一种多道工序同时加工的亚微米级精度可调式刀盘及方法与流程
本发明涉及一种可调式刀盘,具体为一种多道工序同时加工的亚微米级精度可调式刀盘及方法,属于精密光学零件加工。
背景技术:
1、刀盘是指能够安装切削用刀具的盘状底座,传统的刀盘,一般的是将刀盘安装在机床的主轴上,把金刚石刀片用刀盘上的锲块压在刀盘上,然后开动主轴,刀盘转动既能够实现对零件的加工。
2、但此法因为金刚石刀片不具有可调性,而在对一些较为精密的零件,例如一些光学零件,因对加工要求的精度较高,而现有的刀盘所安装的刀具位置不可调,往往不能满足对精密零件加工需要,其次,在对精密零件的切削加工时,往往要有粗加工、半精加工及精加工多个加工流程,若能将多个加工流程整合在一个刀盘中,则能够实现多道工序加工的一次性,极大的提高了加工效率。
技术实现思路
1、本发明的目的就在于为了解决上述至少一个技术问题而提供一种多道工序同时加工的亚微米级精度可调式刀盘及方法。
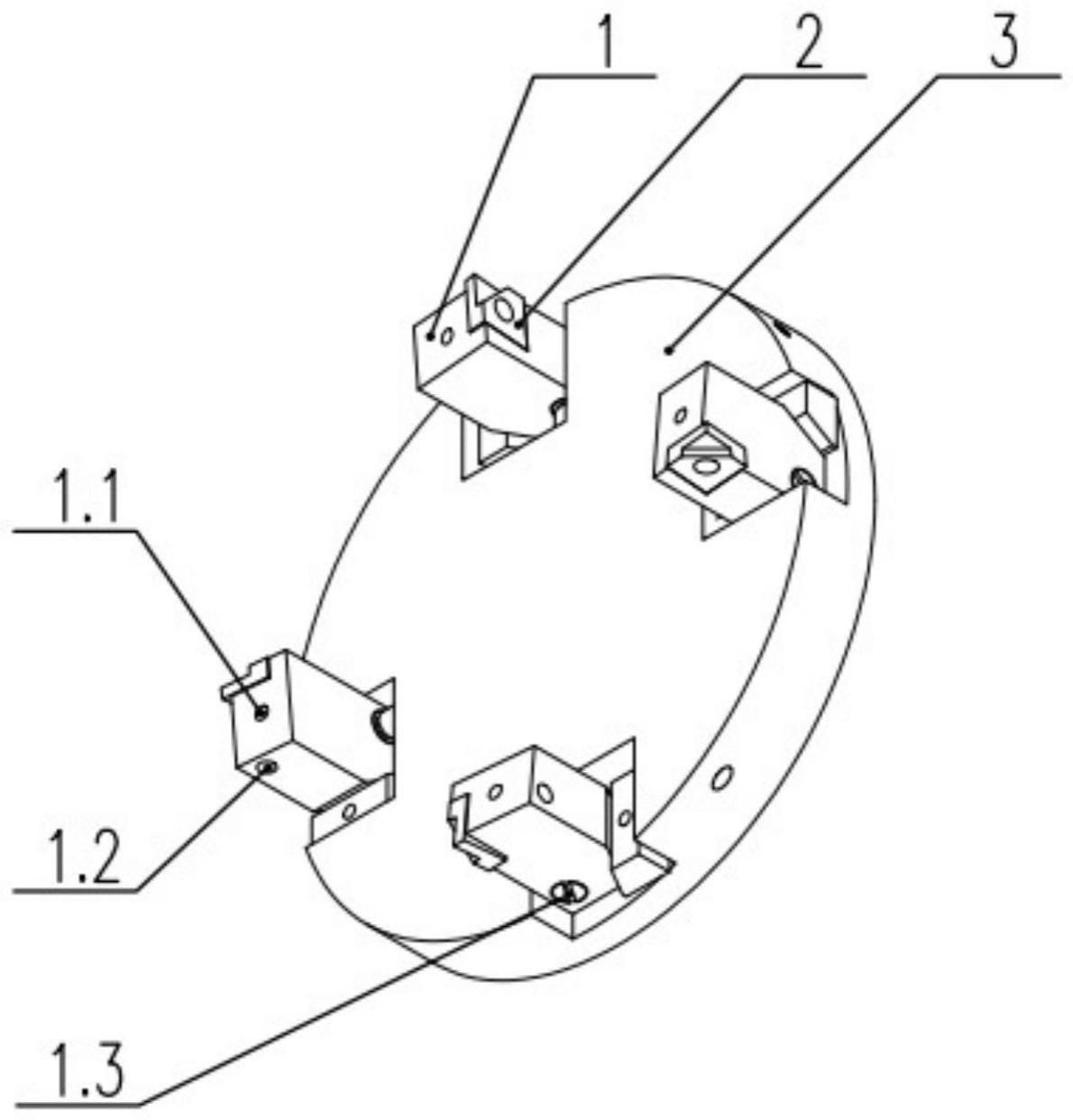
2、本发明通过以下技术方案来实现上述目的:一种多道工序同时加工的亚微米级精度可调式刀盘及方法,包括刀座、车刀以及刀盘座,刀座的底端固定安装在刀盘座所开设的槽位内,刀座的上端外侧安装有车刀,刀座底端在刀盘座所开设槽位内设置有差动螺杆微调机构;
3、差动螺杆微调机构包括锲形块、差动螺杆以及顶丝,差动螺杆沿着刀盘座半径方向与刀座连接在一起,锲形块的一侧面与刀座底端紧贴在一起,且锲形块的另一侧面与穿过刀盘座所开设顶丝孔的顶丝紧贴在一起。
4、作为本发明再进一步的方案:所述顶丝每转动一圈,锲形块推动刀座在高度方向的调整移动距离为0.404mm,通过电感测微仪,使得高度方向的调节精度为0.1um。
5、作为本发明再进一步的方案:刀座的上端外侧面开设有用于卡放车刀的刀槽,且刀座上端开设有垂直于刀槽的车刀安装孔。
6、作为本发明再进一步的方案:刀座从顶端呈竖向开设有刀座安装孔,刀盘座的底面开设有刀座连接孔。
7、作为本发明再进一步的方案:刀座连接孔呈长条状。
8、作为本发明再进一步的方案:所述刀盘座所开设槽位的后侧面开设有差动螺杆安装孔,且所述差动螺杆穿过刀座底部所开设的穿孔螺纹连接在螺杆安装孔内,且所述差动螺杆每转动一圈,刀座在直径方向的调整移动距离为0.25mm,通过电感测微仪,可以使得直径方向的调节精度为0.1um。
