一种发动机罩外板零件翻边模具和翻边卸料方法与流程
所属的技术人员容易理解,以上仅为本发明的较佳实施例而已,并不以限制本发明,凡在本发明的精神和原则下所做的任何修改、组合、替换、改进等均包含在本发明的保护范围之内。
背景技术:
1、现有技术中,汽车发动机罩是由机罩外板和内板包边而成,用于遮盖汽车发动机及机舱的组件。其中发动机罩外板在包边之前,其工序制件由冲压实现,其冲压工艺一般分为:下料(落料)→拉延→修边→翻边。用于成型汽车发动机罩的模具一般称为翻边模具或折边模具。
2、翻边模具或折边模具是乘用车发动机罩外板零件冲压成型的基础模具类型之一,翻边模具或折边模具的具体作用是在零件边缘制成一个小于等于90°的翻边,翻边后,零件会卡在模具上,无法被机器人直接抓取。需先进行卸料使零件脱模后,再由机器人抓取。目前主要卸料方法有以下两种:
3、1.1.1、基于时序控制的气动顶料卸料方法:该方法是一次翻边成型工艺,原理是通过压缩空气驱动伸缩气缸使顶料滑块按照时间顺序对零件进行推举动作来完成制件脱模的卸料过程。该方法包括步骤1、在发动机罩外板零件前后左右各安置两组及四角各一组气动滑块顶料装置(共12个顶料滑块),外加零件中间区域的一块气动橡胶顶料托盘,再加上模具左右型面的侧边利用大型气缸驱动的活动凸模。步骤2、通过压机台车上3或4组自动化气源控制器对以上全部气动装置进行时序控制,实现模具左右两边活动凸模先下沉,然后12个顶料滑块依①后方②左右③前方④四角的次序进行推举动作使零件脱模。步骤3、零件中部顶料托盘推举完成卸料。4、机器人抓取。基于时序控制的气动顶料滑块卸料方法的缺点在于:1、卸料速度慢:整个卸料过程涉及多个时序,无法并行,造成较长时间浪费,成为自动化生产线瓶颈工序,造成生产线ct值低。2、能源浪费:共需12个中型气缸、3个大型气缸,总压缩空气用量较大,造成能源浪费。3、故障率高:零件厚度一般在0.5~1mm,如果顶料滑块与凸模间隙过小则阻力大,影响卸料速度,如果间隙过大造成零件在顶料滑块与凸模之间卡住或造成零件变形。同时,多气缸快速切换导致气压不稳,也会影响正常卸料。因此,总故障率较高。
4、1.2.1、基于多模具分别翻边成型的卸料方法:该方法是多次翻边成型工艺,原理是通过将翻边工艺拆分为2~3个模具分别翻边成型(每个模具只完成一侧翻边成型),这样消除了发动机罩外板一次翻边成型后四个方向同时卡在模具凸模上的问题,使机器人抓取后,可以通过轨迹调整完成卸料。相较于时序控制的气动顶料卸料方法,生产线整体线速更快。基于多模具分别翻边成型的卸料方法的缺点在于:1、成本高:该方法需多制造2~3个模具分别对零件翻边成型,每多一个模具的同时也需多配置一台压机和一组机器人占地面积大,投资成本极高。2、能源浪费:需要多配置压机和机器人,造成能源浪费。故亟待开发一种发动机罩外板零件翻边模具以解决上述缺陷。
技术实现思路
1、针对现有技术中存在的技术问题,本发明提供了一种发动机罩外板零件翻边模具和翻边卸料方法,其不仅结构简单,而且能有效提高生产效率和减少投资成本,满足环保政策要求的高速低能耗冲压生产线的乘用车发动机罩外板零件翻边模具。
