一种成型刀具及活塞环岸和群部的粗加工方法与流程
本发明涉及活塞粗加工,具体涉及一种成型刀具及活塞环岸和群部的粗加工方法。
背景技术:
1、活塞外圆上部为活塞环槽部,活塞环槽部装入活塞环后,活塞、活塞环、缸套三者形成密封结构;活塞外圆下部为活塞裙部,活塞裙部承受活塞销孔传递的侧向力,活塞裙部与缸套配合起导向作用,在活塞制造加工过程中,需要预先对活塞的环岸面和群部面就行粗加工。
2、现有技术中,如图3所示,活塞环岸和群部的粗加工方法的走刀轨迹示意图,粗加工过程中,需要采用上下两把刀具分别加工活塞环岸面和群部面,上刀具是由上刀体103和上刀刃块104组成,下刀具是由下刀体101和下刀刃块102组成,上刀体103和下刀体101共同定位在安装板600上,并将上刀刃块104和下刀刃块102方向设置,粗加工活塞环岸面时,下刀刃块102自上至下进给切削活塞环岸面,粗加工活塞群部面时,上刀刃块104自下至上进给切削活塞群部面,群部面底存在切削余量,需要再次对群部面底进行倒角切削处理,切削处理费时费工;此外采用上下两把刀具需要分别进行进给量数控程序设定,并调整上下两把刀具初始走刀轨迹位置,调整操作不便,需要频繁更换上下两把刀具进给切削使用,在大批量加工活塞件时,存在加工周期长、更换刀具数量多和刀具寿命短等缺陷,影响活塞粗加工生产效率。
技术实现思路
1、本发明的目的在于提供一种成型刀具,用于解决现有技术中采用频繁更换的上下两把刀具导致粗加工活塞环岸面和群部面调整操作不便的问题。
2、本发明的目的可以通过以下技术方案实现:
3、一种成型刀具,包括:
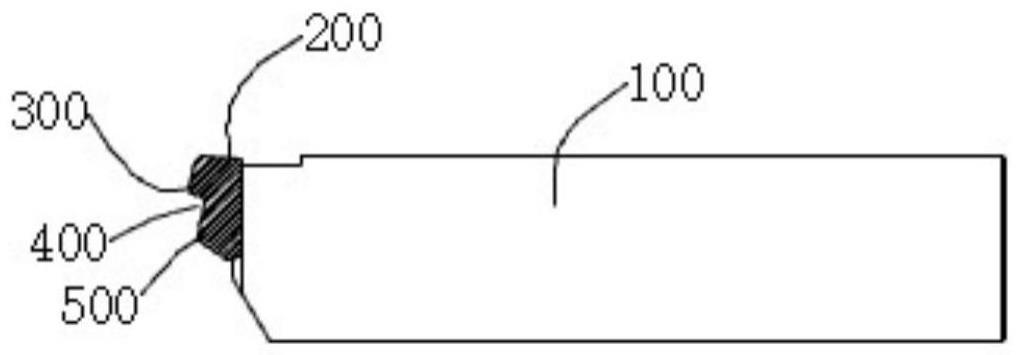
4、成型刀体和刀刃端头,所述成型刀体的一端设有刀刃端头;
5、上切削凸部和下切削凸部,分别设置在所述刀刃端头上,且所述上切削凸部的凸出宽度大于所述下切削凸部的凸出宽度;
6、断屑槽,设置在所述上切削凸部和所述下切削凸部之间的过渡连接位置处。
7、作为本发明进一步的方案:所述刀刃端头上倾斜设置有上后切削面,所述上后切削面的倾斜角度方向沿所述上切削凸部向上倾斜。
8、作为本发明进一步的方案:所述上后切削面与竖直方向间的角度为a,其中,a具有14°。
9、作为本发明进一步的方案:所述刀刃端头上倾斜设置有下后切削面,所述下后切削面的倾斜角度方向沿所述下切削凸部向下倾斜。
10、作为本发明进一步的方案:所述下后切削面与竖直方向间的角度为b,其中,b具有53°。
11、一种活塞环岸和群部的粗加工方法,采用如权利要求1至5任一项所述的成型刀具粗加工活塞本体的环岸面和群部面,包括以下步骤:
12、s10、使用成型刀具粗加工活塞环岸面,上切削凸部和下切削凸部同步进给加工环岸面,一次完成环岸面粗加工进给量;
13、s20、使用成型刀具粗加工活塞群部面,上切削凸部进给加工群部面,群部面底不留余量直接加工完成。
14、作为本发明进一步的方案:所述步骤s10和所述步骤20中的成型刀具使用时,通过将成型刀体定位设置在安装板上,所述安装板用于固定连接数控机床。
15、本发明的有益效果:
