一种重型燃机透平叶片定位工装的制作方法
本发明涉及透平叶片定位,具体涉及一种重型燃机透平叶片定位工装。
背景技术:
1、透平叶片作为重型燃气轮机的核心热端部件,每级透平同规格叶片达到上百根,且具有结构扭曲、形状复杂、尺寸和质量较大的特点,铸态、热处理态叶片不同部位的组织存在明显差异。此外,由于透平叶片长期服役于高温、高压以及热腐蚀的工作环境中,叶片不同部位组织损伤程度差异较大。关于透平叶片的组织和力学性能评价主要是通过对叶片进行切割和解剖,分析和对比叶片不同部位的组织和力学性能差异。然而,在对透平叶片进行切割时,由于透平叶片的形状和体积特征影响,简单的使用线切割机原装夹具对透平叶片进行装夹时,无法确定同种叶片的切割基准,容易导致同规格叶片的组织、力学性能难以对应和对比,从而无法对透平叶片的组织和力学性能进行准确的评价。
2、现有技术中的叶片装夹夹具,通过配合定位模、调节块和操作件,定位模包括形成于上表面并与侧沿板外侧面的特征点对应以承载侧沿板外侧面的下定位面和与侧沿板的侧面对应并抵接侧沿板侧面的至少一个侧向定位面,调节块相对于侧向定位面安装于下定位面的另一侧,操作件带动调节块相对于侧向定位面移动以加紧、释放侧沿板。该夹具主要适用于航空发动机涡轮叶片的装夹定位,由于重型燃机透平叶片的尺寸远大于涡轮叶片,利用其对透平叶片进行装夹时容易发生“头重脚轻”的状况,且过大的叶片尺寸使透平叶片在线切割机上不便于竖立切割解剖,利用其对透平叶片进行装夹在对叶片进行切割时容易因切割机抖动导致叶片移位,进而使切割定位不准确。
技术实现思路
1、因此,本发明要解决的技术问题在于克服现有技术中叶片装夹夹具在对重型燃机透平叶片进行装夹定位后,在对叶片切割时叶片会发生移位的缺陷,从而提供一种重型燃机透平叶片定位工装。
2、为了解决上述技术问题,本发明提供一种重型燃机透平叶片定位工装,包括:
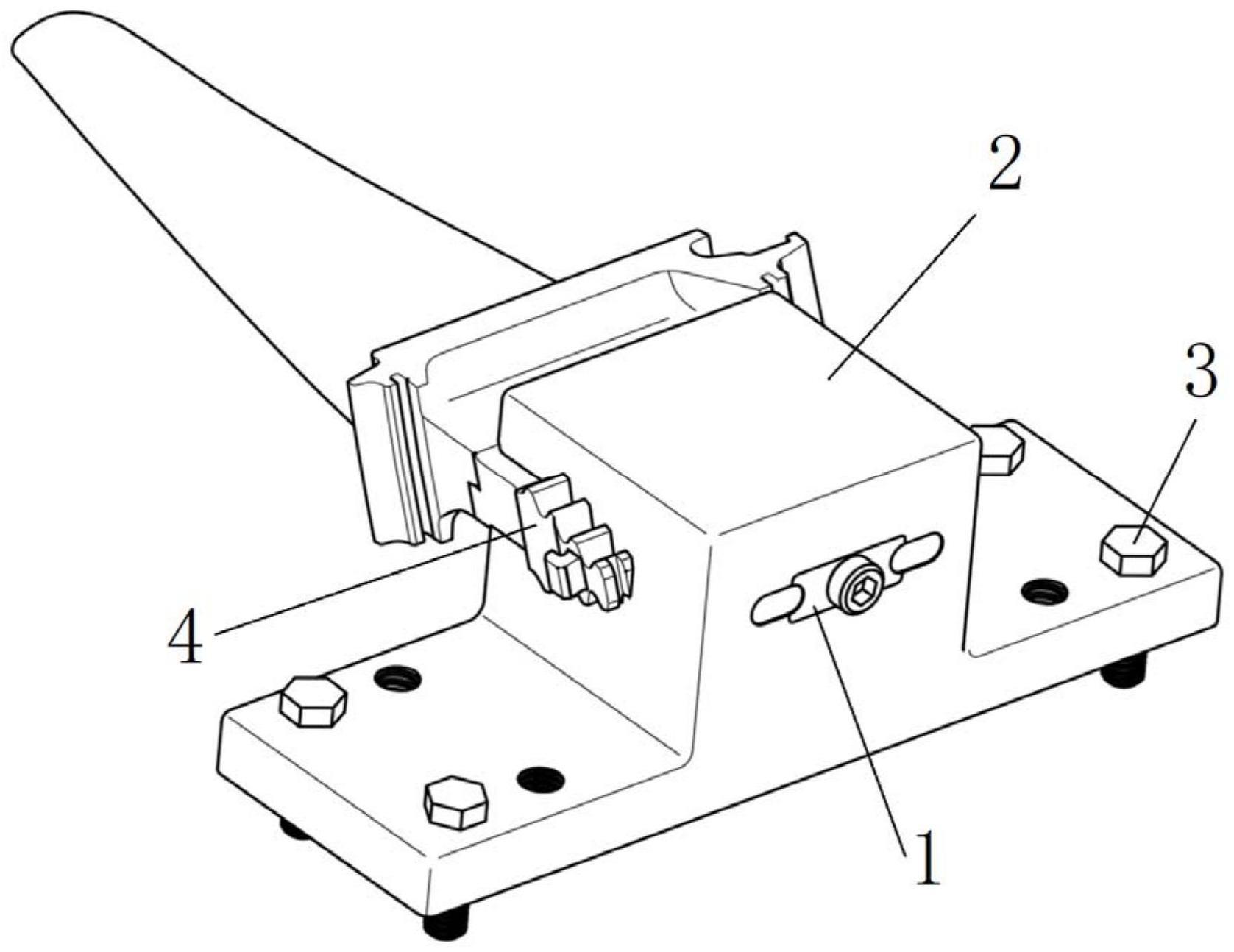
3、定位底座,其上贯穿设置有定位锁紧槽,定位锁紧槽的一端设置有重型燃机透平叶片安装工位,安装工位上的设置有限位部,限位部与重型燃机透平叶片的榫头外部形状配合,限位部适于对榫头进行卡紧限位;
4、定位锁紧器,安装在定位锁紧槽内,其一端设置有至少一个顶紧件,顶紧件适于与榫头尾部的进气孔配合抵接锁紧固定。
