工件组装系统及组装方法与流程
本发明涉及组装机械的,具体涉及一种工件组装系统及组装方法。
背景技术:
1、传统的产品在组装的过程中,均需要进行多次相同或近似部件的组装。传统的组装设备在组装的过程中,将每一组装工位均依次布设,结构复杂,且在第一工位处可仅实现一个部件的组装,但由于各个工序的用时不同,因此,经常会出现组装机械等待的现象,而造成组装时间长,组装效率低的问题。
技术实现思路
1、因此,本发明所要解决的技术问题是传统的组装设备结构复杂,且组装效率低。
2、为解决上述技术问题,本发明提供一种工件组装系统,包括:
3、机架,所述机架上设有多个工位,多个所述工位包括产品上料工位、第一工件上料工位、第二工件上料工位、中转工位及组装工位;
4、产品传送机构,设于所述机架上,所述产品传送机构用于将待组装产品自所述产品上料工位传送至所述组装工位处;
5、第一工件上料机构,设于所述机架上、用于将第一工件呈第一预设状态移送至所述第一工件上料工位处;
6、第二工件上料机构,设于所述机架上、用于将第二工件呈第二预设状态移送至所述第二工件上料工位处;
7、中转机构,设于所述机架上,用于将所述第一工件自所述第一工件上料工位处移送至所述中转工位处、以及用于将第二工件自所述第二工件上料工位处移送至所述中转工位处;
8、工件组装机构,设于所述机架上,用于将处于所述中转工位处的第一工件和第二工件依次转移至处于所述组装工位处的待组装产品上。
9、可选地,所述产品上料工位和所述组装工位沿所述机架的横向布设,所述第一工件上料工位和所述第二工件上料工位沿所述机架的横向呈并排设置,其中,所述第一工件上料工位、所述中转工位及所述组装工位沿所述机架的纵向依次布设,所述第二工件上料工位、所述中转工位及所述组装工位沿所述机架的纵向依次布设。
10、可选地,所述第一工件上料机构和所述第二工件上料机构的结构一致,其中,所述第一工件上料机构和所述第二工件上料机构均包括:
11、工件振动盘,设于所述机架上,用于使得第一工件或第二工件逐一输出;
12、柔性振动组件,设于所述机架上、且对应所述工件振动盘的输出端设置,所述柔性振动组件用于将所述第一工件或所述第二工件进行振动翻转,以使得所述第一工件可翻转至所述第一预设状态或所述第二工件可翻转至所述第二预设状态;
13、工件移载组件,设于所述机架上,用于将处于所述中转工位处的所述第一工件和所述第二工件依次移送至所述中转机构上。
14、可选地,所述中转机构包括两套中转组件,两套所述中转组件分别对应所述第一工件上料机构和所述第二工件上料机构设置,各套所述中转组件包括:
15、中转台,呈活动设于所述机架上、且具有在所述第一工件上料工位和所述中转工位之间的往复活动行程或所述第二工件上料工位和所述中转工位之间的往复活动行程,所述中转台上设有定位部,所述定位部适于与第一工件或第二工件相定位配合;
16、刮料结构,设于所述机架上,在所述中转台自所述第一工件上料工位或所述第二工件上料工位朝向所述中转工位移动时,所述中转台可移动至与所述刮料结构相接触,在所述刮料结构的作用下以将所述中转台上未处于所述定位部内的第一工件或第二工件刮除;
17、中转驱动结构,与所述中转台相连接,用于驱动所述中转台在所述第一工件上料工位和所述中转工位之间往复移动,或用于驱动所述中转台在所述第二工件上料工位和所述中转工位之间往复移动。
18、可选地,所述中转台包括中转板,所述定位部包括设于所述中转板上的多个定位凹槽,多个所述定位凹槽的直径呈差异设置;和/或,
19、所述中转板上设有废料槽,在沿所述第一工件上料工位或所述第二工件上料工位朝向所述中转工位的方向上,所述废料槽位于所述定位部的后方。
20、可选地,每一套所述中转组件包括两个所述中转台,且两个所述中转台的移动方向呈相反设置。
21、可选地,所述中转台具有沿所述机架的纵向的往复活动行程,两个所述中转台沿所述机架呈平行间隔设置;所述刮料结构包括刮料架、以及设于所述刮料架上的刮料板,所述刮料架沿所述机架的横向延伸设置、且位于所述中转台的移动路线的上方,在所述中转台移动至所述刮料架的下方时,所述刮料板可与所述中转台相接触。
22、可选地,所述工件组装机构包括:
23、组装吸嘴,活动设于所述机架上、且至少具有沿所述机架的上下方向、沿所述机架的横向、以及沿所述机架的纵向的往复移动行程;
24、组装驱动结构,设于所述机架上、且与所述组装吸嘴相连接,用于驱动所述组装吸嘴沿所述机架的上下方向、沿所述机架的横向和纵向往复移动。
