一种激光诱导空化耦合电极振动电解制孔装置及方法
本发明涉及特种加工的,特别是涉及一种激光诱导空化耦合电极振动电解制孔装置及方法。
背景技术:
1、随着科学技术的发展,航空发动机、自主重型燃气轮机、防空战术武器等重大工程装备对超大深径比孔的制造提出极端要求:如叶片尾缘直径1mm径向冷却孔可达深度200mm以上,受使用环境要求加工表面不允许有重铸层、微裂纹、绣斑等现象。这些重要零部件常由难加工材料制造,传统机械加工受制于刀具硬度与刀具大小而难以加工深小孔;激光加工与电火花加工属于典型热加工,加工后孔壁面存在重铸层与微裂纹缺陷。由于加工原理限制,限制了上述几种加工方法在重要设备的深小孔加工中的应用。
2、电解加工利用金属电化学阳极溶解原理来实现材料去除。管电极电解加工是电解加工的重要分支,采用中空金属管作为工具电极,加工时工件接电源正极,管电极接电源负极,当工件与管电极之间施加一定的电压后,加工区域内的阳极材料便开始以离子的形式溶解;管电极内通入高速流动的电解液来带走加工时产生的电解产物与焦耳热。由于电解加工的原理优势:加工时阴阳极之间不发生接触、产生的焦耳热会被电解液带走,因此加工后的小孔表面没有重铸层与微裂纹等缺陷,加工表面完整性好、加工质量高,特别适合加工高深径比小孔;但是工具电极底部会产生大量氢气泡,降低加工间隙内电解液流场稳定性和电导率的稳定性,进而影响加工稳定性与加工质量,同时加工效率较低等缺点限制了其发展与应用。
3、为实现深小孔的高效稳定加工,研究人员尝试通过激光能量辅助来改善电解制孔工艺性能。英国爱丁堡大学研究了同轴电解液射流激光辅助电解加工技术,利用激光在水射流中发生全反射的原理,使激光与水射流一同抵达材料表面,从而实现材料电化学与激光热能的同步复合去除。但由于射流固有的发散性,该方法的射流形态和电场分布无法精准控制,用于深小孔加工难度较大。中科院宁波材料所和比利时鲁汶大学提出了管电极约束激光电化学复合加工技术,在金属管状电极内部嵌入低折射率非金属管,管内通入高速流动的电解液,同时激光在管状工具电极内壁发生全反射并传输至管电极端部加工区域进行材料蚀除,从而实现介入式激光电解的同步复合加工。但该方法加工过程中激光热效应明显,导致加工出的孔和微结构表面粗糙,甚至有少量重铸层残留。西安交通大学提出激光-电解组合加工技术进行无重铸层微孔加工,但受制于激光加工技术的局限性,在进行深孔加工中不可避免会产生锥度,影响孔的形状和尺寸精度。
技术实现思路
1、本发明的目的是提供一种激光诱导空化耦合电极振动电解制孔装置及方法,以解决上述现有技术存在的问题,使深小孔的加工实现高稳定性、高质量与高效。
2、为实现上述目的,本发明提供了如下方案:
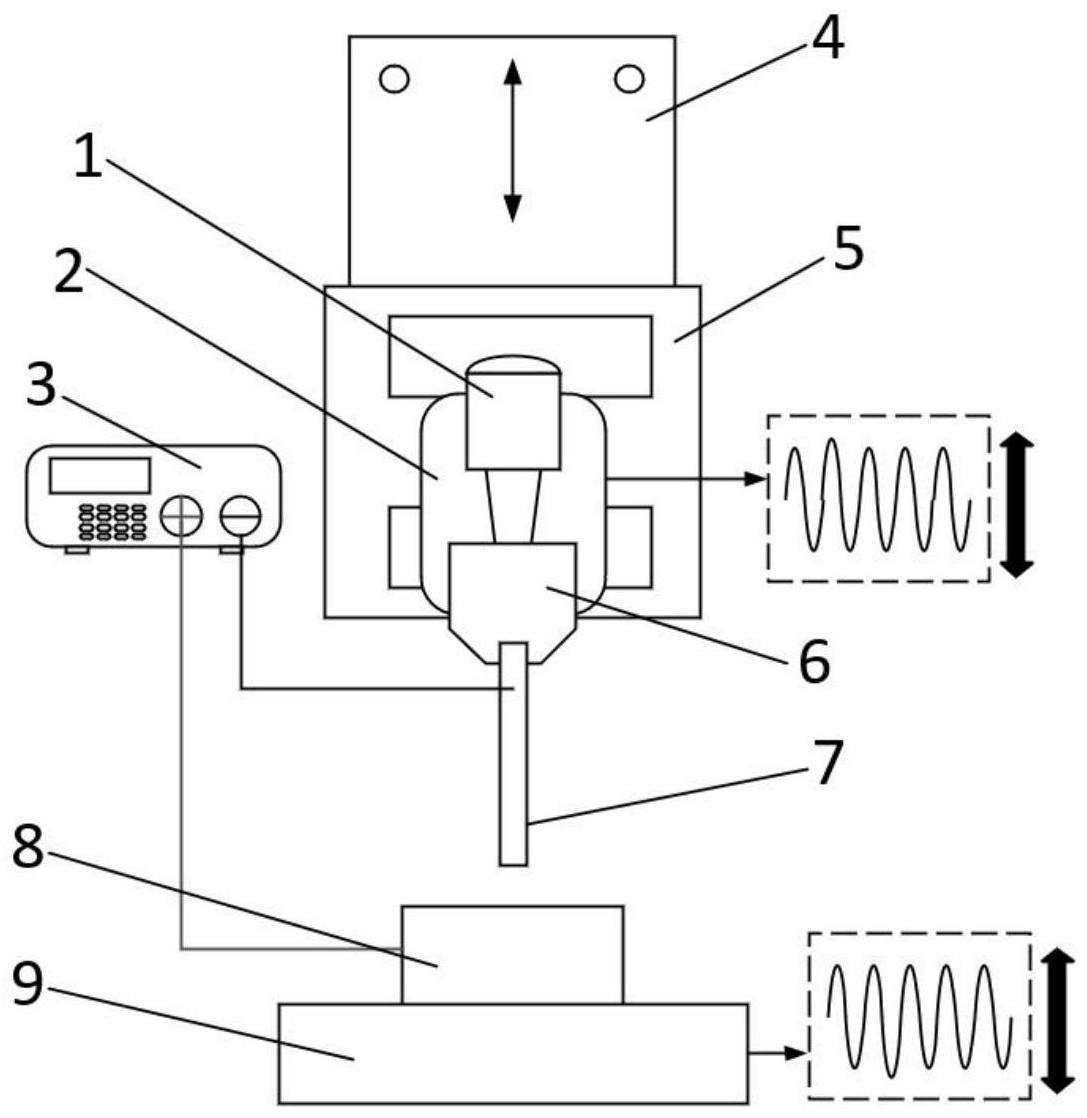
3、本发明提供了一种激光诱导空化耦合电极振动电解制孔装置,包括振动平台、光电液耦合腔、工具电极、激振器、激光发生器、夹具、机床与脉冲电源,所述机床的z轴通过所述夹具连接有所述激振器,所述光电液耦合腔连接于所述激振器上,所述光电液耦合腔的下端与一管状的所述工具电极连通,所述激光发生器贯穿所述光电液耦合腔与所述工具电极相对设置,所述激光发生器固定于所述机床上,所述振动平台上夹持有工件,所述脉冲电源的一极与所述工件电连接、另一极与所述工具电极电连接,所述工具电极与所述工件的待加工孔共轴线设置。