9、作为本发明再进一步的方案:刀座底部所开设用于差动螺杆的穿孔直径大于差动螺杆的杆身直径。
10、作为本发明再进一步的方案:刀盘座上呈十字状开设有四个分别用于连接刀座的槽位,且以顺时针方向,四个槽位根据差动螺杆与顶丝的旋拧调节程度不同分为粗加工工位、半精加工工位、精加工工位以及预留工位。
11、一种多道工序同时加工的亚微米级精度可调式刀盘,其调节方法包括以下步骤:
12、步骤一、刀座通过刀座连接孔.连接在刀盘座上,车刀通过车刀安装孔.连接在刀座上,差动螺杆通过差动螺杆连接孔.和差动螺杆安装孔.连接,顶丝通过顶丝孔.将锲形块与刀座靠紧;
13、步骤二、调整差动螺杆及顶丝将四把车刀的位置分别调到粗加工、半精加工及精加工的位置,其中差动螺杆用于调整半径方向位置,顶丝用于调整高度方向位置;
14、步骤三、差动螺杆和顶丝可以实现车刀的精确调整,通过差动螺杆的调整,使得刀盘的每个刀位在直径方向的调整精度为0.1um,通过顶丝的调整,使得刀盘的每个刀位在高度方向的调整精度为1um。
15、本发明的有益效果是:通过锲形块及差动螺杆微调机构的结构形式,使得刀片在直径方向和高度方向可调,提高了切削时的精度,同时,通过调节每把刀精确位置,实现了精密光学零件粗加工、半精加工及精加工的同时进行,节约了加工时间,可用于对平面度及粗糙度要求较高的精密零件的检测领域,刀盘调节方便、精度较高,满足于绝大多数精密零件的应用需求,且顶丝转动一圈,锲形块推动刀座在高度方向调整0.404mm,差动螺杆转动一圈,刀座在直径方向调整0.25mm,通过电感测微仪,可以使得在直径方向和高度方向的调节精度为0.1um,基于直径方向和高度方向的双向调节,可使调节的精度达到亚微米级别,能够实现精准的切削作业。
技术特征:
1.一种多道工序同时加工的亚微米级精度可调式刀盘,其特征在于:包括刀座(1)、车刀(2)以及刀盘座(3),所述刀座(1)的底端固定安装在刀盘座(3)所开设的槽位内,所述刀座(1)的上端外侧安装有车刀(2),所述刀座(1)底端在刀盘座(3)所开设槽位内设置有差动螺杆微调机构;
2.根据权利要求1所述的亚微米级精度可调式刀盘,其特征在于:所述顶丝(6)每转动一圈,锲形块(4)推动刀座(1)在高度方向的调整移动距离为0.404mm,通过电感测微仪,使得高度方向的调节精度为0.1um。
