一种组装生产线及其控制方法与流程
本发明涉及自动化加工设备的,尤其涉及一种组装生产线及其控制方法。
背景技术:
1、近年来,随着智能信息化建设的发展,多地水路客运纷纷实行并推广电子船票政策,利用电子船票代替纸质船票,通过电子船票能够查询电子船票相关信息和快速验票等,从而有效规范水路客运秩序、提高通关效率及提升水路旅客出行便利性。电子船票主要包括相互固定连接的上下壳及安装在上下壳内的圆形pcb部件,其中包括多种材料上料、pcb部件装壳、注胶、上下壳焊接固定、成品包装等多项生产工序,还涉及到多线运输的情况,若采取传统的单种机器对应不同的生产工序生产,各工序之间运输的时间较长,从而导致生产效率下降。随着电子船票的普及,对电子船票的需求日益增大,对电子船票生产组装设备的效率要求越来越高,因此有必要提出更加自动化的生产设备。
2、本发明即是针对现有技术的不足而研究提出。
技术实现思路
1、本发明的目的是通过制作一种应用于电子船票生产组装的全工序自动生产线,以提升电子船票的生产效率,本发明解决其技术问题采用的技术方案是:
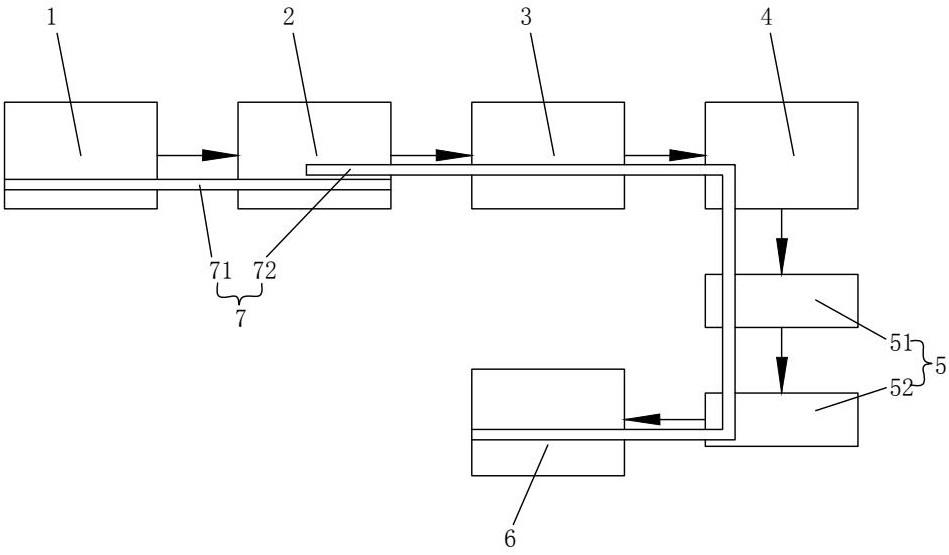
2、一种组装生产线,包括生产线主体,所述生产线主体包括沿物料行进方向依次设置的pcb部件上料机、pcb部件组装机、上盖组装机、焊接机、检测模块及包装机,所述生产线主体还包括用于输送物料的传送机构,通过焊接机输出成品,所述检测模块包括用于成品气密性检测的第一检测机及用于成品功能检测的第二检测机,所述第一检测机和第二检测机沿物料行进方向依次设置,所述传送机构包括设置在pcb部件上料机、pcb部件组装机中的第一传送带及设置在pcb部件组装机、上盖组装机、焊接机、第一检测机、第二检测机和包装机中的第二传送带,其中pcb部件组装机中的第一传送带和第二传送带相邻设置。
3、由上所述的一种组装生产线,所述pcb部件上料机包括相邻设置的第一料仓、夹料工位和第一翻转机构及设于第一料仓和夹料工位上方的pcb上料机构,第一料仓通过多个第一料盘存放pcb部件,夹料工位用于放置装有pcb部件的第一料盘;pcb上料机构包括第一取料器、设于第一取料器外围的第二取料器及驱动第一取料器和第二取料器同时沿x轴、y轴和z轴方向移动的第一移动机构,第一取料器通过第一补偿机构连接在第一移动机构上,所述第一取料器通过第一补偿机构相对于第二取料器沿z轴方向移动;通过第二取料器将装有pcb部件的第一料盘从第一料仓运送至夹料工位,再通过第一取料器将pcb部件从夹料工位运送至第一翻转机构中上下翻转,并通过第一传送带运送至pcb部件组装机中。
4、由上所述的一种组装生产线,所述pcb部件组装机包括设于第一传送带和第二传送带上方的pcb校正机构、设于第二传送带另一侧的第二料仓及设于第二料仓上方的底壳上料机构,pcb校正机构包括设于第一传送带和第二传送带上方的第三取料器、连接在第三取料器上部的第一旋转装置及与第一旋转装置连接并用于驱动第三取料器沿x轴、y轴和z轴方向移动的第二移动机构;第二料仓通过多个第二料盘存放底壳,底壳上料机构包括第四取料器、设于第四取料器外围的第五取料器及驱动第四取料器和第五取料器沿x轴、y轴和z轴移动的第三移动机构,第四取料器通过第二补偿机构连接在第三移动机构上,第四取料器通过第二补偿机构相对于第五取料器沿z轴方向移动;第五取料器用于运送第二料盘,通过第四取料器将底壳从第二料盘运送至第二传送带中等待组装,第三取料器通过第二移动机构吸取待校正的pcb部件并通过第一旋转装置旋转校正,校正后第三取料器将校正合格的pcb部件运送至第二传送带中与底壳进行组装,再通过第二传送带运送至上盖组装机中。
