一种铝单板尖角加工成型加工设备及成型方法与流程
本发明涉及铝单板尖角加工,具体地说,涉及一种铝单板尖角加工成型加工设备及成型方法。
背景技术:
1、铝单板幕墙适用于各种建筑内外墙、大堂门面、柱饰、高架走廊、人行天桥、电梯包边、阳台包装、广告指示牌、室内异形吊顶等的装饰,建筑物外墙、梁柱、阳台、雨棚机场、车站、医院会议厅、歌剧院体育场馆接待大堂等等高层建筑物;具有不易玷污,便于清洁保养。
2、针对铝单板尖角加工成型加工设备来说,现有技术就有很多,例如:
3、中国专利公开号cn217315264u公开了一种铝单板加工用尖角成型装置,包括两个支撑板,两个所述支撑板之间设置有两个相互铰接的加工板,两个所述加工板的铰接轴两端分别与两个支撑板转动连接,所述加工板的下表面安装有安装箱,所述加工板上表面设置有压板,所述压板的下表面安装有两个滑动杆且滑动杆的底端滑动贯穿安装箱并延伸至安装箱内,所述支撑板的上表面固定安装有固定板,两个所述固定板之间设置有安装板,所述安装板的下表面安装有锥形的尖角成型板,两个所述支撑板的下表面均固定安装有两个立柱,同侧的两个立柱之间固定安装有同一个气缸,所述气缸活塞杆的顶端固定安装有推板,所述推板的两端均铰接有转杆,所述转杆的另一端转动安装有连接杆,所述连接杆的外表面固定安装有滚轮,所述滚轮滑动安装在支撑板上开设的弧形滑道内且同侧的两个连接杆另一端分别固定安装在两个加工板的侧面。
4、由此可知,现有的铝单板弯折过程中,通过气缸的活塞杆带动推板向上运动,推板即对铝单板进行向上翻折,即可对铝单板进行尖角折弯处理,但是在折弯过程中,由于铝单板表面较为光滑,放置在加工版表面时进行固定时,由于压板下压过程中可能与铝单板摩擦导致其移动,从而使铝单板尖角加工过程中弯折处位置偏移,导致产品不合格,提高生产成本,而且在对铝单板进行尖角加工时,当板材较厚时,由于铝单板强度较大,在弯折过程中铝单板受材质影响容易复位,导致需要通过推板多次翻折进行尖角加工,导致加工效率低下。
技术实现思路
1、本发明的目的在于提供一种铝单板尖角加工成型加工设备及成型方法,以解决上述背景技术中提出的问题。
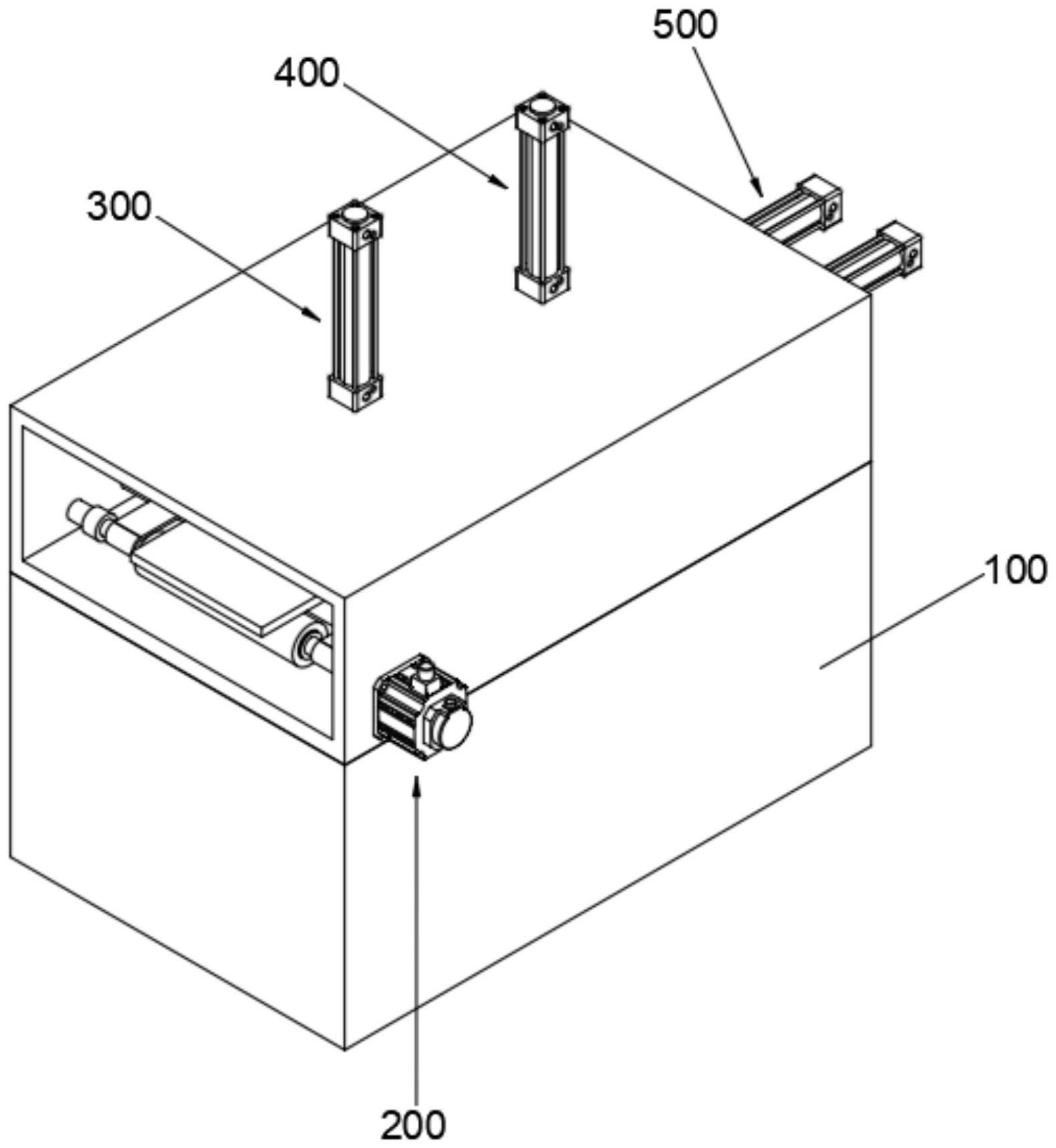