3.根据权利要求1所述的亚微米级精度可调式刀盘,其特征在于:所述刀座(1)的上端外侧面开设有用于卡放车刀(2)的刀槽,且所述刀座(1)上端开设有垂直于刀槽的车刀安装孔(1.2)。
4.根据权利要求3所述的亚微米级精度可调式刀盘,其特征在于:所述刀座(1)从顶端呈竖向开设有刀座安装孔(1.1),所述刀盘座(3)的底面开设有刀座连接孔(3.2)。
5.根据权利要求4所述的亚微米级精度可调式刀盘,其特征在于:所述刀座连接孔(3.2)呈长条状。
6.根据权利要求3所述的亚微米级精度可调式刀盘,其特征在于:所述刀盘座(3)所开设槽位的后侧面开设有差动螺杆安装孔(3.3),且所述差动螺杆(5)穿过刀座(1)底部所开设的穿孔螺纹连接在螺杆安装孔(3.3)内,且所述差动螺杆(5)每转动一圈,刀座(1)在直径方向的调整移动距离为0.25mm,通过电感测微仪,可以使得直径方向的调节精度为0.1um。
7.根据权利要求6所述的亚微米级精度可调式刀盘,其特征在于:所述刀座(1)底部所开设用于差动螺杆(5)的穿孔直径大于差动螺杆(5)的杆身直径。
8.根据权利要求1所述的亚微米级精度可调式刀盘,其特征在于:所述刀盘座(3)上呈十字状开设有四个分别用于连接刀座(1)的槽位,且以顺时针方向,四个槽位根据差动螺杆(5)与顶丝(6)的旋拧调节程度不同分为粗加工工位(10.1)、半精加工工位(10.2)、精加工工位(10.3)以及预留工位(10.4)。
9.一种实施权利要求1至权利要求7任意一项所述一种多道工序同时加工的亚微米级精度可调式刀盘的调节方法,其特征在于:所述调节方法包括以下步骤:
技术总结
本发明公开了一种多道工序同时加工的亚微米级精度可调式刀盘及方法,包括刀座、车刀以及刀盘座、差动螺杆微调机构;本发明通过锲形块及差动螺杆微调机构的结构形式,顶丝转动一圈,锲形块推动刀座在高度方向调整0.404mm,差动螺杆转动一圈,刀座在直径方向调整0.25mm,通过电感测微仪,可以使得在直径方向和高度方向的调节精度为0.1um,基于直径方向和高度方向的双向调节,可使调节的精度达到亚微米级别,能够实现精准的切削作业,通过调节每把刀精确位置,实现了精密光学零件粗加工、半精加工及精加工的同时进行,节约了加工时间,刀盘调节方便、精度较高,满足于绝大多数精密零件的应用需求。
技术研发人员:李增强
受保护的技术使用者:华粹智能装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!