2、本发明公开了一种发动机罩外板零件翻边模具,包括下模基座和上模基座,所述下模基座设置有固定凸模,所述上模基座上设置有上模斜锲翻边刀,还包括设置于下模基座和上模基座之间的两个沿y轴向间隔布置的第一直线模组和一个沿x轴向延伸的第二直线模组,两个第一直线模组相对于固定凸模镜像对称布置,每个第一直线模组与y轴之间的存在一夹角,每个第一直线模组的移动端连接有一个斜锲活动凸模,第二直线模组的移动端连接有水平活动凸模,所述固定凸模和所述水平活动凸模沿x轴向间隔布置,所述水平活动凸模上设置有沿z轴向延伸的固定定位,所述下模基座上设置有用于辅助定位发动机罩零件的浮动定位,所述浮动定位包括仅能够实现z轴向位移自由度的固定式浮动定位和能够实现z轴向和x轴向位移的行程浮动定位,所述上模基座上设置有用于驱动固定式浮动定位和行程浮动定位沿z轴向位移的上模浮动定位驱动杆。
3、在本发明的一种优选实施方案中,所述固定式浮动定位包括沿z轴向延伸的导向套筒,所述导向套筒的一端通过氮气弹簧与所述下模基座连接,所述导向套筒的另一端连接有定位安装块,所述定位安装块上设置有沿z轴向延伸的定位杆。
4、在本发明的一种优选实施方案中,所述行程浮动定位包括沿z轴向延伸的导向套筒,所述导向套筒的一端通过氮气弹簧与所述下模基座连接,所述导向套筒的另一端连接有定位安装块,所述定位安装块上设置有沿x轴向延伸的行程气缸,所述行程气缸的活塞杆端连接有伸缩定位组件。
5、在本发明的一种优选实施方案中,所述伸缩定位组件包括第一杆件、第二杆件和定位杆,所述第一杆件与所述行程气缸的活塞杆端固接,所述第二杆件与所述第一杆件固接,所述第二杆件与所述第一杆件之间存在一夹角,所述第二杆件的端部设置有沿z轴向延伸的定位杆。
6、在本发明的一种优选实施方案中,所述第一直线模组包括导轨滑块组件和斜面驱动组件,所述导轨滑块组件固接于所述下模基座上且沿y轴延伸布置,所述导轨滑块组件的滑动端连接有所述斜锲活动凸模,所述斜面驱动组件包括固接于斜锲活动凸模上的斜楔活动凸模从动导板、固接于所述上模基座上的斜楔活动凸模驱动导板和设置于下模基座上与y轴平行延伸布置氮气弹簧b,所述斜楔活动凸模从动导板和所述斜楔活动凸模驱动导板一一对应布置,所述斜楔活动凸模从动导板和所述斜楔活动凸模驱动导板两者斜面配合。
7、在本发明的一种优选实施方案中,所述第二直线模组包括沿x轴向布置的水平滑动导板和行程驱动气缸,所述水平滑动导板上滑动配合连接有所述水平活动凸模,所述水平活动凸模与所述行程驱动气缸的活塞杆端连接。
8、在本发明的一种优选实施方案中,所述水平活动凸模上设置有水平活动凸模从动导板,所述上模基座上设置有水平活动凸模驱动导板,所述水平活动凸模从动导板和所述水平活动凸模驱动导板一一对应布置,所述水平活动凸模从动导板和所述水平活动凸模驱动导板两者斜面配合。
9、在本发明的一种优选实施方案中,所述固定式浮动定位至少包括三个,所述行程浮动定位包括至少两个,所述固定式浮动定位和所述行程浮动定位沿发动机罩零件的外周面间隔布置。