2、为实现上述目的,本发明目的之一在于,提供了一种铝单板尖角加工成型加工设备,包括机体,所述机体端部设有传送组件,所述传送组件用于对不同尺寸铝单板进行传送,所述传送组件上方设有固定组件,所述固定组件用于对传送组件表面的铝单板进行固定,所述传送组件端部设有开槽组件,所述开槽组件用于对铝单板底部进行开槽,通过固定组件对铝单板进行固定避免开槽处位置偏移,所述开槽组件端部设有成型组件,所述成型组件用于快速对铝单板进行按压弯折成型,通过开槽组件对铝单板底部进行开槽使其快速弯折,所述成型组件端部设有限位组件,所述限位组件用于对铝单板进行限位,同时对铝单板两侧边进行固定使其弯折过程中端部稳定。
3、作为本技术方案的进一步改进,所述传送组件包括有设在机体侧边的伺服电机,所述伺服电机输出轴贯穿机体侧壁且端部设有主动辊,所述主动辊右侧设有从动辊,所述主动辊和从动辊处于同一水平轴线上,所述主动辊和从动辊之间通过传送带传动连接。
4、作为本技术方案的进一步改进,所述从动辊和传送带之间设有多个辊筒,铝单板移动在辊筒表面进行传动,从而提高铝单板传送效率。
5、作为本技术方案的进一步改进,所述主动辊表面设有防滑套,通过防滑套转动带动铝单板移动在防滑套表面,通过防滑套与铝单板表面增大摩擦力,避免铝单板在传送过程中滑动。
6、作为本技术方案的进一步改进,所述固定组件包括有设在机体顶部的第一气缸,所述第一气缸端部的活塞杆贯穿机体顶部且设有压板,所述压板用于按压传送组件表面的铝单板,所述压板端面设有橡胶垫。
7、作为本技术方案的进一步改进,所述开槽组件包括有设在传送组件端部的开槽机,所述开槽机用于对铝单板底部进行开槽,便于对其进行尖角弯折加工,所述开槽机底部设有第四气缸,所述第四气缸用于对开槽机高度进行调节。
8、作为本技术方案的进一步改进,所述成型组件包括有设在开槽组件右侧的成型组件,所述成型组件包括有设在机体顶部的第二气缸,所述第二气缸端部的活塞杆贯穿机体顶部且设有压模,所述压模对铝单板开槽处表面进行按压弯折形成尖角。
9、作为本技术方案的进一步改进,所述限位组件包括有设在机体背部的第三气缸,所述第三气缸端部活塞杆贯穿外壁且设有挡板,所述挡板呈“u”型,所述挡板端面设有对称柱筒,所述柱筒内壁滑动有滑柱,所述滑柱端部均设有楔形块,所述楔形块用于对铝单板侧边进行固定限位,所述滑柱和柱筒之间设有弹性件。
