一种全齿面修形面齿轮的蜗杆砂轮磨削方法
本发明属于齿轮修形加工,具体涉及一种全齿面修形面齿轮的蜗杆砂轮磨削方法。
背景技术:
0、技术背景
1、面齿轮在机械传动领域有着不可替代的地位,是下一代直升机主减速器的重要组成部分,具有对轴向定位精度要求不高、传动比大、重合度大、工作性能稳定以及承载能力可靠等优点。面齿轮齿面属于复杂曲面,面齿轮齿面修形制造技术在国内少有研究。因此开发全齿面修形面齿轮的蜗杆砂轮磨削方法具有重要意义。
技术实现思路
1、针对现有技术方法的不足和缺陷,本发明提供了一种全齿面修形面齿轮的蜗杆砂轮磨削方法,通过主动改变磨削运动轨迹以达到齿向修形,通过主动设计金刚滚轮廓形达到齿形修形,两者相结合以达到面齿轮全齿面主动任意修形。结合双参数包络并根据法向修形矢量叠加的形式对齿向修形面齿轮复杂齿面进行定义,根据蜗杆砂轮磨削面齿轮的几何运动关系确定以z1轴、c2轴作为修形量对应的调整轴,结合微分近似原理推导修形量和运动轴补偿量之间的关系从而提出左右齿面同向修形原理和左右齿面反向修形原理。在此基础上推导任意修形量拆分原理,从而确定最终各调整轴的运动补偿量,实现对左右齿面的非对称齿向修形。同时通过修形面齿轮齿面方程反解啮合方程求得蜗杆砂轮螺旋面,截取其法截面求得母线方程,由此设计成形金刚滚轮廓形参数,从而实现面齿轮齿形修形。此方法可实现面齿轮全齿面主动任意修形,在实际工程实践中切实可行,具有通用性和易操作性。
2、为实现上述目标,本发明采用如下技术方案:
3、齿向修形面齿轮复杂齿面定义:首先使用双参数包络原理定义不带齿向修形量的标准面齿轮齿面。根据插齿刀演变法包络蜗杆砂轮得到的单面蜗杆砂轮螺旋面为:
4、
5、其中,ns为插齿刀齿数,λ为螺旋升角,e为面齿轮和插齿刀的中心距,θs为渐开线展角,θos为齿顶渐开线展角,为插齿刀转角。
6、根据双参数包络原理,联立面齿轮齿面族方程及啮合方程即可得到面齿轮齿面方程:
7、
8、得到的标准面齿轮齿面方程记为:
9、
10、在此基础上定义齿向修形面齿轮齿面方程:由于齿向修形在齿廓方向上具有一致性,故取渐开线齿顶展角θs为齿顶渐开线展角和齿底渐开线展角的均值得到一条接触迹,以此接触迹来衡定齿向方向上的修形量。将此接触迹命名为“齿中线”,则与齿中线同x轴坐标的齿面上的点修形量应和齿中线一致。以齿向修鼓为例,在齿向方向叠加二次修形曲线使得齿面在中心位置处修形量最大,则根据以上规划方案,齿面上各点修形量tx将可由鼓点高度tmax、弓长l以及点坐标x确定:
11、tx=f(tmax,l,x)
12、将标准齿面上各点向法向方向移动修形量tx得到的新齿面即为修形面齿轮齿面。记标准面齿轮齿面上各点法向量为:
13、n=[nx ny nz 1]-1
14、则修形面齿轮齿面方程为:
15、
16、左右齿面同向修形原理:根据蜗杆砂轮磨削面齿轮运动特性,面齿轮磨削过程中若砂轮z轴位置发生改变将会对面齿轮左右齿面造成对称的影响,以此为规律依据指导左右齿面同向修形。由于修形量一般属于小量,根据微分近似原理,在面齿轮齿面某点处齿廓线可近似看成直线,则以某点处的切线代替标准廓形,向法线方向平移修形量txz后的切线代替修形廓形,两条廓形线在z方向的距离即为z轴补偿量。实际加工过程中根据此补偿量改变蜗杆砂轮z轴位置即可实现面齿轮左右齿面同向修形。在此给出z轴补偿量公式:
