焊接方法和焊接系统与流程
本发明属于焊接,具体地,涉及一种焊接方法,还涉及一种焊接系统。
背景技术:
1、本部分提供的仅仅是与本公开相关的背景信息,其并不必然是现有技术。
2、农业机械装备例如小麦机、花生机、籽粒收获机等都具有滚筒这一重要结构,滚筒纵缝焊接的工艺和质量等因素直接影响到农机装备的稳定性和可靠性,现有的滚筒纵缝的焊接,通常采用人工焊接和机器人焊接,其中,人工焊接方式,对操作员的焊接技术有较高要求,尤其是对于滚筒的较长纵缝进行焊接时,劳动强度很大,工作效率低,且焊接质量和焊接成型的一致性很难保证。
技术实现思路
1、本发明的目的是至少解决纵缝焊接质量和焊接成型的一致性难以保证的技术问题。该目的是通过以下技术方案实现的:
2、本发明的第一方面提供了一种焊接方法,所述焊接方法用于对滚筒的纵缝进行焊接,所述焊接方法包括:
3、将所述滚筒置于焊接工位,并调整所述滚筒使所述滚筒的纵缝沿x轴方向延伸;
4、移动所述滚筒将所述纵缝的一端与焊接工位的定位装置对齐,根据所述滚筒的纵缝与所述定位装置的相对位置关系以及所述纵缝的长度,确定所述纵缝的焊接起始位置和焊接终止位置;
5、控制焊枪自初始位置移动至所述焊接起始位置;
6、在所述焊枪移动至所述焊接起始位置后,控制所述焊枪以预设速度沿所述x轴方向从所述焊接起始位置向所述焊接终止位置移动,对所述纵缝进行焊接;
7、完成对所述纵缝的焊接后,控制所述焊枪以返程速度退回至所述初始位置。
8、本发明提供的焊接方法,能够对滚筒的待焊接区域进行定位,通过将滚筒的待焊接区域沿x轴布置,滚筒的纵缝的一端与定位装置对齐,不但有利于确定滚筒的位置,还能够确定焊缝的焊接起始位置和焊接终止位置,从而在焊接过程中能够防止滚筒的移动或焊枪的起始位置和终止位置的不确定对焊接质量造成影响;通过控制焊枪沿滚筒的纵缝的焊接起始位置和焊接终止位置移动,完成对滚筒的待焊接区域的焊接,因此,本发明的焊接方法,通过调整滚筒的焊接工艺,降低了滚筒的焊接成本,并且对滚筒的每条纵缝焊接均可以一次成型,有利于保证焊接质量。
9、另外,根据本发明实施例的焊接方法,还可具有如下附加的技术特征:
10、在本发明的焊接方法的一些实施方式中,所述滚筒包括多条纵缝,所述多条纵缝沿x轴方向间隔设置;
11、所述根据所述滚筒的纵缝与所述定位装置的相对位置关系以及所述纵缝的长度,确定所述纵缝的焊接起始位置和焊接终止位置,包括:
12、根据每条所述纵缝与定位装置的相对位置以及所述多条纵缝的间距,确定每条所述纵缝的焊接起始位置和焊接终止位置;