5、由上所述的一种组装生产线,底壳竖向插接在第二料盘中,所述pcb部件组装机还包括设于第二料仓与第二传送带之间的调整机构、设于第二传送带上方的第六取料器及驱动第六取料器沿y轴和z轴方向移动的第四移动机构,所述调整机构包括弧形轨道、设于弧形轨道顶端的入口和设于弧形轨道底端的凹槽,通过第四取料器将底壳从第二料盘运送至调整机构处,底壳以竖向状态从入口进入弧形轨道,通过弧形轨道将底壳转换至横向状态,并通过第六取料器将底壳从凹槽运送至第二传送带上等待组装。
6、由上所述的一种组装生产线,所述上盖组装机包括设于第二传送带上方的点胶机构、设于点胶机构一侧的上盖上料机构及设于第二传送带一侧的第三料仓,点胶机构包括设于第二传送带上方的点胶器及驱动点胶器沿x轴、y轴和z轴方向移动的第五移动机构,上盖上料机构包括第七取料器、设于第七取料器外围的第八取料器及驱动第七取料器和第八取料器同时沿x轴、y轴和z轴方向移动的第六移动机构,第七取料器上部连接有第三补偿机构并通过第三补偿机构相对于第八取料器沿z轴方向移动以吸取上盖,第三料仓通过多个第三料盘存放上盖,通过第七取料器将上盖从第三料盘运送至第二传送带上与点胶后的pcb部件和底壳进行组装。
7、由上所述的一种组装生产线,所述焊接机包括设于第二传送带上方的第一上料机构及驱动第一上料机构沿x轴、y轴和z轴方向移动的第七移动机构及设于第二传送带一侧的超声波焊接器,第一上料机构包括连接在第七移动机构上的第二旋转装置、连接在第二旋转装置下部两侧的第九取料器和第十取料器,第九取料器和第十取料器通过第二旋转装置转换位置,通过第九取料器或第十取料器将带焊接的成品从第二传送带运送至超声波焊接器处进行焊接,焊接好的成品通过第二传送带运送至第一检测机中进行气密性检测。
8、由上所述的一种组装生产线,所述第一检测机包括设于第二传送带上方的第一送料机构、连接在第一送料机构上部的第三旋转装置、驱动第一送料机构沿x轴、y轴和z轴方向移动的第八移动机构及若干个设于第二传送带一侧并间隔排列设置的第一检测工位,所述第一检测工位包括气密性检测器及设于气密性检测器下部的第一检测槽,所述第一送料机构包括分别连接在第三旋转装置下部两侧的第十一取料器和第十二取料器,所述第十一取料器和第十二取料器通过第三旋转装置旋转以转换位置,通过第十一取料器或第十二取料器从第二传送带上将待检测的成品运送至第一检测槽中并通过气密性检测器对该成品进行气密性检测。
9、由上所述的一种组装生产线,所述第二检测机包括设于第二传送带上方的第二送料机构、驱动第二送料机构沿x轴、y轴和z轴方向移动的第九移动机构及若干个设于第二传送带一侧并间隔排列设置的第二检测器,所述第二检测器包括测试箱、设于测试箱下部的导向气缸及与导向气缸连接的第二检测槽,所述第二送料机构包括至少一个第十三取料器,通过第十三取料器将待检测的成品从第二传送带运送至第二检测槽中,并通过导向气缸将该成品送入测试箱内进行功能检测。