10、本发明还公开了一种发动机罩外板零件翻边卸料方法,其使用如发动机罩外板零件翻边模具对发动机罩零件冲压成型发动机罩零件翻边,成型的发动机罩零件翻边角度小于等于90°,发动机罩零件翻边完成后,下模基座和上模基座脱离时,首先斜锲活动凸模在氮气弹簧b作用下完成发动机罩零件翻边和斜锲活动凸模的脱离,然后行程驱动气缸工作,水平活动凸模上的固定定位沿x轴向发动机罩零件实现发动机罩零件翻边与固定凸模脱离。
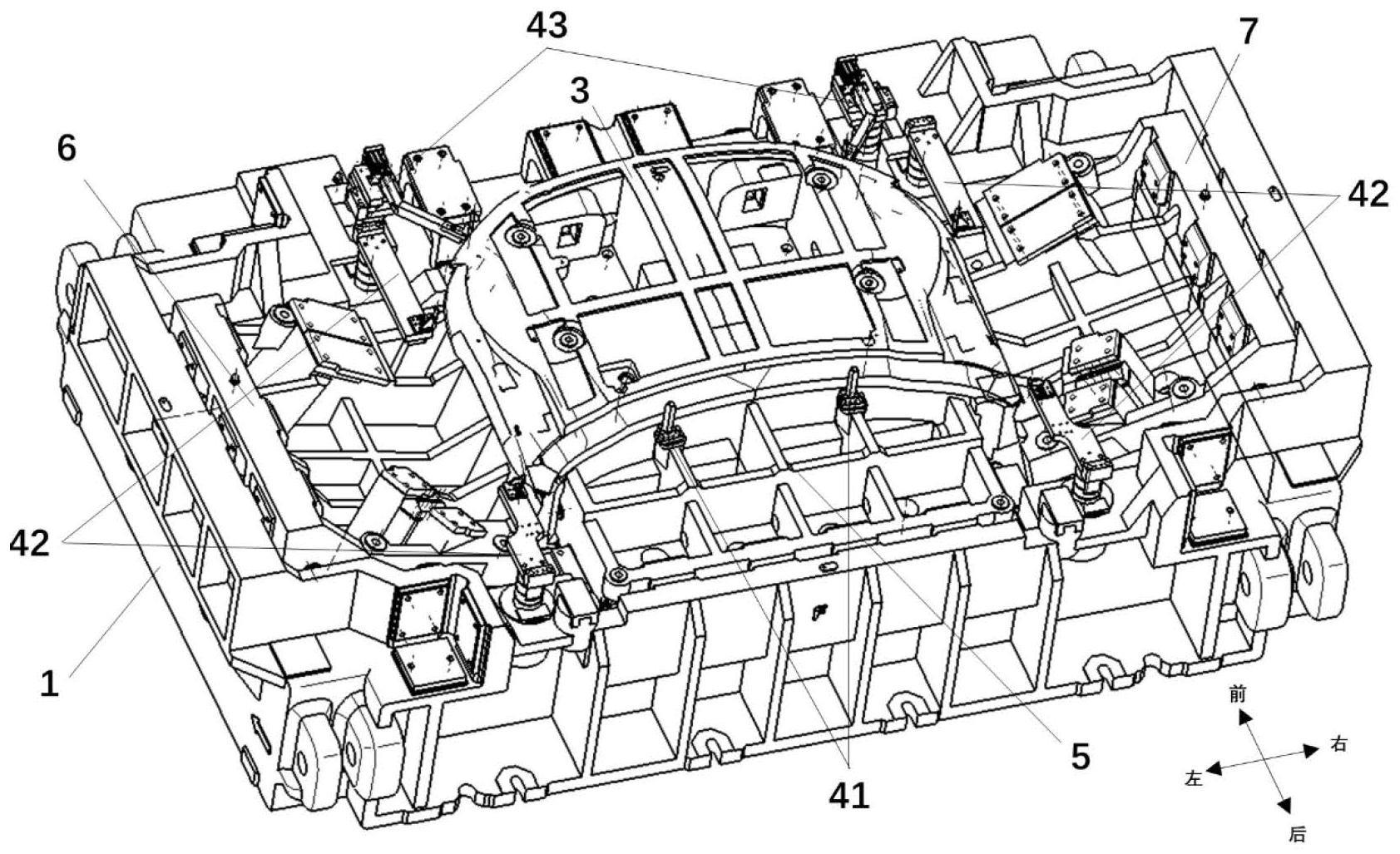
11、在本发明的一种优选实施方案中,本发明包括一套变动式零件定位系统,及用于配合所述的变动式零件定位系统进行零件脱模的水平活动凸模、左侧斜锲活动凸模、右侧斜锲活动凸模;还包括用于固定上述部件的下模基座、固定凸模和上模基座。
12、在本发明的一种优选实施方案中,所述变动式零件定位系统,分别在固定凸模的前后左右四个边各设计两组定位。包括2组固定定位、6组浮动定位构成。所述固定定位安装在水平活动凸模上;所述浮动定位包括安装在下模基座左右两侧各2组固定式浮动定位和前方2组行程浮动定位,每组固定式浮动定位由氮气弹簧a、定位安装块、定位杆、导向套筒、上模浮动定位驱动杆组成,其中定位杆安装在定位安装块上,定位安装块安装在导向套筒上,导向套筒内有氮气弹簧a,氮气弹簧a安装在下模基座上,上模浮动定位驱动杆安装在于氮气弹簧a同轴位置对应的上模基座上。
13、在本发明的一种优选实施方案中,在固定式浮动定位的基础上加装了行程气缸。气缸伸缩杆与定位杆相连,组成行程气缸伸缩定位杆。
14、在本发明的一种优选实施方案中,所述水平活动凸模,包括后侧翻边凸模、水平滑动导板、行程驱动气缸、水平活动凸模从动导板、水平活动凸模驱动导板。所述后侧翻边凸模的后方竖直安装4块斜楔从动导板,底面安装有水平滑动导板,该翻边凸模滑块放置在下模基座后方的水平导滑面上。所述行程气缸安装在固定式凸模正下方的下模基座上,其气缸伸缩杆与翻边凸模滑块相连,水平活动凸模驱动导板安装在上面基座上。
15、在本发明的一种优选实施方案中,所述左侧斜锲活动凸模,包括左翻边斜锲凸模滑块、滑动导板、斜楔活动凸模从动导板、斜楔活动凸模驱动导板、氮气弹簧b。所述左翻边凸模滑块底面安装的滑动导板与下模基座的左侧斜楔导滑面接触,该导滑面与水平夹角之间的夹角的取值范围为10°~60°。所述斜楔驱动导板竖直安装在翻边凸模滑块上。所述氮气弹簧b的座面固定安装在左侧的下模基座上,弹性部分与翻边凸模滑块左端面接触。
16、在本发明的一种优选实施方案中,所述右侧斜锲活动凸模与左侧斜锲活动凸模,以模具中线互为镜像结构。
17、在本发明的一种优选实施方案中,所述位于凸模前方的两组行程浮动定位上安装的行程气缸的设计行程应等于水平活动凸模的运动距离。
18、在本发明的一种优选实施方案中,所述水平活动凸模、左侧斜锲活动凸模、右侧斜锲活动凸模的运动距离设计均因保证大于零件设计的翻边高度。
19、在本发明的一种优选实施方案中,所述浮动定位上升最高点时应保证定位杆上端面高于凸模型面50mm以上;模具完全闭合时,浮动定位在下沉到最低点应保证定位与翻边斜锲无干涉发生,并预留5mm的安全量。
20、在本发明的一种优选实施方案中,具体步骤包括,
