一种焊接环自动化焊接系统及其焊接方法与流程
本发明涉及焊接环生产加工,具体是一种焊接环自动化焊接系统及其焊接方法。
背景技术:
1、新能源汽车弹簧主要分为电机弹簧,汽车座椅弹簧,前后稳定杆,离合器弹簧,变速箱弹簧,制动系统弹簧,天线弹簧,门锁系统弹簧,天窗弹簧,汽车大灯卡簧,电动尾门弹簧,雨刮器弹簧,充电桩系统弹簧等应用非常广泛;其中波形弹簧具有节省空间的独特优势,可以用来代替圆线弹簧。通过降低弹簧工作高度,波簧也减少了弹簧腔的体积。它以较小的组件尺寸和较少的制造材料实现了成本的节约。波簧属于负荷承载设备。它们占据间隙,并且补偿装置中的尺寸变化。通过逐渐累积或突然改变负荷使波簧达到预定工作高度,可以产生几乎任何一种范围的力度。如此便可建立负荷与变形程度成比例的精确弹性比率。动态和静态弹簧应用都需要有功能要求。每个弹簧都具有特殊的性能特征,以满足各种精确的操作条件。
2、焊接环是一个金属环片,可应用于波簧、垫圈、连接件等结构领域,其在下料绕圈断料形成,因此需要对端头处进行焊接,现有技术中大都通过人工进行焊接,焊接之后再人工放置到相应的检测装置前,通过机器检测是否符合行业标准,其自动化程度低,而且随着人工智能正在快速发展,机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是通过机器视觉产品(即图像摄取装置,分cmos和ccd两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统。机器视觉检测系统采用ccd照相机将被检测的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号,图像处理系统对这些信号进行各种运算来抽取目标的特征。
3、专利公开号为cn112872589a公开了一种焊接环焊接装配视觉检测装置,安装有ccd相机、载物板、激光焊接头、定位灯和电动伸缩杆,使得装置优化了自身的性能,使用时,一方面ccd相机会启动,对放置在载物板上的待焊件进行拍摄监控,并且将拍摄到的数据发送给后台电脑,再利用电脑上的图像处理系统对这些数据进行处理,使得待焊件的实际情况可以直观地显示出来,进而便于后台工作人员通过视频分析焊接位置,实现对于装置的焊接位置的调节,进而使得装置通过增设自动化视觉检测功能,可以代替人眼来做测量和判断,提升了焊接效果;但在应用中仍存在如下问题:
4、(1)上料工序采用人工进行上料,需专人全程操作,而且由于人工卡装至上料工位的一致性不好,因此ccd相机拍照反馈焊缝位置后,激光焊接头焊接时一般都需要移动,因此焊接过程会人工焊缝位置不一致而造成浪费取整体焊接工序的时间,降低了焊接效率;
5、(2)该申请中的热处理工序是在其它位置的热处理工序中完成的,焊接后的焊接环需要输送至热处理工序进行操作,还需要对应的人员进行完成,操作比较繁琐,
6、(3)下料工序通过采用人工进行取料,然后放置到物料框内,取料之后再采用人工卡放上料,其人工劳动强度大,操作麻烦,费时费力;
7、因此,上述专利整个过程中没有实现连续性,等待上一个焊接环完成卡放、检测、焊接、再检测、下料的过程之后,才能进行下一焊接环对应的加工操作,所以并没有实现真正意义上的自动化,还有待进一步改进;如何实现焊接环的全程自动化生产加工,目前市场上还没有相应的工艺和生产线。