4、优选的,所述脉冲电源的正极与所述工件电连接、负极与所述工具电极电连接。
5、优选的,所述振动平台能够做单向微幅振动,所述振动平台与所述激振器的振动频率、振幅均能够设定。
6、优选的,所述激光发生器发出的激光与所述工具电极或者所述工件的待加工孔共轴线设置。
7、本发明还公开了一种电解制孔方法,基于上述的激光诱导空化耦合电极振动电解制孔装置,包括如下步骤:
8、步骤一,将工件定位固定在振动平台上,激振器、激光发生器、光电液耦合腔与工具电极均按照要求安装在机床上,并保证连接后的所述激光发生器的激光焦点在所述工具电极的中心处,所述工具电极与工件的待加工孔共轴线设置,使所述工具电极的下端与所述工件之间保持有初始加工间隙,所述光电液耦合腔内通入电解液,脉冲电源的正极与所述工件相连、负极与所述工具电极相连;
9、步骤二,待所述电解液流动稳定后,开启所述振动平台、所述激振器、所述激光发生器与所述脉冲电源,同时控制所述机床带动所述工具电极相对工件沿z轴向下进给;
10、步骤三,当激光诱导空化在所述工具电极的端部产生微小气泡时,所述机床带动所述工具电极向上运动,所述振动平台带动所述工件向下运动,此时加工间隙被拉大,所述加工间隙内流场压力减小,气泡聚集膨胀,所述机床带动所述工具电极向下运动,所述振动平台带动所述工件向上运动,此时底部加工间隙被压缩,间隙内流场压力增大,气泡受压缩发生溃灭;所述机床和所述振动平台继续相向运动压缩所述加工间隙,气泡溃灭产生冲击波与高温,一边推动加工产物排出,一边辅助蚀除阳极材料;
11、步骤四,直至所述工件上的深小孔加工完成,所述机床带动得到工具电极退回,取下所述工件并做清洗。
12、优选的,所述振动平台的振动频率为10hz-50hz、振幅为0.01mm-0.1mm。
13、优选的,所述激振器的振动频率为10hz-50hz、振幅为0.01mm-0.1mm。
14、优选的,所述步骤一中的所述初始加工间隙不小于所述激振器与所述振动平台的振幅之和。
15、本发明相对于现有技术取得了以下技术效果:
16、1、本发明利用激光诱导空化-振动辅助深小孔电解加工,加工时工具电极随激振器做振动,同时工件随振动平台做单向微幅振动,在此过程中,由于激光诱导空化的作用,工具电极端部生成的氢气泡,由负面随机发生-非线性分布,变为可控发生-均匀分布,增强了电解液流场和电导率的可控性,保证了加工稳定性与加工质量。
17、2、本发明在工具电极与工件的振动过程中,加工间隙内形成脉动变化的压力场,加速气泡的周期性空化生长-溃灭,微气泡溃灭时可以瞬时产生高温、高压,促进间隙内电解液的更新并实现阳极材料表面瞬时去除的效果;空化效果与激光对工件表面活化处理和脉冲电解蚀除工件材料相结合,便可以实现孔的高效稳定和高质量加工。