17、
18、其中,nzm、nym分别为齿面任意点对应齿中线上的点位置处的法向量在z轴、y轴上的投影长度。
19、左右齿面反向修形原理:根据蜗杆砂轮磨削面齿轮运动特性,面齿轮磨削过程中若砂轮c轴位置发生改变将会对面齿轮左右齿面造成相反方向上的影响,以此为规律依据指导左右齿面反向修形。由于修形量一般属于小量,根据微分近似原理,在面齿轮齿面某点处齿廓线可近似看成直线,则以某点处的切线代替标准廓形,向法线方向平移修形量txc后的切线代替修形廓形,两条廓形线在水平方向的距离为目标补偿距离,根据弧长半径公式即可推导c轴补偿量。实际加工过程中根据此补偿量偏磨面齿轮,改变面齿轮c轴位置即可实现面齿轮左右齿面反向修形。在此给出c轴补偿量公式:
20、
21、其中,xzm、xym分别为齿面任意点对应齿中线上的点的横纵坐标,nzm、nym分别为齿面任意点对应齿中线上的点位置处的法向量在z轴、y轴上的投影长度。
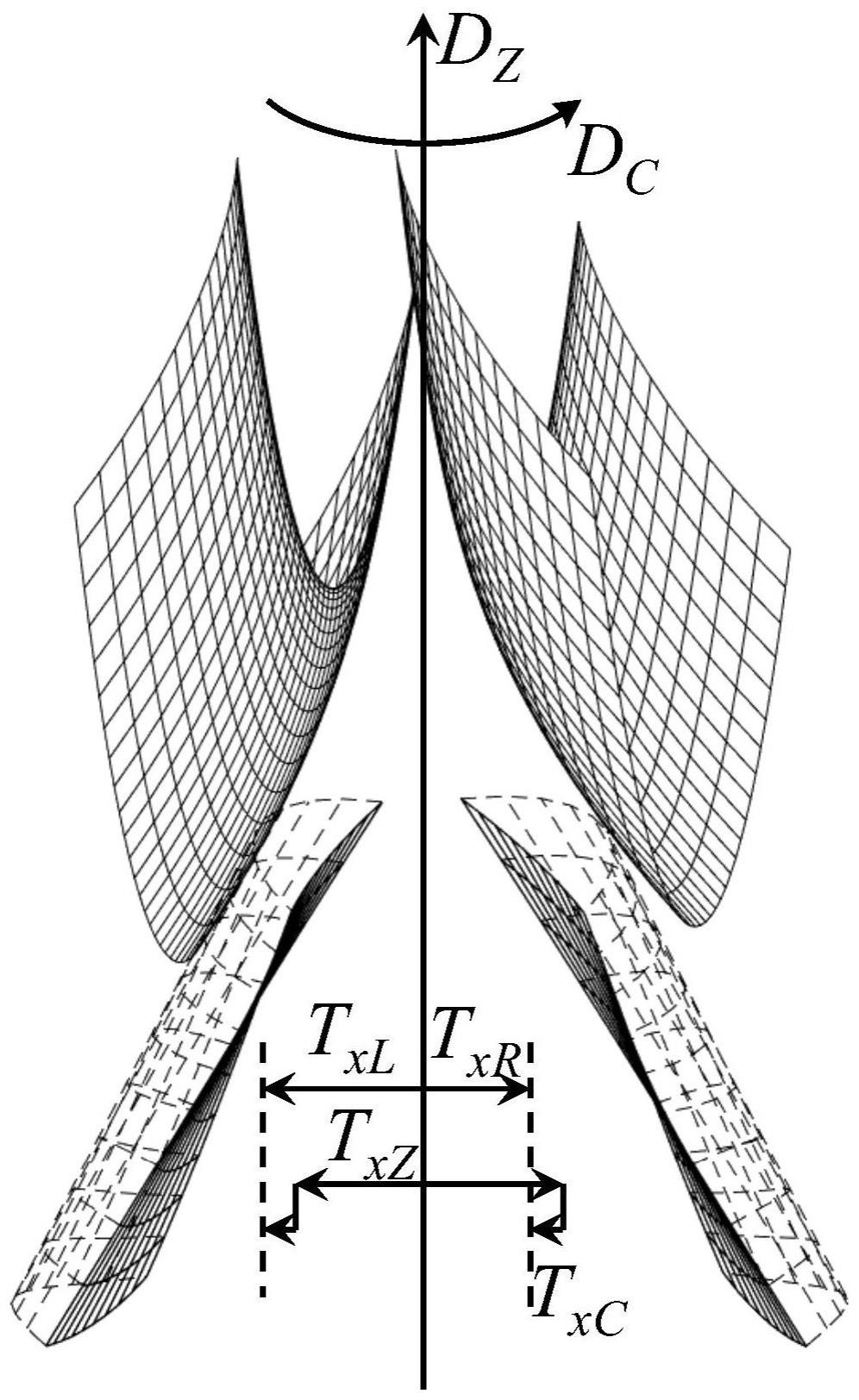
22、任意修形量拆分原理:为实现面齿轮左右齿面非对称齿向修形,需将同位置左右齿面修形量分配至z轴、c轴的修形量txz、txc中。不妨假设左右齿面鼓点高度分别为tmaxr和tmaxl,则根据上述理论左右齿面同位置修形量分别为:
23、txr=f(tmaxr,l,x)
24、txl=f(tmaxl,l,x)
25、将其区间中心作为左右齿面共同修形量,即为z轴修形量txz:
26、txz=(txr+txl)/2
27、将其区间半长作为左右齿面差异修形量,即为c轴修形量txc:
28、txc=|(txr-txl)|/2
29、根据上述修形量公式即可计算各轴补偿量。
30、面齿轮齿形修形原理:通过主动设计齿形修形面齿轮齿面,以齿面方程反解啮合方程求得蜗杆砂轮螺旋面,记齿形修形面齿轮齿面方程为:
31、
32、其中,ax、bx、cx分别为修形参数二次项、一次项、常数项系数。
33、通过反解啮合方程求得蜗杆砂轮螺旋面:
34、
35、截取其法截面求得母线方程,由此得到成形金刚滚轮廓形方程:
36、
37、本发明的有益效果是:考虑面齿轮复杂齿面齿形、齿向叠加修形,考虑修形量的任意性和非对称性,可实现面齿轮全齿面主动任意修形,在实际工程实践中切实可行,具有通用性和易操作性。
技术特征:
1.一种全齿面修形面齿轮的蜗杆砂轮磨削方法,其特征在于,通过主动改变磨削运动轨迹以达到齿向修形,通过主动设计金刚滚轮廓形达到齿形修形,两者相结合以达到面齿轮全齿面主动任意修形,根据法向修形矢量叠加的形式对齿向修形面齿轮复杂齿面进行定义,结合微分近似原理推导修形量和运动轴补偿量之间的关系从而提出左右齿面同向修形原理和左右齿面反向修形原理,在此基础上推导任意修形量拆分原理,从而确定最终各调整轴的运动补偿量,实现对左右齿面的非对称齿向修形,同时通过修形面齿轮齿面方程反解啮合方程求得蜗杆砂轮螺旋面,截取其法截面求得母线方程,由此设计成形金刚滚轮廓形参数,从而实现面齿轮齿形修形,两者相结合达到面齿轮全齿面主动任意修形的目的。