16、(1)本发明的成型刀具,在刀刃端头上分别设置上切削凸部和下切削凸部,且上切削凸部的凸出宽度大于下切削凸部的凸出宽度,在对活塞本体的环岸面粗加工时,下切削凸部通过数控机床进给切削环岸面的加工余量,上切削凸部同步加深进给切削环岸面的加工余量,可以一次完成对环岸面就行切削粗加工,代替了现有技术中下刀刃块循环多次切削加工环岸面,操作效率高,完成环岸面粗加工后,对活塞本体的群部面粗加工时,数控机床退刀,并程序设定上切削凸部适用群部面切削的进给量,只需通过上切削凸部自上至下走刀完成粗加工群部面,解决现有技术中采用频繁更换的上下两把刀具导致粗加工活塞环岸面和群部面调整操作不便的问题;
17、(2)本发明的成型刀具,上切削凸部和下切削凸部之间的过渡连接位置处设置断屑槽,上切削凸部加工产生的活塞本体碎屑进入断屑槽内,并由下切削凸部碰撞折断排出,切削过程中可以利用冷却清洗的油液带走折断的碎屑,可以防止碎屑附着在刀刃端头上,避免影响刀刃端头的切削效果;
18、(3)本发明的成型刀具,刀刃端头上倾斜设置有上后切削面和下后切削面,可以避免刀刃端头与粗加工活塞本体发生干涉,且便于切削产生的碎屑导向排出,此外在走刀达到群部面底时,上后切削面进给可以完成群部面底的倒角切削处理,无需后续再调整选择刀具处理群部面底;
19、(4)本发明的活塞环岸和群部的粗加工方法,可以一次完成对环岸面就行切削粗加工,代替了现有技术中下刀刃块循环多次切削加工环岸面,操作效率高,无需更换刀具粗加工群部面,以使活塞本体的加工周期缩短,提升粗加工生产效率。
技术特征:
1.一种成型刀具,其特征在于,包括:
2.根据权利要求1所述的一种成型刀具,其特征在于,所述刀刃端头(200)上倾斜设置有上后切削面(201),所述上后切削面(201)的倾斜角度方向沿所述上切削凸部(300)向上倾斜。
3.根据权利要求2所述的一种成型刀具,其特征在于,所述上后切削面(201)与竖直方向间的角度为a,其中,a具有14°。
4.根据权利要求1所述的一种成型刀具,其特征在于,所述刀刃端头(200)上倾斜设置有下后切削面(202),所述下后切削面(202)的倾斜角度方向沿所述下切削凸部(500)向下倾斜。
5.根据权利要求4所述的一种成型刀具,其特征在于,所述下后切削面(202)与竖直方向间的角度为b,其中,b具有53°。
6.一种活塞环岸和群部的粗加工方法,其特征在于,采用如权利要求1至5任一项所述的成型刀具粗加工活塞本体(700)的环岸面(701)和群部面(702),包括以下步骤:
7.根据权利要求6所述的一种活塞环岸和群部的粗加工方法,其特征在于,所述步骤s10和所述步骤20中的成型刀具使用时,通过将成型刀体(100)定位设置在安装板(600)上,所述安装板(600)用于固定连接数控机床。
技术总结
本发明公开了一种成型刀具,包括:成型刀体,成型刀体的一端设有刀刃端头,在刀刃端头上分别设置上切削凸部和下切削凸部,且上切削凸部的凸出宽度大于下切削凸部的凸出宽度,在对活塞本体的环岸面粗加工时,下切削凸部通过数控机床进给切削环岸面的加工余量,上切削凸部同步加深进给切削环岸面的加工余量,可以一次完成对环岸面就行切削粗加工,代替了现有技术中下刀刃块循环多次切削加工环岸面,操作效率高,完成环岸面粗加工后,对活塞本体的群部面粗加工时,数控机床退刀,并程序设定上切削凸部适用群部面切削的进给量,只需通过上切削凸部自上至下走刀完成粗加工群部面。
技术研发人员:陈龙,沈银龙,张莉莉,张玉蛟,周宜,江凡
受保护的技术使用者:安庆雅德帝伯活塞有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!