18、3、本发明的激光诱导空化-振动通过调节激光、电场、振动、流场能量来调控振动与脉冲的耦合,主动,与振动相位、频率匹配耦合,可以获得最佳综合工艺效果;随着加工深度的变化,可以通过控制激光功率与激振器振动频率,实时调控激光能量和气泡生成的速度,抵消压力场变化引起的电解液气泡率波动,维持加工电流的稳定,保证加工的稳定的进行。
19、4、本发明一方面通过激光诱导空化产生的高速射流冲击效应来促进加工产物排出,另一方面空化后富含气泡的电解液流动性更好,更利于加工产物的排出,通过此方法增强加工间隙内电解液流动稳定性,显著提高加工稳定性与加工效率。
技术特征:
1.一种激光诱导空化耦合电极振动电解制孔装置,其特征在于:包括振动平台、光电液耦合腔、工具电极、激振器、激光发生器、夹具、机床与脉冲电源,所述机床的z轴通过所述夹具连接有所述激振器,所述光电液耦合腔连接于所述激振器上,所述光电液耦合腔的下端与一管状的所述工具电极连通,所述激光发生器贯穿所述光电液耦合腔与所述工具电极相对设置,所述激光发生器固定于所述机床上,所述振动平台上夹持有工件,所述脉冲电源的一极与所述工件电连接、另一极与所述工具电极电连接,所述工具电极与所述工件的待加工孔共轴线设置。
2.根据权利要求1所述的激光诱导空化耦合电极振动电解制孔装置,其特征在于:所述脉冲电源的正极与所述工件电连接、负极与所述工具电极电连接。
3.根据权利要求1所述的激光诱导空化耦合电极振动电解制孔装置,其特征在于:所述振动平台能够做单向微幅振动,所述振动平台与所述激振器的振动频率、振幅均能够设定。
4.根据权利要求1所述的激光诱导空化耦合电极振动电解制孔装置,其特征在于:所述激光发生器发出的激光与所述工具电极或者所述工件的待加工孔共轴线设置。
5.一种电解制孔方法,基于权利要求1-4中任意一项所述的激光诱导空化耦合电极振动电解制孔装置,其特征在于:包括如下步骤:
6.根据权利要求5所述的电解制孔方法,其特征在于:所述振动平台的振动频率为10hz-50hz、振幅为0.01mm-0.1mm。
7.根据权利要求5所述的电解制孔方法,其特征在于:所述激振器的振动频率为10hz-50hz、振幅为0.01mm-0.1mm。
8.根据权利要求5所述的电解制孔方法,其特征在于:所述步骤一中的所述初始加工间隙不小于所述激振器与所述振动平台的振幅之和。
技术总结
本发明公开了一种激光诱导空化耦合电极振动电解制孔装置及方法,设备包括振动平台、光电液耦合腔、工具电极、激振器、激光发生器、夹具、机床与脉冲电源,机床的Z轴通过夹具连接有激振器,光电液耦合腔连接于激振器上,光电液耦合腔的下端与一管状的工具电极连通,激光发生器贯穿光电液耦合腔与工具电极相对设置,振动平台上夹持有工件,脉冲电源的一极与工件电连接、另一极与工具电极电连接,工具电极与工件的待加工孔共轴线设置。本发明通过激光诱导空化、活化表面、振动辅助改善电解液流动性,实现了深小孔的高效稳定和高质量加工。
技术研发人员:房晓龙,雍宾,胡孝昀,罗金星
受保护的技术使用者:南京航空航天大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!