10、作为本技术方案的进一步改进,所述挡板端面设有限位槽,所述楔形块侧边设有滑块,所述滑块滑动在限位槽内壁。
11、本发明目的之二在于,提供了一种用于操作包括上述任意一项所述的铝单板尖角加工成型加工设备的成型方法,包括如下方法步骤:
12、s1、通过将铝单板放置在传送组件表面,通过伺服电机转动带动主动辊转动,使铝单板在主动辊表面进行传送,当铝单板移动至合适位置时伺服电机停止转动;
13、s2、固定组件,通过第一气缸端部的活塞杆带动压板对铝单板表面进行按压固定,同时铝单板下方的开槽组件对其进行开槽作用,通过调节第四气缸带动开槽机垂直运动,从而对开槽深度进行调节,便于后续尖角加工成型;
14、s3、开槽完成时,第一气缸带动压板远离铝单板表面,传送组件带动铝单板继续向前运动,通过限位组件对铝单板端部进行阻挡,铝单板两侧沿楔形块侧壁滑动,楔形块受挤压带动滑柱滑动在柱筒内壁,当铝单板移动至挡板端面时,传送组件停止传动,楔形块受弹性件作用力对铝单板两侧进行固定。;
15、s4、通过成型组件对端部贴合限位组件的铝单板进行加工成型,通过第二气缸带动压模垂直向下按压,使铝单板开槽处弯折在凹模处,对铝单板侧边进行快速弯折;
16、s5、当侧边弯折完成后,启动伺服电机反向转动,使传送组件表面的铝单板从机体内传送出外部,将铝单板方向调换,重复上述步骤,即可快速对铝单板进行尖角加工。
17、与现有技术相比,本发明的有益效果:
18、1、该铝单板尖角加工成型加工设备及成型方法中,通过第三气缸端部的活塞杆推动挡板对铝单板进行限位,同时铝单板在移动过程中,通过挤压楔形块侧壁使其向两侧移动,当铝单板端面移动至挡板端面时停止移动,同时楔形块受弹性件作用力对铝单板两侧进行限位,对铝单板进行尖角加工时,避免铝单板位置偏移,提高尖角加工质量。
19、2、该铝单板尖角加工成型加工设备及成型方法中,通过开槽组件对铝单板底部进行开槽,通过第四气缸端部的活塞杆带动开槽机垂直运动,从而对开槽深度进行调节,从而便于对铝单板进行尖角加工,提高作业效率,为了避免在开槽过程中铝单板移动,通过第一气缸带动压板按压至铝单板表面,使其固定,从而避免铝单板移动。
20、3、该铝单板尖角加工成型加工设备及成型方法中,为了便于快速对铝单板进行尖角加工,通过第二气缸带动压模下压,快速对铝单板进行按压成型,提高作业效率。
- 还没有人留言评论。精彩留言会获得点赞!