矿用D级链条及矿用D级链条制造方法与流程
本发明涉及矿用链条制造,尤其涉及一种矿用d级链条及矿用d级链条制造方法。
背景技术:
1、矿用链条作为煤矿工作面输送机配套传输介质在煤矿生产中使用,广泛应用在刮板输送机、转载机等多种煤矿设备中,因井下工作环境恶劣,矿用链条受力复杂,除循环承受疲劳拉力外,还承受冲击载荷,同时链环与链轮接触时,链环肩部外侧受到链轮轮齿的压力及磨损,顶部内侧除受压力外,由于链环在负载状态下通过链轮时不断弯折,在相邻两环的连接部位还会产生磨损和接触疲劳,因此矿用链条需要具有高强度和耐磨性,在煤炭运输工作中起着举足轻重的作用。根据煤矿综采工作面向高可靠性方向发展趋势,高强度矿用链条产品市场需求针对不同工况由质量等级c级逐步向d级增加,生产高质量的矿用链条对保证煤矿采煤的高产、高效具有十分重要的意义。
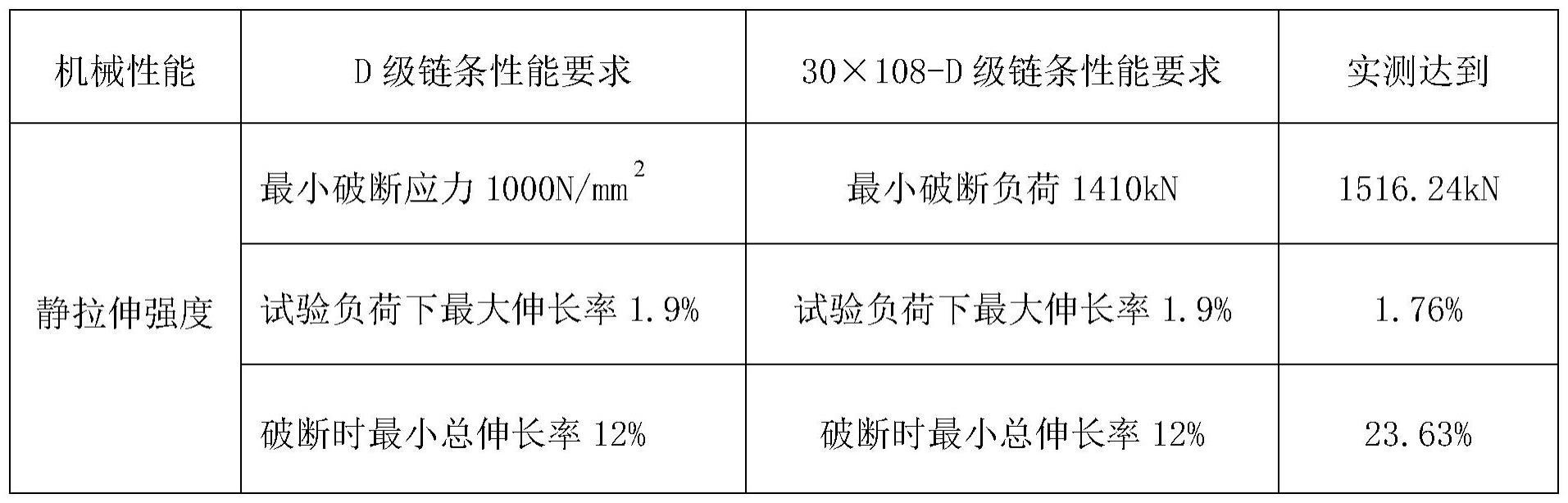
2、根据gb/t 12718-2009《矿用高强度圆环链》要求,生产质量等级为d级的链条,性能指标须满足:(1)静拉伸强度:最小破断应力1000n/mm2、试验负荷下最大伸长率1.9%、破断时最小总伸长率12%;(2)疲劳强度:在上限为400n/mm2、下限为50n/mm2应力的脉动负荷作用下,其脉动循环次数不低于30000次。生产质量等级为c级的链条,性能指标须满足:(1)静拉伸强度:最小破断应力800n/mm2、试验负荷下最大伸长率1.6%、破断时最小总伸长率12%;(2)疲劳强度:在上限为330n/mm2、下限为50n/mm2应力的脉动负荷作用下,其脉动循环次数不低于30000次。
3、目前,生产矿用链条的材质主要选用23mnnimocr54钢,要想达到满足生产质量等级为d级的链条,其只能采用锻造型式链环或进行渗碳工艺处理。采用锻造型式链环,其工艺复杂、生产效率低,可能存在锻造缺陷;采用渗碳工艺处理,需要将现有c级链条使用专用渗碳炉设备进行渗碳工艺处理,才能达到d级链条性能要求,但其生产成本高。
技术实现思路
1、为解决上述技术中存在的技术问题,鉴于此,有必要提供一种在不改变链条型式和尺寸条件下的矿用d级链条制造方法,以达到d级链条性能指标。
2、一种矿用d级链条制造方法,包括以下步骤,
3、s1、下料:选用矿用链条常用23mnnimocr54钢,根据需要生产的链条规格,以直边直径达标准上限为基准,将钢材剪切成给定长度且两端面平齐的棒料;
4、s2、除锈:对剪切好的棒料进行除锈处理;
5、s3、编链:将除锈后的棒料加热至650~700℃后取出,将棒料弯折成给定尺寸的开口环状坯料,并将每个开口环状坯料编结成开口形式的半成品链条;通过对棒料加热,在编链时棒料易于弯折;待焊接时,使链环具有一定初始温度,利于焊接过程链环预热,同时减少焊接阶段送进和拉开阻力;
6、s4、焊接:采用闪光对焊的方式对半成品链条的开口处进行焊接,焊接完成后去除焊接毛刺;
7、s5、热处理:对半成品链条先进行淬火处理,然后再进行回火处理;
8、s6、预拉伸:对热处理后的链条进行预拉伸,以达到链条标准尺寸,消除热处理内应力。
