一种激光切割工件的控制系统的制作方法
本发明涉及激光切割,特别是涉及一种激光切割工件的控制系统。
背景技术:
1、随着激光加工技术的不断发展,使得光学制造领域不断创新并提出更高的要求。晶圆级光学切割的要求越来越深刻,高速高效高质量的切割成为一个亟待解决的问题。激光切割相比于传统机械切割具有较大优势,其非接触式地加工使得工件不容易产生碎裂,可以有效提高良品率,具有较大优势。近年来,激光技术取得了飞速发展,推动了晶圆级光学制造领域的发展。
2、一般的激光切割工件的控制系统中,需要对各个模块进行控制。但是每个模块的控制指令和需要编写的数据编码均不一致,需要对每个模块进行控制指令的编写,再进行标注,防止控制指令发送至错误的模块,故而节省各个模块指令的编写时间并且使控制指令准确发送至相应的控制模块以提高时间效率是一个非常重要的技术难题。
技术实现思路
1、针对上述技术问题,本发明采用的技术方案为:
2、一种激光切割工件的控制系统,所述激光切割工件的控制系统包括激光光路模块、脉冲控制模块、运动控制模块、视觉定位模块、运动驱动模块和上位机;所述激光光路模块、脉冲控制模块、运动控制模块和视觉定位模块均与上位机连接,所述运动控制模块和运动驱动模块连接,所述脉冲控制模块还与激光光路模块连接;
3、上位机执行如下步骤:
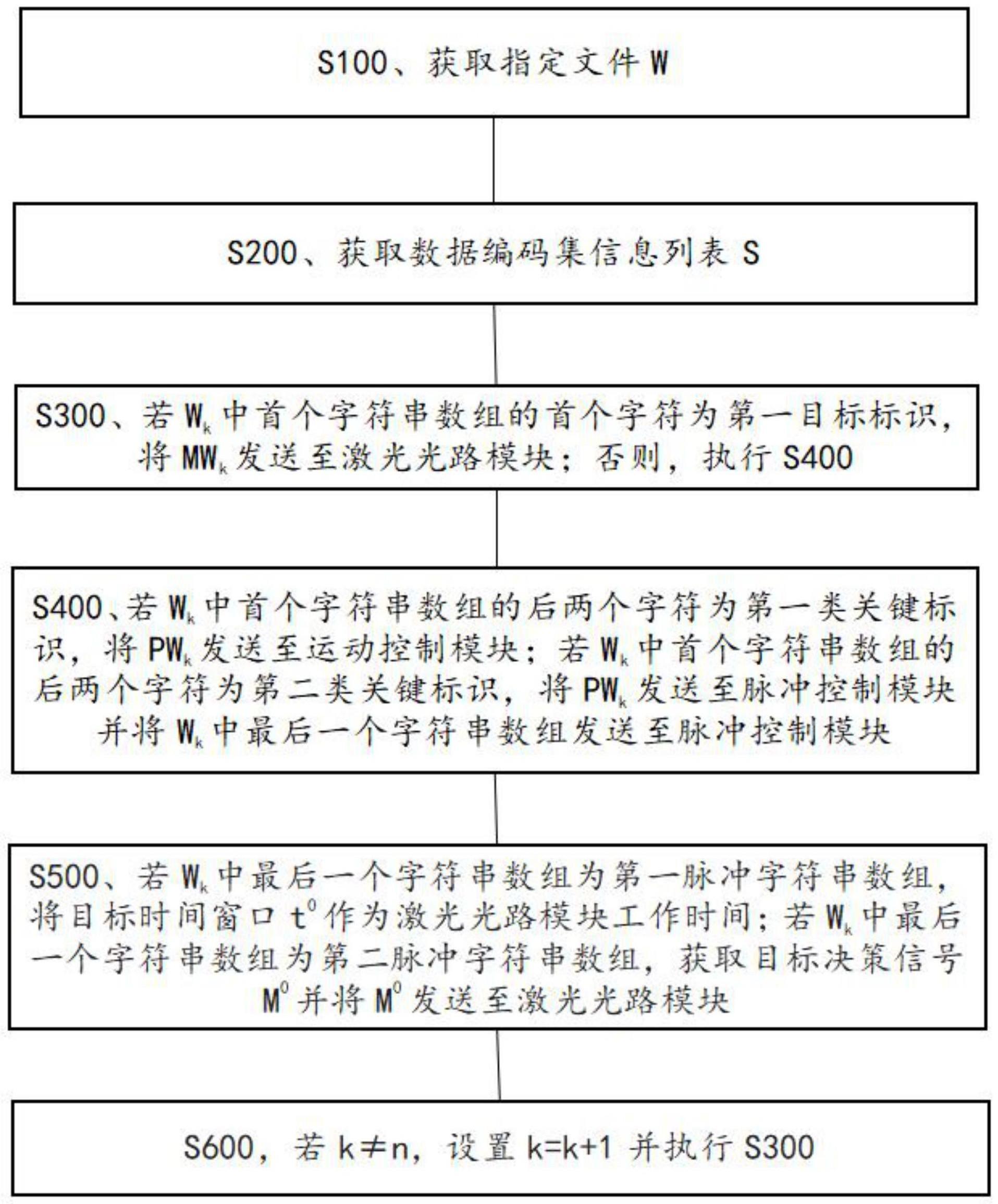
4、s100、获取指定文件w=(w1,w2,……,wj,……,wn),j=1,2,……n;其中,n为w中字符串行的数量,wj为w中第j行指定字符串;
5、s200、获取数据编码集信息列表s=(s1,s2,……,si,……,sm),i=1,2,……,m;其中,m为数据编码集的数量,si为第i个数据编码集信息,所述数据编码集信息包括:数据编码集和数据编码集对应的标识;
6、s300、若wk中首个字符串数组的首个字符为第一目标标识,将mwk发送至激光光路模块;否则,执行s400;所述第一目标标识表示wk对应的模块为激光光路模块,mwk为根据wk和wk对应的数据编码集生成的指令,wk对应的数据编码集为s中与swk相同的标识对应的数据编码集;k初始值为1;
7、s400、若wk中首个字符串数组的后两个字符为第一类关键标识,将pwk发送至运动控制模块;若wk中首个字符串数组的后两个字符为第二类关键标识,将pwk发送至脉冲控制模块并将wk中最后一个字符串数组发送至脉冲控制模块;pwk为根据wk生成的运动控制程序文件,所述第一关键标识表示wk中不存在脉冲字符串数组,所述第二关键标识表示wk中存在脉冲字符串数组;
8、s500、若wk中最后一个字符串数组为第一脉冲字符串数组,将目标时间窗口t0作为激光光路模块工作时间;若wk中最后一个字符串数组为第二脉冲字符串数组,获取目标脉冲信号m0并将m0发送至激光光路模块;t0=(t01,t02),t01为目标起始时间,t02为目标结束时间;
9、s600,若k≠n,设置k=k+1并执行s300。
10、本发明至少具有以下有益效果:
11、本发明获取指定文件和数据编码集信息列表,对指定文件中每行指定字符串进行判断,若判断的指定字符串行中首个字符串数组的首个字符为第一目标标识,将判断的字符串行对应生成的指令发送至激光光路模块,若判断的指定字符串行中首个字符串数组的首个字符不为第一目标标识,判断指定字符串行中首个字符串数组的后两个字符,若指定字符串行中首个字符串数组的后两个字符为第一类关键标识,将根据指定字符串行生成的运动控制程序文件发送至运动控制模块,若指定字符串中首个字符串数组的后两个字符为第二类关键标识,将指定字符串行生成的运动控制程序文件发送至脉冲控制模块并将指定字符串中最后一个字符串数组发送至脉冲控制模块,并根据指定字符串中最后一个字符串数组判断激光器的工作方式。用户在编写或修改指定文件时,只需对字符串数组进行撰写或修改,而不需要大量撰写数据编码集,避免了生成指定文件导致的时间效率低;且根据上述判断过程对指定字符串对应的控制模块进行判断,避免了将控制指令发送至错误的模块;因此,提高了时间效率和控制指令发送的准确性。
技术特征:
1.一种激光切割工件的控制系统,所述激光切割工件的控制系统包括激光光路模块、脉冲控制模块、运动控制模块、视觉定位模块、运动驱动模块和上位机;所述激光光路模块、脉冲控制模块、运动控制模块和视觉定位模块均与上位机连接,所述运动控制模块和运动驱动模块连接,所述脉冲控制模块还与激光光路模块连接;
2.根据权利要求1所述的方法,其特征在于,所述上位机中存储关键坐标信息列表gw=(gw1,gw2,……,gwf,……,gwf),f=1,2,……,f,f为关键坐标信息的数量,第f个关键坐标信息gwf=(xgwf,bgff),xgwf为gwf对应的关键坐标,bgff为xgwf对应的关键坐标标识,所述关键坐标标识初始为0,所述关键坐标信息为待切割工件需要切割位置点对应的坐标,所述脉冲控制模块包括位置信息寄存器,所述位置寄存器可存储h个位置信息,m0通过如下步骤获取:
3.根据权利要求2所述的方法,其特征在于,步骤s660后还包括如下步骤:
4.根据权利要求2所述的方法,其特征在于,所述位置寄存器为8位寄存器。
5.根据权利要求4所述的方法,其特征在于,h通过如下步骤获取:
6.根据权利要求1所述的方法,其特征在于,t0通过如下步骤获取:
7.根据权利要求1所述的方法,其特征在于,w通过如下步骤获取:
8.根据权利要求5所述的方法,其特征在于,x=11。
9.根据权利要求3所述的方法,其特征在于,所述设定条件为目标读取指针读取到zwq。
10.根据权利要求2所述的方法,其特征在于,s0=q/4。
技术总结
本发明提供了一种激光切割工件的控制系统,包括激光光路模块、脉冲控制模块、运动控制模块、视觉定位模块、运动驱动模块和上位机;所述激光光路模块、脉冲控制模块、运动控制模块和视觉定位模块均与上位机连接,所述运动控制模块和运动驱动模块连接,所述脉冲控制模块还与激光光路模块连接用户在编写或修改指定文件时,只需对字符串数组进行撰写或修改,而不需要大量撰写数据编码集,避免了生成指定文件导致的时间效率低;且根据上述判断过程对指定字符串对应的控制模块进行判断,避免了将控制指令发送至错误的模块;因此,提高了时间效率和控制指令发送的准确性。
技术研发人员:张鑫泉,任明俊,张哲,邓肯
受保护的技术使用者:霖鼎光学(江苏)有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!