5、可选地,定位锁紧器包括:
6、锁紧器导座,其内部设置有导座滑块槽,锁紧器导座上设置有锁定孔,锁定孔贯穿锁紧器导座,导座滑块槽连通;
7、锁紧滑块,安装在导座滑块槽内,且锁紧滑块一侧与锁定孔对齐,锁紧滑块朝向导座滑块槽开口的一侧设置有定位凸台;
8、锁紧定位销,安装在导座滑块槽内,锁紧定位销朝向导座滑块槽的一侧设置有定位槽,定位凸台适于与定位槽滑动配合,顶紧件设于锁紧定位销的端部;
9、固定件,贯穿锁定孔与锁紧滑块顶紧设置,在固定件的顶紧力作用下,锁紧滑块朝向锁紧定位销运动以使定位凸台与定位槽抵紧配合。
10、可选地,锁紧滑块设置有一对,一对锁紧滑块两侧设有一对锁紧定位销。
11、可选地,一对锁紧滑块之间设置有锥形槽,固定件延伸至锥形槽内,且固定件与锥形槽配合连接。
12、可选地,固定件为锥形锁紧螺塞,锥形锁紧螺塞上设置有外螺纹,锥形槽内设置有内螺纹,锥形锁紧螺塞与锥形槽之间螺纹配合。
13、可选地,进气孔为腰圆形槽,其中一个顶紧件为腰圆形定位销头,另一顶紧件为多边形定位销头,且多边形定位销头的外周侧的棱适于与进气孔的内侧壁抵接。
14、可选地,腰圆形定位销头和多边形定位销头之间的中间间距与榫头尾部两个进气孔之间的中心间距相等。
15、可选地,定位底座的至少一侧设置有安装板,安装板上设置有安装孔。
16、可选地,安装工位为锥形槽,限位部为设于锥形槽内侧壁上的限位凸起。
17、可选地,限位凸起在锥形槽的内壁上间隔设置有多个。
18、本发明技术方案,具有如下优点:
19、1.本发明提供的重型燃机透平叶片定位工装,包括:定位底座,其上贯穿设置有定位锁紧槽,定位锁紧槽的一端设置有重型燃机透平叶片安装工位,安装工位上的设置有限位部,限位部与重型燃机透平叶片的榫头外部形状配合,限位部适于对榫头进行卡紧限位;定位锁紧器,安装在定位锁紧槽内,其一端设置有至少一个顶紧件,顶紧件适于与榫头尾部的进气孔配合抵接锁紧固定。
20、在利用透平叶片定位工装对重型燃机透平叶片进行固定后切割时,将透平叶片尾部的榫头从安装工位的一侧滑动安装在定位底座的安装工位上,利用限位部与透平叶片的榫头进行限位,然后在定位锁紧槽内安装定位锁紧器,利用顶紧件延伸至榫头尾部的进气孔内与进气孔抵接配合,以进一步对透平叶片在安装工位内的滑动进行限位,使得透平叶片能够被稳定固定在安装工位内。通过利用定位锁紧器限制透平叶片在安装工位上的滑动,能够避免在对透平叶片切割时因切割机抖动导致的叶片移位,从而保证切割定位的准确性。