9、优选的,所述步骤s5中,淬火温度为880~920℃,并在给定水温中降温冷却4~10min。
10、优选的,所述步骤s5中,回火温度为350~400℃,保温2~4h,然后在给定水温中降温冷却2~5min。
11、优选的,水的温度为15~30℃。
12、优选的,所述步骤s6中,对热处理后的链条进行预拉伸时,根据需要生产的链条规格、以及给定的预拉伸应力来确定拉伸负荷。
13、优选的,预拉伸应力≥720n/mm2。
14、还有必要提供一种矿用d级链条。
15、一种矿用d级链条,采用上述所述的矿用d级链条制造方法制备而成。
16、由上述技术方案可知,本发明提供的矿用d级链条制造方法,使用常规23mnnimocr54矿用高强度圆环链用钢,不用专门开发d级链条专用材料,在不增加生产成本的情况下,提高矿用链条抗拉强度和耐磨性,产出链条可以达到标准规定的d级链条性能指标;
17、2、制造工艺简单,产品为原材料母材直接输出,质量稳定且可靠,没有锻造缺陷,生产效率高于锻造工艺约85%;
18、3、生产成本低,可以直接使用生产普通链条的现有工艺装备,随时根据顾客需求实现量产,与低质量等级链条生产成本和效率等同,实现性能提升,成本和效率不减。
技术特征:
1.一种矿用d级链条制造方法,其特征在于:包括以下步骤,
2.根据权利要求1所述的矿用d级链条制造方法,其特征在于:所述步骤s5中,淬火温度为880~920℃,并在给定水温中降温冷却4~10min。
3.根据权利要求2所述的矿用d级链条制造方法,其特征在于:所述步骤s5中,回火温度为350~400℃,保温2~4h,然后在给定水温中降温冷却2~5min。
4.根据权利要求2或3所述的矿用d级链条制造方法,其特征在于:水的温度为15~30℃。
5.根据权利要求4所述的矿用d级链条制造方法,其特征在于:所述步骤s6中,对热处理后的链条进行预拉伸时,根据需要生产的链条规格、以及给定的预拉伸应力来确定拉伸负荷。
6.根据权利要求5所述的矿用d级链条制造方法,其特征在于:预拉伸应力≥720n/mm2。
7.一种矿用d级链条,其特征在于:采用权利要求1至6任意一项所述的矿用d级链条制造方法制备而成。
技术总结
一种矿用D级链条制造方法,包括以下步骤,下料:根据需要生产的链条规格,以直边直径达标准上限为基准,将钢材剪切成给定长度且两端面平齐的棒料;除锈:对剪切好的棒料进行除锈处理;编链:将除锈后的棒料加热至650~700℃后取出,编结成开口形式的半成品链条;焊接:采用闪光对焊的方式对半成品链条的开口处进行焊接,并去除焊接毛刺;热处理:对半成品链条先进行淬火处理,然后再进行回火处理;预拉伸:对热处理后的链条进行预拉伸。本发明使用常规矿用高强度圆环链用钢,在不增加生产成本的情况下,产出链条可以达到标准规定的D级链条性能指标;制造工艺简单,质量稳定且可靠,没有锻造缺陷、生产成本低。还提供了一种矿用D级链条。
技术研发人员:丁瑜荣,任园,陈春飞,杨青,马斌,袁雪伟,田国柱
受保护的技术使用者:宁夏天地奔牛链条有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!