一种用于船用柴油机连杆大孔径连接孔的加工刀具和方法与流程
本发明涉及大型连杆零件的加工,特别涉及一种用于船用柴油机连杆大孔径连接孔的加工刀具和方法,属于机械加工。
背景技术:
1、大型船用柴油机为了达到节能减排的目标,已经全面升级为双燃料系统,因而船用柴油机需要在保持原有气缸数量不变的基础上增加功率,所以连杆等力矩传递零件也需要相应地增加强度。请参阅图1,连杆的大端设有两个连接孔01,用于连接轴承盖;新型双燃料柴油机的连杆的连接孔比普通连杆更长更粗,该连接孔01的孔径通常大于100mm,深度为8倍孔径,孔壁粗糙度要求达到ra3.2,因此加工十分困难,使用原来的机床和刀具进行加工很难达到要求。
技术实现思路
1、本发明所要解决的技术问题是,克服现有技术的不足,提供一种用于船用柴油机连杆大孔径连接孔的加工刀具和方法,使用非标的深孔钻头,在数控卧式镗床上顺利加工连接孔,改善孔壁的粗糙度,提高连接孔的加工质量,达到尺寸精度和粗糙度的技术要求。
2、本发明解决其技术问题所采取的技术方案如下:
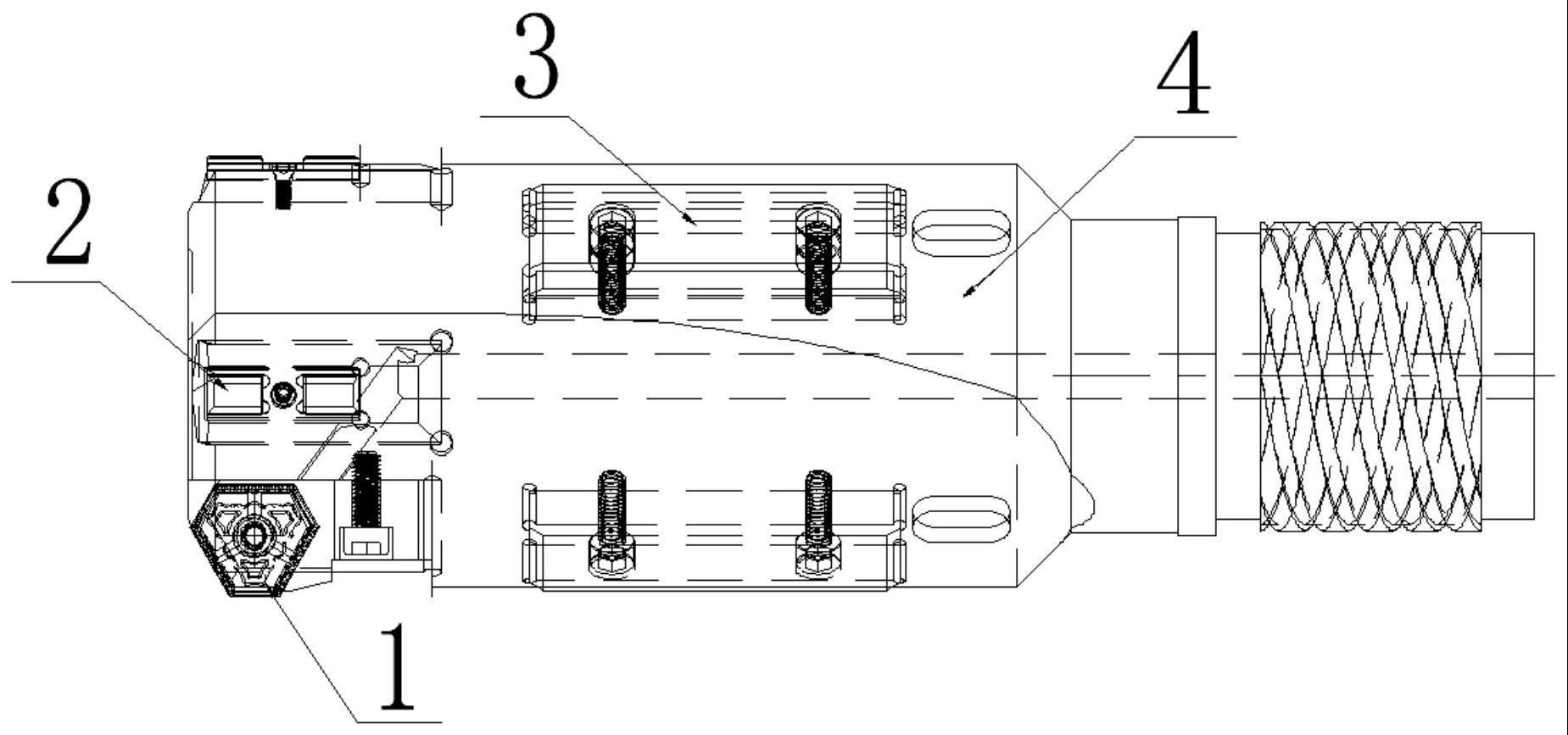
3、一种用于船用柴油机连杆大孔径连接孔的加工刀具,与数控卧式镗床的主轴连接,所述连杆上设有连接孔,其特征在于:所述的加工工具包括有刀体、刀片、小导向块和大导向块;多个所述刀片固定于所述刀体前部的周边,用于切削加工,多个所述小导向块固定于该刀片前侧的刀体的周边且与所述刀片相间隔分布,用于导向,多个所述大导向块固定于所述小导向块后方的刀体上,用于支撑和导向。
4、进一步地,所述的刀片、小导向块和大导向块沿所述刀体的圆周均匀地分布。
5、进一步地,所述的多个大导向块的最高点所形成的圆的直径大于多个所述小导向块的最高点所形成的圆的直径,并且与所述刀片的最高点所形成的圆的直径相同。
6、进一步地,所述的连接孔的孔径大于100mm,深度为8倍孔径,孔壁粗糙度达到ra3.2。
7、本发明的另一技术方案为:
8、一种采用上述加工刀具实现的用于船用柴油机连杆大孔径连接孔的加工方法,包括如下步骤:
9、1)将所述连杆装夹于所述数控卧式镗床的工作台的台面上,并且水平放置;
10、2)使用直径比所述连接孔直径小10mm的钻头,在该连接孔的孔口进行预钻孔,该预钻孔的深度为所述连接孔的深度的1/6;
11、3)使用双镗刀加工所述预钻孔,形成孔径比该预钻孔大0.1mm的导向孔;
12、4)使用所述加工刀具进行加工,将所述刀体前端的小导向块塞入所述导向孔,以起导向作用,所述刀片随之进行孔的切削加工,所述大导向块随后进入完成切削的连接孔,以起支撑和导向作用,从而完成所述连接孔的加工。