10、由上所述的一种组装生产线,所述包装机包括工作台、设于工作台上方的第三送料机构及驱动第三送料机构沿x轴、y轴和z轴方向移动的第十移动机构,工作台上设有设于第二传送带一侧的用于存放空玻璃管的空管料仓、设于空管料仓一侧的用于存放缓冲垫和管盖的辅料料仓及设于第二传送带与第三送料机构之间的用于存放成品的成品料仓,第三送料机构包括连接在第十移动机构上的成品送料装置、设于成品送料装置外侧且间隔设置的缓冲垫送料装置和管盖送料装置,空玻璃管横向放置在空管料仓中,空管料仓一侧设有空管送料装置,空管送料装置包括将空玻璃管从横向翻转至竖向且管口朝上的第二翻转机构、设于第二翻转机构下部且驱动竖向空玻璃管滑移的滑移机构及设于第二翻转机构一侧的固定支架,所述固定支架用于固定空玻璃管。
11、基于如上所述的一种组装生产线的控制方法,具体工作步骤如下:
12、s1.pcb上料:第二取料器通过第一移动机构将装有pcb部件的第一料盘从第一料仓运送至夹料工位,第一取料器通过第一移动机构将pcb部件从夹料工位运送至第一翻转机构中上下翻转,再通过第一传送带将翻转后的pcb部件运送至pcb部件组装机中;
13、s2.pcb入壳:第四取料器将底壳从第二料盘运送至第二传送带中等待组装,第三取料器通过第二移动机构从第一传送带中吸取待校正的pcb部件并通过第一旋转装置旋转校正,校正后通过第三取料器将校正合格的pcb部件运送至第二传送带中与底壳进行组装,再通过第二传送带将组装好的pcb部件和底壳运送至上盖组装机中;
14、s3.上盖组装:通过点胶器对第二传送带上的pcb部件和底壳进行点胶,点胶后,第七取料器通过第六移动机构将上盖从第三料盘运送至第二传送带上与点胶后的pcb部件和底壳进行组装形成成品,再通过第二传送带将该成品运送至焊接机中进行超声波焊接;
15、s4.焊接:第九取料器或第十取料器通过第七移动机构将第二传送带上的成品运送至超声波焊接器中进行超声波焊接,焊接后通过第二传送带运送至第一检测机中进行气密性检测;
16、s5.气密性检测:第十一取料器或第十二取料器通过第八移动机构从第二传送带上将待检测的成品运送至第一检测槽中,并通过气密性检测器对该成品进行气密性检测,检测后通过第二传送带运送至第二检测机中进行功能检测;
17、s6.功能检测:第十三取料器通过第九移动机构将待检测的成品从第二传送带运送至第二检测槽中,并通过导向气缸将该成品送入测试箱内进行功能检测,检测后再通过第二传送带将完成检测的成品运送至包装机中进行成品包装;
18、s7.成品包装:空玻璃管通过第二翻转机构从横向状态转换至竖向状态且管口朝上并通过固定支架固定,成品送料装置通过第十移动机构将成品从成品料仓中运送至固定支架处并将成品装入玻璃管中,多次重复上述操作,缓冲垫送料装置通过第十移动机构将缓冲垫从辅料料仓中运送并安装在玻璃管靠近管口的位置,管盖送料装置通过第十移动机构将管盖从辅料料仓运送并安装在玻璃管管口处。
19、与现有技术相比,本发明的有益效果是:
20、pcb部件上料机用于pcb部件上料,pcb部件组装机用于电子船票底壳上料以及将pcb部件与底壳组装,上盖组装机用于将电子船票的上盖与底壳组装且pcb部件放置在上盖与底壳之间,焊接机用于将上盖与底壳焊接固定形成成品,检测模块包括用于成品气密性检测的第一检测机和用于成品功能检测的第二检测机,包装机用于将完成气密性检测与功能检测且检测合格的电子船票成品包装起来,为了使所述生产线的各种物料运送方便并提高物料运输的速度,设置所述第一传送带和第二传送带按工序连接上述各设备,上述设备按照电子船票的组装及检测工序组成自动生产线,缩短了各工序间的运输时间,从而提升了电子船票的组装生产效率。
21、下面将结合附图和具体实施方式对本发明做进一步说明。
- 还没有人留言评论。精彩留言会获得点赞!