技术实现思路
1、本发明的目的是为了克服现有技术存在的缺陷和不足,提供一种焊接环自动化焊接系统及其焊接方法,解决了现有技术中存在的种种问题。
2、为实现上述目的,本发明提供如下技术方案:
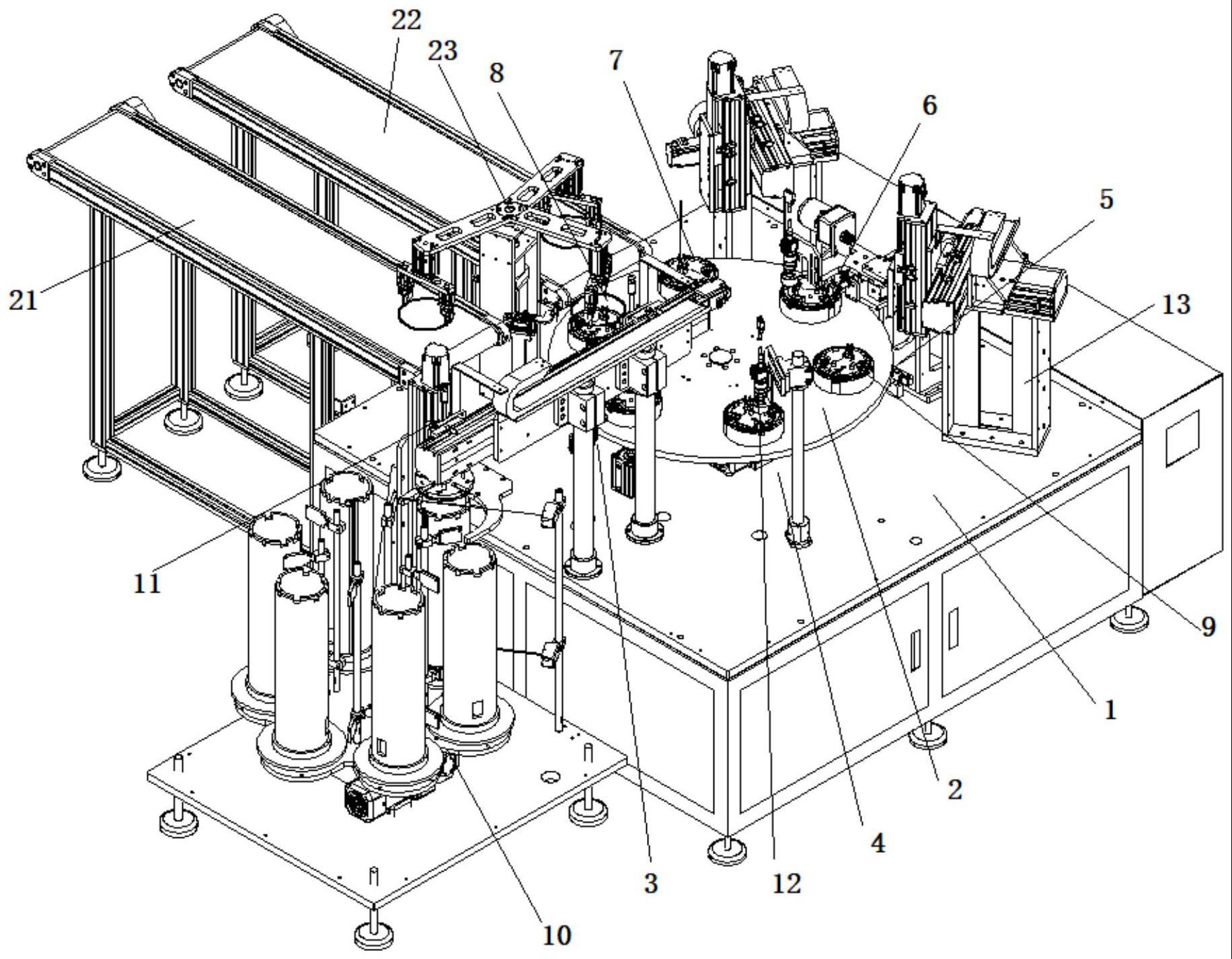
3、一种焊接环自动化焊接系统,包括有工作台,所述工作台上转动安装有转盘,工作台的中心位置上安装有轴承座,且转盘固定安装在轴承座上,转盘的转动通过下方的电机驱动,所述转盘圆周外侧的工作台上均布设置有多个工位,依次设置有上料工位、拍照定位工位、激光焊接工位、拍照检查工位、退火工位、取料工位,所述转盘上安装有与各工位一一对应的用于卡放焊接环的多个固定工装;
4、所述上料工位对应的工作台外侧设置有用于循环自动供料的供料机构,所述上料工位与供料机构之间设置有往复移动的取放料机构;
5、所述拍照定位工位对应的工作台上设置有立柱,所述立柱上通过固定支座安装有位于该工位固定工装正上方的ccd组件;
6、所述激光焊接工位对应的工作台上设置有支撑架,所述支撑架上安装有横向、纵向、竖直方向上空间位置可调的焊接组件;
7、所述拍照检查工位对应的工作台上设置有支撑立架,所述支撑立架上架设有朝向转盘径向方向的导轨,所述导轨上安装有滑座,所述滑座上安装有前后间隔设置的拍照机构和清扫机构;
8、所述退火工位包括有固定支架,所述固定支架上架设有横向、纵向、竖直方向上空间位置可调的退火机构;
9、所述取料工位对应的工作台外侧架设有两并列设置的接料循环输送带,分别为合格件循环输送带和不合格件循环输送带,合格件循环输送带和不合格件循环输送带之间架设有卸料机构。
10、所述供料机构包括有存料台板,所述存料台板上转动安装有储料转盘,所述储料转盘的圆周边缘处均布有径向设置的凹槽,凹槽将储料转盘形成多个间隔设置径向凸出的储料工位,所述储料工位上分别设置有用于套装焊接环的套筒,所述套筒上套装有可上下滑动的顶升套,所述存料台板上设有取料工位,所述取料工位正对于上料工位,取料工位与上料工位之间设置有可升降的用于抬升顶升套的托举机构,所述托举机构包括有托举爪,所述托举爪的一侧设有与顶升套的一侧外边缘配合的凹腔,且凹腔的内侧面与套筒的外圆以及储料工位的储料转盘凸出边缘留有间隙,所述托举爪的升降通过一侧的丝杆升降组件驱动。
11、所述套筒外侧壁上设有竖向设置的卡槽,所述卡槽中卡装有方便定位焊接环两端头的芯棒,所述芯棒的截面为t形;所述顶升套的的上端面为台阶面,内侧设有用于推顶焊接环的环形凸台,顶升套的内侧壁设有导槽,所述导槽与芯棒导向配合;
12、所述托举机构一侧架设有竖向设置的光电立柱,所述光电立柱上安装有用于检测套筒上物料有无的光电传感器,所述套筒内侧的存料台板上分别对应设置有反光镜立柱,所述反光镜立柱的上、下端分别通过光轴固定码固定安装有反光镜固定片,所述套筒的口部以及套筒的下端部分别设有与反光镜固定片位置对应的开口,所述开口用于透过光电传感器发出的光线,感应物料的位置和有无,切换储料转盘自动供料。
