一种不锈钢配管用对接焊接装置的制作方法
本发明涉及焊接设备,特别涉及一种不锈钢配管用对接焊接装置。
背景技术:
1、钢管是具有空心截面,长度远大于直径或周长的钢材,按截面形状分为圆形、方形、矩形和异形钢管;按材质分为碳素结构钢钢管、低合金结构钢钢管、合金钢钢管和复合钢管;在很多场合都因为长度需要将两个钢管焊接起来,现有的焊接工艺是通过人工在焊缝处将焊料和接缝处的金属熔化连接而成,不仅需要人工上下料,还需要人工完成所有的焊接工作,费时费力。
技术实现思路
1、本发明的目的是提供一种不锈钢配管用对接焊接装置,其能自动完成配管工件的上下料,并帮助完成总体的焊接工作,提高了自动化程度。
2、本发明的上述技术目的是通过以下技术方案得以实现的:
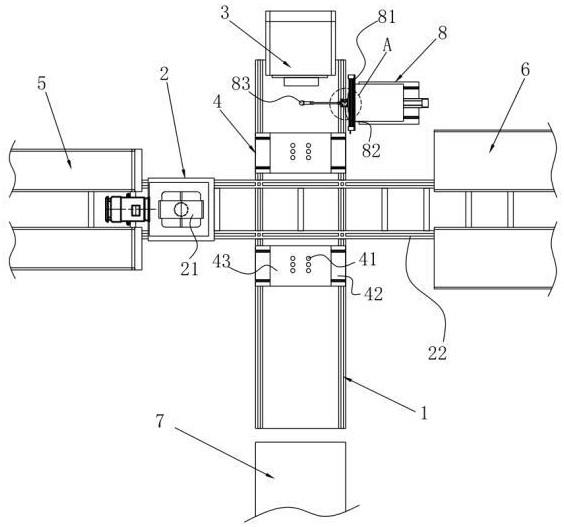
3、一种不锈钢配管用对接焊接装置,包括移动轨道和搬运装置,移动轨道一端设有自动装夹装置,装夹于工件一端并驱动其旋转,移动轨道上设有沿其移动的两工作台;
4、所述移动轨道两侧分别设有上料输送装置和下料输送装置,搬运装置将工件沿垂直于移动轨道方向往复搬运于上料输送装置、两工作台和下料输送装置之间。
5、更进一步地,所述搬运装置包括搬运小车,上料输送装置和下料输送装置皆包括两平行输送带,搬运小车在两平行输送带之间的区域移动;搬运小车上连接有升降座,将工件自上料输送装置/两工作台/下料输送装置上抬起/放下。
6、更进一步地,所述工作台顶部设有若干升降的定位块,供工件定位放置。
7、更进一步地,所述工作台内设有若干气缸,气缸输出端竖直向上并连接定位块,驱动定位块上下移动。
8、更进一步地,所述工作台包括底部的移动台和上部的放置台,放置台沿垂直于移动轨道方向滑移连接于移动台上。
9、更进一步地,所述自动装夹装置包括电动装夹卡盘。
10、更进一步地,所述移动轨道远离自动装夹装置一端设有备用输送装置以及抓取装置,抓取装置将备用输送装置上的工件抓取到两/其中一工作台上。
11、更进一步地,所述抓取装置包括抓取机械手。
12、更进一步地,还包括自动焊接装置,来进行配管工件之间的自动焊接。
13、更进一步地,所述自动焊接装置包括x向模组,x向模组上连接z向模组,并驱动z向模组沿移动轨道方向移动,z向模组上连接焊接枪,并驱动焊接枪上下移动。
14、综上所述,本发明具有以下有益效果:
15、通过搬运装置实现工件的上下料,两个工作台来方便根据工件尺寸来调整间距,使得工件在工作台上能过更加稳定,根据需要调整工件下方工作台数量,焊接长管时可以提供有效的支撑;通过备用输送装置来输送弯管或异型管,实现直管与弯管或异型管的焊接。
技术特征:
1.一种不锈钢配管用对接焊接装置,其特征在于:包括移动轨道和搬运装置,移动轨道一端设有自动装夹装置,装夹于工件一端并驱动其旋转,移动轨道上设有沿其移动的两工作台;
2.根据权利要求1所述的一种不锈钢配管用对接焊接装置,其特征在于:所述搬运装置包括搬运小车,上料输送装置和下料输送装置皆包括两平行输送带,搬运小车在两平行输送带之间的区域移动;搬运小车上连接有升降座,将工件自上料输送装置/两工作台/下料输送装置上抬起/放下。
3.根据权利要求1所述的一种不锈钢配管用对接焊接装置,其特征在于:所述工作台顶部设有若干升降的定位块,供工件定位放置。
4.根据权利要求3所述的一种不锈钢配管用对接焊接装置,其特征在于:所述工作台内设有若干气缸,气缸输出端竖直向上并连接定位块,驱动定位块上下移动。
5.根据权利要求1或3所述的一种不锈钢配管用对接焊接装置,其特征在于:所述工作台包括底部的移动台和上部的放置台,放置台沿垂直于移动轨道方向滑移连接于移动台上。
6.根据权利要求1所述的一种不锈钢配管用对接焊接装置,其特征在于:所述自动装夹装置包括电动装夹卡盘。
7.根据权利要求1所述的一种不锈钢配管用对接焊接装置,其特征在于:所述移动轨道远离自动装夹装置一端设有备用输送装置以及抓取装置,抓取装置将备用输送装置上的工件抓取到两/其中一工作台上。
8.根据权利要求7所述的一种不锈钢配管用对接焊接装置,其特征在于:所述抓取装置包括抓取机械手。
9.根据权利要求1所述的一种不锈钢配管用对接焊接装置,其特征在于:还包括自动焊接装置,来进行配管工件之间的自动焊接。
10.根据权利要求9所述的一种不锈钢配管用对接焊接装置,其特征在于:所述自动焊接装置包括x向模组,x向模组上连接z向模组,并驱动z向模组沿移动轨道方向移动,z向模组上连接焊接枪,并驱动焊接枪上下移动。
技术总结
本发明公开了一种不锈钢配管用对接焊接装置,涉及焊接设备技术领域,解决了现有的焊接工艺是通过人工在焊缝处将焊料和接缝处的金属熔化连接而成,不仅需要人工上下料,还需要人工完成所有的焊接工作,费时费力的问题。包括移动轨道和搬运装置,移动轨道一端设有自动装夹装置,装夹于工件一端并驱动其旋转,移动轨道上设有沿其移动的两工作台;移动轨道两侧分别设有上料输送装置和下料输送装置,搬运装置将工件沿垂直于移动轨道方向往复搬运于上料输送装置、两工作台和下料输送装置之间。其能自动完成配管工件的上下料,并帮助完成总体的焊接工作,达到了提高自动化程度的效果。
技术研发人员:古河弘道,黄金晶,日置胜之
受保护的技术使用者:南通伊原流体系统科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!