13、统的加工方法相比较,本发明达到了以下效果:
14、1、本发明采用非标定制的深孔钻进行加工,在刀片的前后采用小导向块和大导向块进行支撑和导向,减少了刀体的振动,保证了刀具的对中精度,从而保证了加工后连接孔能够满足孔壁粗糙度ra3.2的要求,提高了连接孔加工的质量。
15、2、本发明在不使用大功率机床的基础上,提高了连接孔加工的效率,并满足了图纸要求。
16、总之,本发明改善了孔壁的粗糙度,保证了产品质量,提高了大直径深连接孔的加工效率。
技术特征:
1.一种用于船用柴油机连杆大孔径连接孔的加工刀具,与数控卧式镗床的主轴连接,所述连杆上设有连接孔,其特征在于:所述的加工工具包括有刀体、刀片、小导向块和大导向块;多个所述刀片固定于所述刀体前部的周边,用于切削加工,多个所述小导向块固定于该刀片前侧的刀体的周边且与所述刀片相间隔分布,用于导向,多个所述大导向块固定于所述小导向块后方的刀体上,用于支撑和导向。
2.根据权利要求1所述的用于船用柴油机连杆大孔径连接孔的加工刀具,其特征在于:所述的刀片、小导向块和大导向块沿所述刀体的圆周均匀地分布。
3.根据权利要求1所述的用于船用柴油机连杆大孔径连接孔的加工刀具,其特征在于:所述的多个大导向块的最高点所形成的圆的直径大于多个所述小导向块的最高点所形成的圆的直径,并且与所述刀片的最高点所形成的圆的直径相同。
4.根据权利要求1所述的用于船用柴油机连杆大孔径连接孔的加工刀具,其特征在于:所述的连接孔的孔径大于100mm,深度为8倍孔径,孔壁粗糙度达到ra3.2。
5.一种采用权利要求1所述加工刀具实现的用于船用柴油机连杆大孔径连接孔的加工方法,其特征在于:所述的加工方法包括如下步骤:
技术总结
一种用于船用柴油机连杆大孔径连接孔的加工刀具和方法,所述连杆上设有连接孔,其特征在于:在数控卧式镗床上对所述连接孔进行加工,所述加工工具包括有刀体、刀片、小导向块和大导向块;多个所述刀片固定于所述刀体前部的周边,用于切削加工,多个所述小导向块固定于该刀片前侧的刀体的周边且与所述刀片相间隔分布,用于导向,多个所述大导向块固定于所述小导向块后方的刀体上,用于支撑和导向。本发明采用非标定制的深孔钻进行加工,在刀片的前后采用小导向块和大导向块进行支撑和导向,减少了刀体的振动,保证了对中精度,从而改善了孔壁的粗糙度,保证了产品质量,达到了尺寸精度和粗糙度的技术要求,提高了大直径深连接孔的加工效率。
技术研发人员:陈翔,仲嘉嘉,徐进
受保护的技术使用者:上海中船三井造船柴油机有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!