消除超高强度钢边浪的方法和装置与流程
本发明涉及超高强度钢,特别地,涉及消除超高强度钢边浪的方法和装置。
背景技术:
1、带钢又称钢带,主要是指厚度较薄、宽度较窄和长度较长的钢板,在通过冷轧方式对带钢进行生产加工时,当带钢存在边部浪形即边浪时,容易和生产设备发生摩擦,导致带钢出现划伤的情况,导致带钢品质降级,甚至成为废品,为了消除带钢的边浪,通常采用拉矫机和张力辊组相配合,对带钢进行加工,使得带钢拉伸后形成延伸率,以控制带钢的板型,所述拉矫机一般为包括两个弯曲辊组和一个矫直辊组的二弯一矫拉矫机。
2、当拉矫机和张力辊对超高强度带钢进行加工,以消除超高强度带钢的边浪时,由于超高强度带钢的屈服强度过大,当张力辊的扭矩达到峰值时,拉矫机的插入量难以超过插入量阈值,使得带钢弯曲角度小于角度阈值,带钢产生延伸率较小,难以完全消除带钢的边浪,使得边浪消除的效果较差。
技术实现思路
1、本申请的实施例提供了消除超高强度钢边浪的方法和装置,通过增大拉矫机插入量,能够产生足以消除边浪的延伸率,消除边浪的效果好。
2、本申请的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本申请的实践而习得。
3、根据本申请实施例的第一方面,提供了消除超高强度钢边浪的方法,包括:
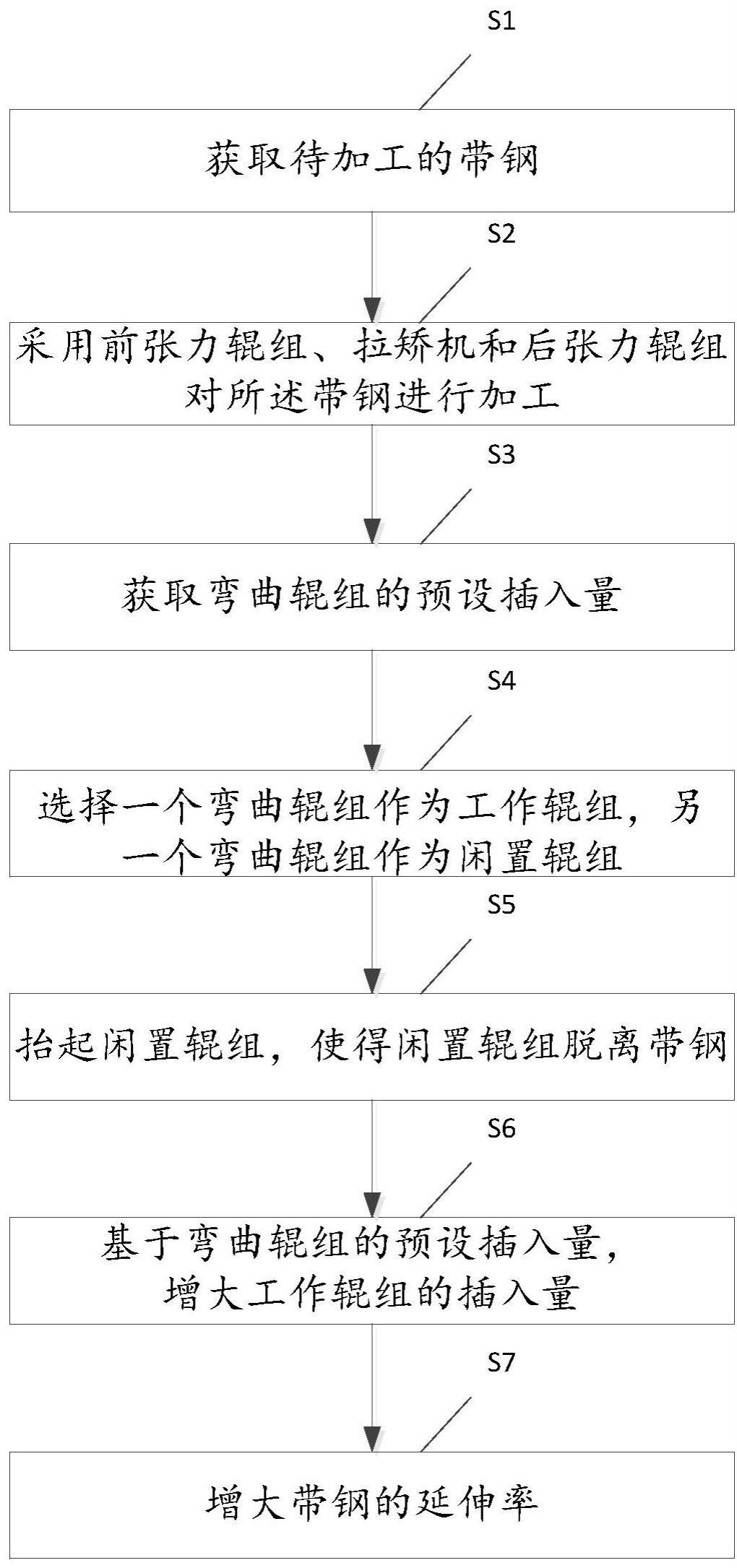
4、获取待加工的带钢;
5、采用前张力辊组、拉矫机和后张力辊组对所述带钢进行加工,所述拉矫机位于前张力辊组和后张力辊组之间,所述拉矫机包括从前张力辊组到后张力辊组方向依次设置的两个弯曲辊组和一个矫直辊组;
6、获取弯曲辊组的预设插入量;
7、选择一个弯曲辊组作为工作辊组,另一个弯曲辊组作为闲置辊组;
8、抬起闲置辊组,使得闲置辊组脱离带钢;
9、基于弯曲辊组的预设插入量,增大工作辊组的插入量;
10、增大带钢的延伸率。
11、在本申请的一些实施例中,基于前述方案,所述前张力辊组包括依次设置的第一张力辊和第二张力辊,所述第二张力辊靠近拉矫机设置。
12、在本申请的一些实施例中,基于前述方案,所述第一张力辊和第二张力辊之间设有第一活套。
13、在本申请的一些实施例中,基于前述方案,还包括:
14、获取第一活套的预设张力,基于第一活套的预设张力,增大第一活套的张力。
15、在本申请的一些实施例中,基于前述方案,所述后张力辊组包括依次设置的第三张力辊、第四张力辊和第二张力辊,所述第三张力辊靠近拉矫机设置。
16、在本申请的一些实施例中,基于前述方案,所述第三张力辊和第四张力辊之间设有第二活套。
17、在本申请的一些实施例中,基于前述方案,还包括:
18、获取第二活套的预设张力,基于第二活套的预设张力,增大第二活套的张力。
19、在本申请的一些实施例中,基于前述方案,所述第四张力辊和第五张力辊之间设有第三活套。
20、在本申请的一些实施例中,基于前述方案,还包括:
21、获取第三活套的预设张力,基于第三活套的预设张力,增大第三活套的张力。