21、s1,上模基座位于压机滑块上极限位置;水平活动凸模的行程驱动气缸伸出,使后侧翻边凸模远离固定凸模;左侧斜锲活动凸模的氮气弹簧b伸出,使翻边斜锲凸模滑块下沉在固定凸模下方;氮气弹簧推举固定式浮动定位和行程浮动定位处于上浮位置;行程浮动定位的行程气缸伸出,使行程气缸伸缩定位杆靠近固定凸模;固定定位随后侧翻边凸模远离固定凸模;
22、s2、零件投入模具,在变动式零件定位系统的作用下零件与固定凸模完全贴合;
23、s3、压机开始工作,上模基座随压机滑块向下运动,上模基座上的斜楔活动凸模驱动导板与斜楔活动凸模从动导板接触,驱动翻边斜锲凸模滑块斜向上运动,使翻边斜锲凸模滑块与固定凸模和后侧翻边凸模拼接成完整的翻边凸模型面;上模基座上的水平活动凸模驱动导板与水平活动凸模从动导板接触,对后侧翻边凸模进行限位;上模浮动定位驱动杆与浮动定位的定位安装块接触,使固定式浮动定位和行程浮动定位下沉,用于回避上模斜锲翻边刀;
24、s4、压机滑块运动到下极限位置,模具完全闭合,上模斜锲翻边刀在发动机罩零件上翻边成型出发动机罩零件翻边;
25、s5、压机滑块开始回程,左侧斜锲活动凸模的斜楔活动凸模驱动导板与斜楔活动凸模从动导板脱离,氮气弹簧b伸出,推动翻边斜锲凸模滑块下沉,使翻边斜锲凸模滑块与发动机罩零件左翻边脱离;右侧斜锲活动凸模的动作与左侧斜锲活动凸模以模具中线互为镜像,使发动机罩零件右翻边脱离;上模浮动定位驱动杆与定位安装块脱离,使固定式浮动定位和行程浮动定位上浮;
26、s6、压机滑块回程至50%,行程浮动定位的行程气缸收缩,使行程气缸伸缩定位杆处于远离固定凸模的位置;水平活动凸模的行程驱动气缸收缩,拉动后侧翻边凸模靠近固定凸模;后侧翻边凸模上的固定定位推动发动机罩零件向前运动至行程气缸伸缩定位杆位置,使发动机罩零件前方的发动机罩零件翻边脱离固定凸模;
27、s7、压机滑块回程至上极限,零件已完成卸料,机械手进入模具对零件抓取。
28、本发明的有益效果是:本发明具有结构简单、使用方便、成本低、精度好、效率高的优点,本发明通过引入一套变动式零件定位系统和与其配合的三个活动凸模部件,实现了对冲压成型的发动机罩外板零件水平位移式卸料。本发明相较于行业内一直采用的卸料方法,解决了以下问题:该发明首先解决了多模具分别翻边成型的卸料方法存在的设备投资成本高、占地面积大、能源消耗量高的缺点。其次,相较于时序控制的气动顶料滑块卸料方法存在的动作耗时长、能耗高、故障率高的缺点;同时本发明相较于现有技术还具有以下优点:1、取消了复杂的时序气动动作,消除卸料等待时间,提升生产线速spm值由10提升至20以上;2、气动驱动单元由15个下降为3个,总耗气量下降85%,大幅度减少压损空气能源消耗;3、消除顶料卸料装置,因而不在需要间隙配合式的卸料结构,完全消除了卡料造成机器人抓取失败的故障率。而且还在模具通用设计简易化、模具装配调试快速化、缩短新模具导入快速安定化周期等方面具备显著优势。保障了高效绿色化工厂的生产稳定性,具有极大的推广价值;