13、所述取放料机构包括有支撑柱,所述支撑柱上架设有朝向上料工位的横梁,所述横梁的一侧导向安装有导向滑动座,所述导向滑动座的移动通过丝杆组件驱动,所述导向滑动座上可升降的取放料气缸,所述取放料气缸的活塞杆伸出端安装有取放料板,所述取放料板的底端面安装有多个间隔设置的与焊接环外圆位置对应配合的限位块,所述限位块的的底端面为用于限位焊接环上端面和内侧面的台阶面,所述限位块的中部设有凹腔,所述凹腔内卡装固定有磁铁,所述取放料板的底端面上还可以安装有与限位块错开的圆周位置上安装有辅助取料的磁铁。
14、所述固定工装包括有固定套,所述固定套的上端面内侧设置有用于卡放焊接环的限位凸台,所述限位凸台上均布有径向设置的凹槽,所述开槽对应的固定套上端面外侧分别设有与其对应的卡装槽,所述卡装槽中卡装有用于支撑焊接环边缘处的支撑块,所述开槽对应的固定套内侧设置有同步翻转的压爪组件;
15、所述压爪组件包括有设置在固定套内侧的固定块,所述固定块上铰接有压爪,所述压爪的前端端部底端面上分别设有用于对产品外边缘进行导向限位的楔形块,所述压爪的底端部分别通过铰接轴铰接在升降块上,所述升降块设置在固定套内,所述升降块的升降通过底端的气缸驱动。
16、所述焊接组件包括有架设在支撑架上的横梁,所述横梁上导向安装有横向移动座,所述横向移动座上设置有纵梁,所述纵梁上导向安装有纵向移动座,所述纵向移动座的一侧安装有竖梁,所述竖梁上导向安装有竖向移动座,所述竖向移动座上固定安装有用于焊接的激光焊接头;所述横向移动座、纵向移动座以及竖向移动座的移动分别通过对应的丝杆组件驱动。
17、所述清扫机构包括有抛光头,所述抛光头通过转轴转动安装在立板上,所述立板固定安装在滑座的一侧的固定板上,所述抛光头的转动通过上方的电机驱动;所述拍照机构位于抛光机构的正前方,所述拍照机构包括有与固定板连接固定的连接板,所述连接板上固定安装有ccd组件。
18、所述退火机构包括有架设在固定支架上的横向梁,所述横向梁上导向安装有横导向座,所述横导向座上设置有纵向梁,所述纵向梁上导向安装有纵导向座,所述纵导向座的一侧安装有竖向梁,所述竖向梁上导向安装有竖导向座,所述竖导向座上固定安装有用于退火的退火头;所述横向导向座、纵向导向座以及竖向导向座的移动分别通过对应的丝杆组件驱动。
19、所述卸料机构包括有支撑架二,所述支撑架二顶端转动安装有旋转板,所述旋转板的三个径向延伸板的端部分别固定安装有竖直向下的卸料气缸,所述卸料气缸的活塞杆伸出端安装有卸料座,所述卸料座的底端面两端分别安装有双向夹紧气缸,所述双向夹紧气缸的两个伸缩杆端部分别连接有对应设置的夹爪,所述夹爪的夹持端面上分别设有用于卡装焊接环的卡槽。
20、与现有技术相比,本发明的有益效果是:
21、1、产品实现连续性自动上料
22、通过储料转盘的转动,实现多个储料工位的循环上料的切换,同时设备运行前焊接环均事先叠加放置到储料工位上,当一个套筒上的焊接环完全被取出之后,储料转盘转动,对下一储料工位套筒上的焊接环进行取料,从而保证取放料机构取放料过程中的供料不间断,而且取料的同时不影响对去完料后的储料工位上的套筒进行叠加放料,实现了自动上料,上料的一致性好;
23、2、产品焊接前通过ccd拍照确认焊接位置,准确确定焊接位置,后台控制后面焊接头移动到对应的位置,同时焊接激光实现焊接环端头高质量焊接;
24、3、实现焊接后产品焊缝宽度数值100%检查,
25、4、实现焊接后产品在线退火;
26、5、实现设备将合格和不合格焊接环分别装入不同的接料箱。
- 还没有人留言评论。精彩留言会获得点赞!