22、在本申请的一些实施例中,通过增大工作辊组的插入量,使得带钢弯曲角度增大,产生足以消除超高强度带钢边浪的延伸率,边浪消除的效果好。
23、根据本申请实施例的第二方面,提供了消除超高强度钢边浪的装置,包括:
24、第一获取单元,获取待加工的带钢;
25、加工单元,采用前张力辊组、拉矫机和后张力辊组对所述带钢进行加工,所述拉矫机位于前张力辊组和后张力辊组之间,所述拉矫机包括从前张力辊组到后张力辊组方向依次设置的两个弯曲辊组和一个矫直辊组;
26、第二获取单元,获取弯曲辊组的预设插入量;
27、选择单元,选择一个弯曲辊组作为工作辊组,另一个弯曲辊组作为闲置辊组;
28、抬起单元,抬起闲置辊组,使得闲置辊组脱离带钢;
29、第一增大单元,基于弯曲辊组的预设插入量,增大工作辊组的插入量;
30、第二增大单元,增大带钢的延伸率。
31、上述第二方面各个实施例的有益效果,可以参考上述第一方面及第一方面各个实施例的有益效果,这里不再赘述。
32、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:
1.消除超高强度钢边浪的方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述前张力辊组包括依次设置的第一张力辊和第二张力辊,所述第二张力辊靠近拉矫机设置。
3.根据权利要求2所述的方法,其特征在于,所述第一张力辊和第二张力辊之间设有第一活套。
4.根据权利要求3所述的方法,其特征在于,还包括:
5.根据权利要求1所述的方法,其特征在于,所述后张力辊组包括依次设置的第三张力辊、第四张力辊和第二张力辊,所述第三张力辊靠近拉矫机设置。
6.根据权利要求5所述的方法,其特征在于,所述第三张力辊和第四张力辊之间设有第二活套。
7.根据权利要求6所述的方法,其特征在于,还包括:
8.根据权利要求5所述的方法,其特征在于,所述第四张力辊和第五张力辊之间设有第三活套。
9.根据权利要求8所述的方法,其特征在于,还包括:
10.消除超高强度钢边浪的装置,其特征在于,包括:
技术总结
本申请公开了消除超高强度钢边浪的方法和装置,所述方法包括:获取待加工的带钢;采用前张力辊组、拉矫机和后张力辊组对所述带钢进行加工,所述拉矫机位于前张力辊组和后张力辊组之间,所述拉矫机包括从前张力辊组到后张力辊组方向依次设置的两个弯曲辊组和一个矫直辊组;获取弯曲辊组的预设插入量;选择一个弯曲辊组作为工作辊组,另一个弯曲辊组作为闲置辊组;抬起闲置辊组,使得闲置辊组脱离带钢;基于弯曲辊组的预设插入量,增大工作辊组的插入量;增大带钢的延伸率。本申请能够形成足以消除超高强度钢双边浪的延伸率。
技术研发人员:郝垚,高国强,于海龙,孙永军,相远茂,陈湘宁,杨亮,胡佳新,武运涛,卢岩
受保护的技术使用者:北京首钢冷轧薄板有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!