2.根据权利要求1所述的齿向修形面齿轮复杂齿面定义,其特征在于,记标准面齿轮齿面方程为:
3.根据权利要求1所述的左右齿面同向修形原理,其特征在于,根据蜗杆砂轮磨削面齿轮运动特性,面齿轮磨削过程中若砂轮z轴位置发生改变将会对面齿轮左右齿面造成对称的影响,以此为规律依据指导左右齿面同向修形,由于修形量一般属于小量,根据微分近似原理,在面齿轮齿面某点处齿廓线可近似看成直线,则以某点处的切线代替标准廓形,向法线方向平移修形量txz后的切线代替修形廓形,两条廓形线在z方向的距离即为z轴补偿量,实际加工过程中根据此补偿量改变蜗杆砂轮z轴位置即可实现面齿轮左右齿面同向修形,在此给出z轴补偿量公式:
4.根据权利要求1所述的左右齿面反向修形原理,其特征在于,根据蜗杆砂轮磨削面齿轮运动特性,面齿轮磨削过程中若砂轮c轴位置发生改变将会对面齿轮左右齿面造成相反方向上的影响,以此为规律依据指导左右齿面反向修形,由于修形量一般属于小量,根据微分近似原理,在面齿轮齿面某点处齿廓线可近似看成直线,则以某点处的切线代替标准廓形,向法线方向平移修形量txc后的切线代替修形廓形,两条廓形线在水平方向的距离为目标补偿距离,根据弧长半径公式即可推导c轴补偿量,实际加工过程中根据此补偿量偏磨面齿轮,改变面齿轮c轴位置即可实现面齿轮左右齿面反向修形,在此给出c轴补偿量公式:
5.根据权利要求1所述的任意修形量拆分原理,其特征在于,为实现面齿轮左右齿面非对称齿向修形,需将同位置左右齿面修形量分配至z轴、c轴的修形量txz、yxc中,不妨假设左右齿面鼓点高度分别为tmaxr和tmaxl,则根据上述理论左右齿面同位置修形量分别为:
6.根据权利要求1所述的成形金刚滚轮廓形参数设计,其特征在于,通过主动设计齿形修形面齿轮齿面,以齿面方程反解啮合方程求得蜗杆砂轮螺旋面,记齿形修形面齿轮齿面方程为:
技术总结
本发明公开了一种全齿面修形面齿轮的蜗杆砂轮磨削方法,属于齿轮修形加工技术领域,通过主动改变磨削运动轨迹以达到齿向修形,通过主动设计金刚滚轮廓形达到齿形修形,两者相结合以达到面齿轮全齿面主动任意修形,根据法向修形矢量叠加的形式对齿向修形面齿轮复杂齿面进行定义,结合微分近似原理推导修形量和运动轴补偿量之间的关系从而提出左右齿面同向修形原理和左右齿面反向修形原理,在此基础上推导任意修形量拆分原理,从而确定最终各调整轴的运动补偿量,实现对左右齿面的非对称齿向修形,同时通过修形面齿轮齿面方程反解啮合方程求得蜗杆砂轮螺旋面,截取其法截面求得母线方程,由此设计成形金刚滚轮廓形参数,从而实现面齿轮齿形修形,两者相结合达到面齿轮全齿面主动任意修形的目的。在实际工程实践中切实可行,具有通用性和易操作性。
技术研发人员:李国龙,王梓宇,何坤,蒲峙杉,张博峰,宁行
受保护的技术使用者:重庆大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!