25、可选地,所述工件组装系统还包括下料机构,所述下料机构用于将所述组装工位处组装好的成品移送至下一工位处;和/或,
26、所述工件组装系统还包括检测机构,所述检测机构设于所述机架上、且对应位于所述产品上料工位处,所述检测机构用于检测处于所述产品上料工位处的待组装产品是否放置正确。
27、本发明还提供一种工件组装方法,包括如下步骤:
28、将待组装产品沿第一方向移送至组装工位处;
29、将第一工件以第一预设状态沿第二方向移送至中转工位处,同时将第二工件以第二预设状态沿第二方向移动至中转工位处,所述第二方向与所述第一方向相垂直;
30、通过工件组装机构将处于中转工位处的第一工件和第二工件依次组装至处于所述组装工位处的待组装产品上。
31、本发明提供的技术方案,具有以下优点:
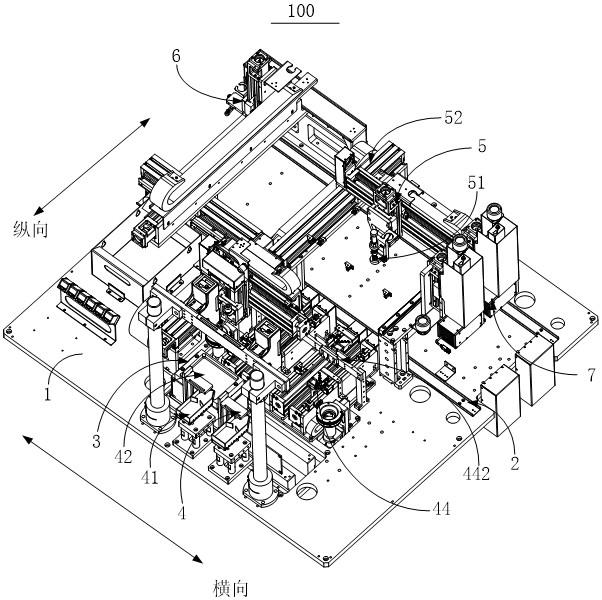
32、本发明提供的工件组装系统,包括有机架、产品传送机构、第一工件上料机构、第二工件上料机构、中转机构及工件组装机构,通过产品传送机构可将待组装的产品移送至组装工位处,从而等待组装,通过第一工件上料机构和第二工件上料机构可分别将第一工件和第二工件同时移送至中转工位处,以等待组装至待组装产品上,从而使得第一工件和第二工件的上料可同时进行,以更节约组装时间,使得组装效率更高;而且,由于第一工件和第二工件同时进行上料,使得上料速度较快,通过中转机构可使得工件组装机构不用等待,而一直保持持续上件状态,通过第一工件上料机构、第二工件上料机构、中转机构及工件组装机构的相互配合,使得工件和待组装产品的组装配合更好,从而使得整个工件组装系统的组装效率更高。
技术特征:
1.一种工件组装系统,其特征在于,包括:
2.如权利要求1所述的工件组装系统,其特征在于,所述产品上料工位和所述组装工位沿所述机架的横向布设,所述第一工件上料工位和所述第二工件上料工位沿所述机架的横向呈并排设置,其中,所述第一工件上料工位、所述中转工位及所述组装工位沿所述机架的纵向依次布设,所述第二工件上料工位、所述中转工位及所述组装工位沿所述机架的纵向依次布设。
3.如权利要求1所述的工件组装系统,其特征在于,所述第一工件上料机构和所述第二工件上料机构的结构一致,其中,所述第一工件上料机构和所述第二工件上料机构均包括:
4.如权利要求1所述的工件组装系统,其特征在于,所述中转机构包括两套中转组件,两套所述中转组件分别对应所述第一工件上料机构和所述第二工件上料机构设置,各套所述中转组件包括:
5.如权利要求4所述的工件组装系统,其特征在于,所述中转台包括中转板,所述定位部包括设于所述中转板上的多个定位凹槽,多个所述定位凹槽的直径呈差异设置;和/或,
6.如权利要求5所述的工件组装系统,其特征在于,每一套所述中转组件包括两个所述中转台,且两个所述中转台的移动方向呈相反设置。
7.如权利要求4所述的工件组装系统,其特征在于,所述中转台具有沿所述机架的纵向的往复活动行程,两个所述中转台沿所述机架呈平行间隔设置;所述刮料结构包括刮料架、以及设于所述刮料架上的刮料板,所述刮料架沿所述机架的横向延伸设置、且位于所述中转台的移动路线的上方,在所述中转台移动至所述刮料架的下方时,所述刮料板可与所述中转台相接触。
8.如权利要求1所述的工件组装系统,其特征在于,所述工件组装机构包括:
9.如权利要求1所述的工件组装系统,其特征在于,所述工件组装系统还包括下料机构,所述下料机构用于将所述组装工位处组装好的成品移送至下一工位处;和/或,
10.一种工件组装方法,其特征在于,包括如下步骤:
技术总结
本发明涉及组装机械的技术领域、并具体公开了一种工件组装系统及组装方法。工件组装系统包括机架、产品传送机构、第一工件上料机构、第二工件上料机构、中转机构及工件组装机构,产品传送机构用于将待组装产品自产品上料工位传送至组装工位处;第一工件上料机构用于将第一工件呈第一预设状态移送至第一工件上料工位处;第二工件上料机构用于将第二工件呈第二预设状态移送至第二工件上料工位处;中转机构用于将第一工件和第二工件自第二工件上料工位处移送至中转工位处;工件组装机构用于将处于中转工位处的第一工件和第二工件依次转移至处于组装工位处的待组装产品上。本发明提供的工件组装系统,更节约组装时间,使得组装效率更高。
技术研发人员:柳洪哲,柳云鸿,钱曙光,汪炉生,朱文兵,罗时帅,钱根,马群,许治强
受保护的技术使用者:荣旗工业科技(苏州)股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!