13、所述焊接方法还包括:控制所述焊枪沿所述x轴方向对所述多条纵缝依次焊接,待焊接完成后以所述返程速度返回至所述初始位置。
14、在本发明的焊接方法的一些实施方式中,多条所述纵缝均沿x轴方向延伸,至少其中的第一纵缝和第二纵缝沿所述滚筒的周向间隔设置,且沿x轴方向平行设置;
15、所述控制所述焊枪沿所述x轴方向对所述多条纵缝依次焊接包括:
16、完成对所述第一纵缝的焊接后,旋转所述滚筒直至所述第二纵缝的一端与所述定位装置对齐,启动对所述第二纵缝的焊接。
17、在本发明的焊接方法的一些实施方式中,所述焊接方法包括:
18、控制所述焊枪沿y轴方向移动,使所述焊枪与所述纵缝呈预设角度,所述y轴方向与x轴方向相交设置。
19、在本发明的焊接方法的一些实施方式中,所述焊接方法还包括:
20、控制所述焊枪沿x轴方向移动至与第一位置,所述第一位置与所述焊接起始位置在z轴方向上对齐设置,所述z轴方向与所述x轴方向、所述y轴方向均相交设置;
21、控制所述焊枪沿z轴方向移动至所述焊接起始位置。
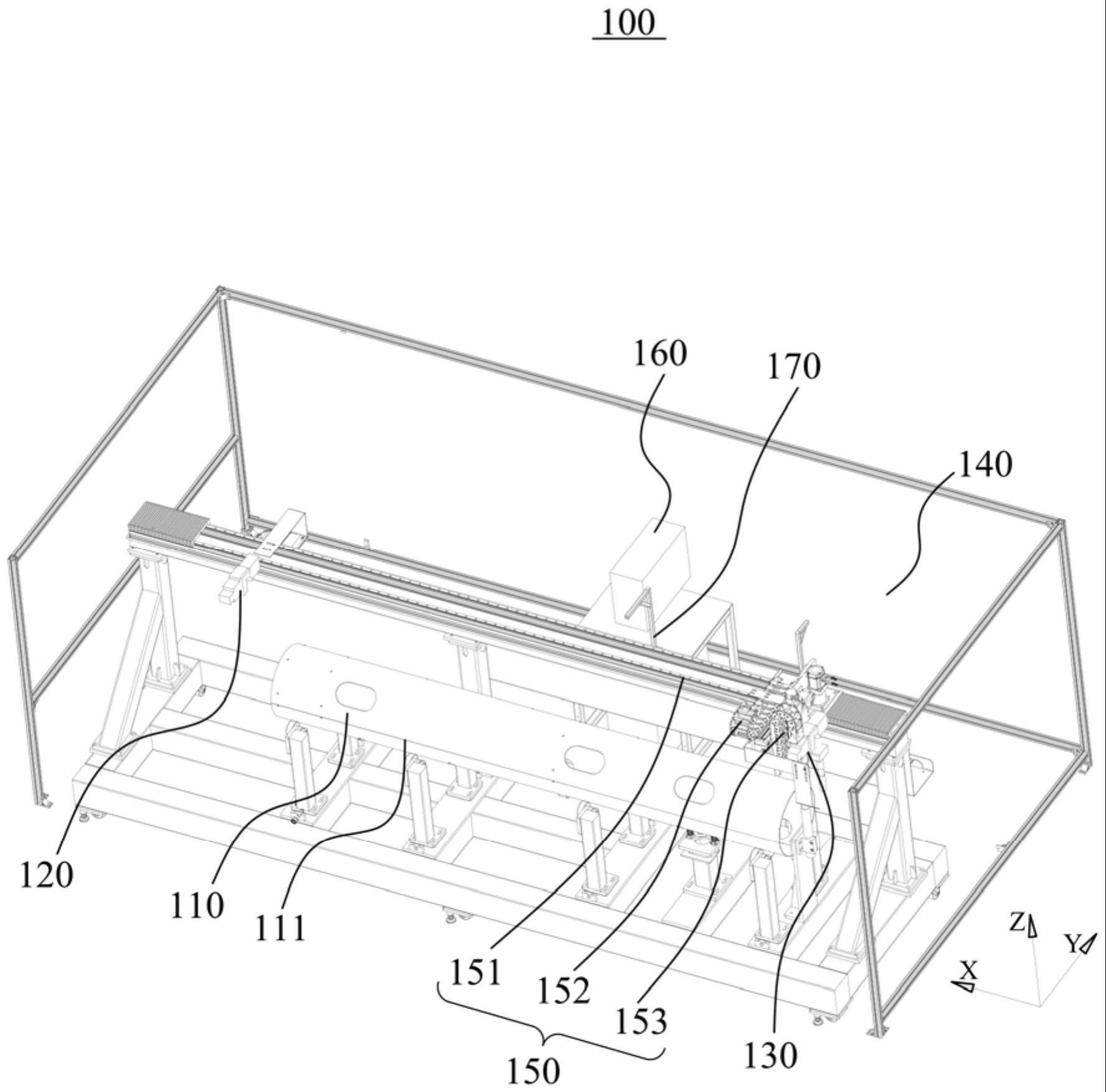
22、本发明的第二方面还提供了一种焊接系统,其特征在于,所述焊接系统按照上述任一项所述焊接方法对滚筒的纵缝进行焊接,所述焊接系统包括:
23、焊接装置,所述焊接装置包括焊枪;
24、定位装置,所述定位装置设于所述焊接工位,所述定位装置用于确定所述纵缝的位置以及所述纵缝的焊接起始位置和焊接终止位置;
25、驱动装置,所述驱动装置包括x轴驱动组件、y轴驱动组件以及z轴驱动组件,且均与所述焊枪相连,用于驱动所述焊枪沿x轴方向、y轴方向和z轴方向移动,x轴方向、y轴方向和z轴方向两两相交;
26、控制器,所述控制器分别与所述定位装置和焊接装置相连,根据所述纵缝的焊接起始位置和焊接终止位置,驱动所述焊枪沿x轴方向或y轴方向或z轴方向移动,以对所述纵缝进行焊接。
27、在本发明的焊接系统的一些实施方式中,所述焊接系统还包括:
28、人机交互装置,所述人机交互装置与所述控制器相连,所述人机交互装置用于控制参数的输入,所述控制参数包括所述预设速度、所述返程速度以及所述纵缝的长度,其中,所述焊枪以所述预设速度对所述纵缝进行焊接,所述焊枪以所述返程速度退回至初始位置。
29、在本发明的焊接系统的一些实施方式中,所述人机交互装置包括显示屏,所述焊接系统还包括:
30、图像采集组件,所述图像采集组件设于所述焊接工位并与所述滚筒的待焊接区域相对设置,所述图像采集组件与所述显示屏电连接。
31、在本发明的焊接系统的一些实施方式中,所述焊接系统还包括:
