机构,包括用于压轮封装的壳体,该机构中,压轮通过轴承座设置在压轮连接板上,压轮连接板与滑块固定,滑块沿着上滑板可滑动,上滑板与外壳固定。滑块通过连杆连接至滑动机构中的模组滑块,模组滑块在转轴的转动下可推进或收缩,进而在电机的作用下,可控制压轮的伸缩,与待焊接金属的表面相抵触。本发明将压轮的伸缩操作分为两级联动,将连杆与滑块之前的连接设置有一定的压缩空间,通过连杆外设置的弹簧阻止随意活动,并且弹簧与滑块之前的套设有压力传感器,用于实时监测到压轮因工件表面弧度变化产生的压力变化。
技术研发人员:金亚娟
受保护的技术使用者:帕诺瓦智能科技(苏州)有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!