29、进一步的,本发明的包括下模基座和上模基座,下模基座设置有固定凸模,上模基座上设置有上模斜锲翻边刀,还包括设置于下模基座和上模基座之间的两个沿y轴向间隔布置的第一直线模组和一个沿x轴向延伸的第二直线模组,两个第一直线模组相对于固定凸模镜像对称布置,每个第一直线模组与y轴之间的存在一夹角,每个第一直线模组的移动端连接有一个斜锲活动凸模,第二直线模组的移动端连接有水平活动凸模,固定凸模和水平活动凸模沿x轴向间隔布置,水平活动凸模上设置有沿z轴向延伸的固定定位,下模基座上设置有用于辅助定位发动机罩零件的浮动定位,浮动定位包括仅能够实现z轴向位移自由度的固定式浮动定位和能够实现z轴向和x轴向位移的行程浮动定位,上模基座上设置有用于驱动固定式浮动定位和行程浮动定位沿z轴向位移的上模浮动定位驱动杆;其中固定定位+浮动定位协同工作可以保证对发动机罩零件上料时的定位,保证发动机罩零件与固定凸模完全贴合;同时浮动定位的存在可以保证成型发动机罩零件翻边时上模斜锲翻边刀不会与变动式零件定位系统发生干涉;
30、进一步的,本发明的固定式浮动定位包括沿z轴向延伸的导向套筒,导向套筒的一端通过氮气弹簧与下模基座连接,导向套筒的另一端连接有定位安装块,定位安装块上设置有沿z轴向延伸的定位杆,该结构设计具有结构简单、稳定性好、便于装配的优点;
31、进一步的,本发明的行程浮动定位包括沿z轴向延伸的导向套筒,导向套筒的一端通过氮气弹簧与下模基座连接,导向套筒的另一端连接有定位安装块,定位安装块上设置有沿x轴向延伸的行程气缸,行程气缸的活塞杆端连接有伸缩定位组件,其可以有效地避免冲压成型后的发动机罩零件下料时的干涉问题,同时结构设计具有结构简单、兼容性高、稳定性好、便于装配的优点,其与固定式浮动定位配合能够稳定的限位发动机罩零件;
32、进一步的,本发明伸缩定位组件包括第一杆件、第二杆件和定位杆,第一杆件与行程气缸的活塞杆端固接,第二杆件与第一杆件固接,第二杆件与第一杆件之间存在一夹角,第二杆件的端部设置有沿z轴向延伸的定位杆,该结构设计能够保证其与各种型号、不同尺寸的限位发动机罩零件的接触,提高了本发明的兼容性;
33、进一步的,本发明的第一直线模组包括导轨滑块组件和斜面驱动组件,导轨滑块组件固接于下模基座上且沿y轴延伸布置,导轨滑块组件的滑动端连接有斜锲活动凸模,斜面驱动组件包括固接于斜锲活动凸模上的斜楔活动凸模从动导板、固接于上模基座上的斜楔活动凸模驱动导板和设置于下模基座上与y轴平行延伸布置氮气弹簧b,斜楔活动凸模从动导板和斜楔活动凸模驱动导板一一对应布置,斜楔活动凸模从动导板和斜楔活动凸模驱动导板两者斜面配合,该结构设计具有结构紧凑、稳定性好的优点;
34、进一步的,本发明的第二直线模组包括沿x轴向布置的水平滑动导板和行程驱动气缸,水平滑动导板上滑动配合连接有水平活动凸模,水平活动凸模与行程驱动气缸的活塞杆端连接,该结构设计只需要一个行程驱动气缸既可以实现脱模控制,具有结构紧凑的优点;
35、进一步的,水平活动凸模上设置有水平活动凸模从动导板,上模基座上设置有水平活动凸模驱动导板,水平活动凸模从动导板和水平活动凸模驱动导板一一对应布置,水平活动凸模从动导板和水平活动凸模驱动导板两者斜面配合;水平活动凸模从动导板和水平活动凸模驱动导板的存在能够实现后侧翻边凸模51位置的精确调节,从而保证零件翻边的精度。
- 还没有人留言评论。精彩留言会获得点赞!