32、移动式控制器,所述移动式控制器与所述焊接装置通讯连接,所述移动式控制器用于远程调整所述焊枪的焊接速度以及沿x轴方向或y轴方向或z轴方向与所述纵缝的相对距离;
33、和/或清洁装置,所述清洁装置用于对所述焊枪的焊枪口进行清洁。
34、在本发明的焊接系统的一些实施方式中,所述焊接系统还包括:
35、保护开关,所述保护开关设于所述焊接装置中,用于控制所述焊枪的紧急停止;
36、行程开关,所述x轴驱动组件、y轴驱动组件以及z轴驱动组件均包括所述行程开关。
技术特征:
1.一种焊接方法,所述焊接方法用于对滚筒的纵缝进行焊接,其特征在于,所述焊接方法包括:
2.根据权利要求1所述的焊接方法,其特征在于,所述滚筒包括多条纵缝,所述多条纵缝沿x轴方向间隔设置;
3.根据权利要求2所述的焊接方法,其特征在于,多条所述纵缝均沿x轴方向延伸,至少其中的第一纵缝和第二纵缝沿所述滚筒的周向间隔设置,且沿x轴方向平行设置;
4.根据权利要求3所述的焊接方法,其特征在于,所述焊接方法包括:
5.根据权利要求4所述的焊接方法,其特征在于,所述焊接方法还包括:
6.一种焊接系统,其特征在于,所述焊接系统按照权利要求1-5任一项所述的焊接方法对滚筒的纵缝进行焊接,所述焊接系统包括:
7.根据权利要求6所述的焊接系统,其特征在于,所述焊接系统还包括:
8.根据权利要求7所述的焊接系统,其特征在于,所述人机交互装置包括显示屏,所述焊接系统还包括:
9.根据权利要求8所述的焊接系统,其特征在于,所述焊接系统还包括:
10.根据权利要求6-9任一项所述的焊接系统,其特征在于,所述焊接系统还包括:
技术总结
本发明提供了一种焊接方法和焊接系统,所述焊接方法用于对滚筒的纵缝进行焊接,焊接方法包括:将滚筒置于焊接工位,并调整滚筒使滚筒的纵缝沿X轴方向延伸;移动滚筒将纵缝的一端与焊接工位的定位装置对齐,根据滚筒的纵缝与定位装置的相对位置关系以及纵缝的长度,确定纵缝的焊接起始位置和焊接终止位置;控制焊枪自初始位置移动至焊接起始位置;在焊枪移动至焊接起始位置后,控制焊枪以预设速度沿X轴方向从焊接起始位置向焊接终止位置移动,对纵缝进行焊接;完成对纵缝的焊接后,控制焊枪以返程速度退回至初始位置;本发明的焊接方法,通过调整滚筒的焊接工艺,能够控制滚筒的焊接质量和成本。
技术研发人员:王慧,李爽,王志明,王海军,魏许照
受保护的技术使用者:潍柴动力股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!