21、2.本发明提供的重型燃机透平叶片定位工装,定位锁紧器包括:锁紧器导座,其内部设置有导座滑块槽,锁紧器导座上设置有锁定孔,锁定孔贯穿锁紧器导座与导座滑块槽连通;锁紧滑块,安装在导座滑块槽内,且锁紧滑块一侧与锁定孔对齐,锁紧滑块朝向导座滑块槽开口的一侧设置有定位凸台;锁紧定位销,安装在导座滑块槽内,锁紧定位销朝向导座滑块槽的一侧设置有定位槽,定位凸台适于与定位槽滑动配合,顶紧件设于锁紧定位销的端部;固定件,贯穿锁定孔与锁紧滑块顶紧设置,在固定件的顶紧力作用下,锁紧滑块朝向锁紧定位销运动以使定位凸台与定位槽抵紧配合。
22、在利用定位锁紧器对透平叶片进行限位时,首先将锁紧滑块安装在锁紧器导座的导座滑块槽内,然后从导座滑块槽的开口端安装锁紧定位销,最后从锁定孔内安装固定件,固定件通过与锁定孔固定配合以对锁紧滑块施加顶紧力,使得定位凸台与定位槽抵接,以使锁紧定位销端部的顶紧件与榫头尾部的进气孔紧密抵接锁定。
23、3.本发明提供的重型燃机透平叶片定位工装,锁紧滑块设置有一对,一对锁紧滑块两侧设有一对锁紧定位销。通过一对锁紧定位上的顶紧件共同与榫头尾部的进气孔配合,以提升对透平叶片在安装工位内滑动限位的稳定性。
24、4.本发明提供的重型燃机透平叶片定位工装,一对锁紧滑块之间设置有锥形槽,固定件延伸至锥形槽内,且固定件与锥形槽配合连接。当固定件逐渐延伸至锥形槽内时,能够推动锁紧滑块向两侧滑动,进而推动两侧锁紧定位销分别向两侧滑动,进而带动两个顶紧件对榫头施加相反的顶紧力,以提升透平叶片的稳定性。
25、5.本发明提供的重型燃机透平叶片定位工装,进气孔为腰圆形槽,其中一个顶紧件为腰圆形定位销头,另一顶紧件为多边形定位销头,且多边形定位销头的外周侧的棱适于与进气孔的内侧壁抵接。腰圆形定位销头便于与榫头底部的孔进行面接触,而多边形定位销头的棱边会和榫头底部的孔进行线接触,防止腰圆形型定位销和多边形定位销同时作用时过约束定位现象的发生。
26、6.本发明提供的重型燃机透平叶片定位工装,定位底座的至少一侧设置有安装板,安装板上设置有安装孔。利用安装板能够将定位底座固定安装在基座或线切割机床上,便于对透平叶片进行切割解剖。
- 还没有人留言评论。精彩留言会获得点赞!