电弧铣削加工冷却系统及方法与流程
本发明属于冷却系统,具体涉及一种电弧铣削加工冷却系统及方法。
背景技术:
1、电弧铣削加工是一种利用电弧的高温和高压来切削难加工材料的非传统加工方法。它可以在高速旋转的工具电极和被加工件之间产生短电弧,通过管状电极内部的高压冲洗液来控制电弧的断裂和稳定。它可以提高电弧放电的利用率,降低表面粗糙度,增加材料去除率。
2、其中电弧铣削加工产生的高温容易导致被电弧切削的工具和被加工件的过热和损坏,在电弧加工的过程中需要添加冷却系统防止损坏的出现,其中冷却液的供给对保证加工出来的零件质量有着非常重要的作用。传统的冷却方式无法有效回收冷却液而且无法及时根据温度的变化而调整冷却液的流量,造成冷却液的大量使用浪费。
技术实现思路
1、本发明的目的是提供一种电弧铣削加工冷却系统及方法,用以解决现有技术中存在的无法有效回收冷却液而且无法及时根据温度的变化而调整冷却液的流量的问题,利用传感器和单片机增加了对冷却液箱液体水位的智能控制,设计了冷却液流速随温度变化的反馈系统,添加了由于防止电弧加工出现故障的调整系统和报警系统以及在结构上优化了冷却液回收的循环利用系统。
2、为了实现上述目的,本发明采用以下技术方案:
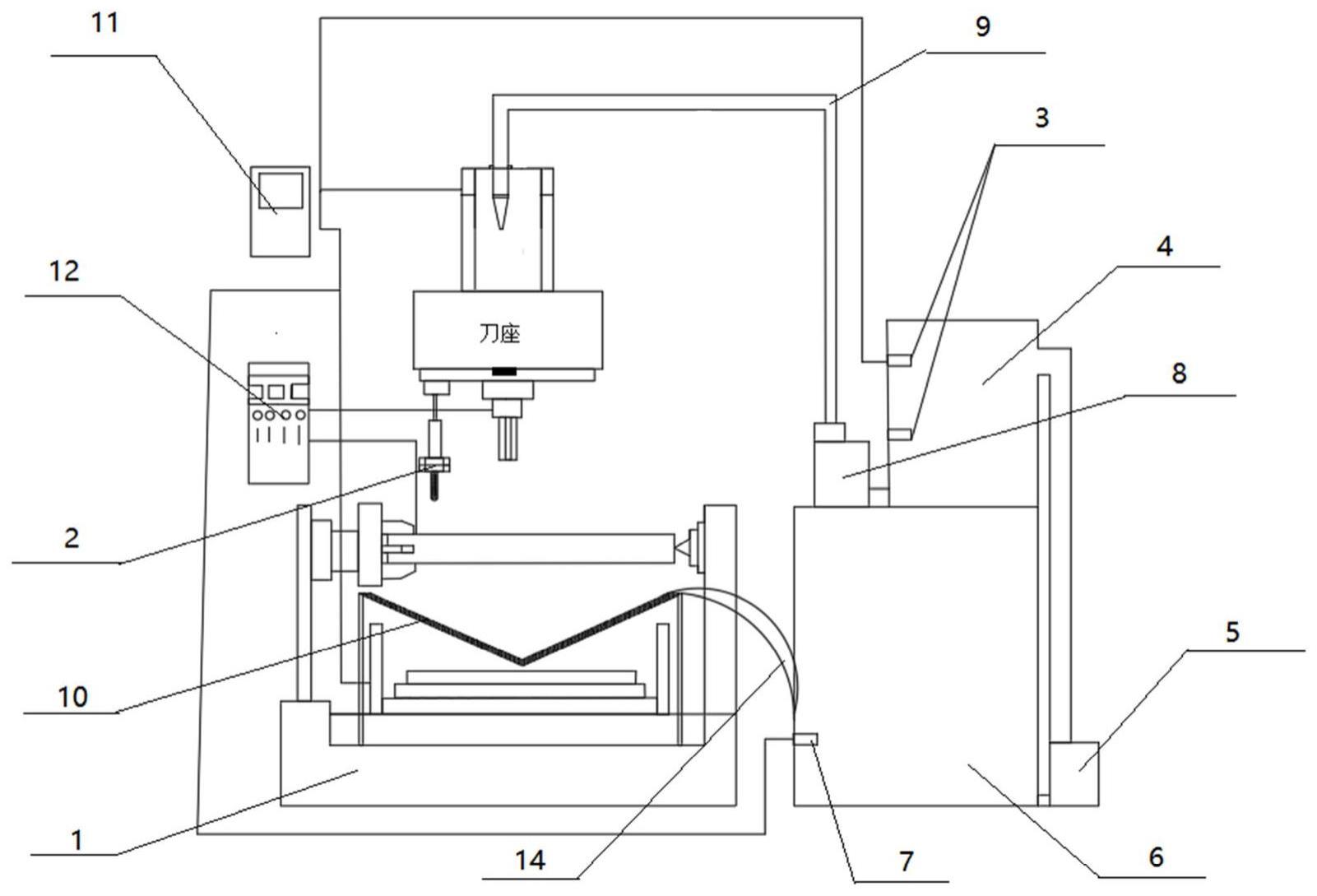
3、一种电弧铣削加工冷却系统,包括数控机床,所述数控机床包括刀座和设置在刀座上的石墨电极,所述数控机床的刀座上石墨电极的一侧设置有红外温度传感器,所述红外温度传感器的信号输出端连接有单片机,所述数控机床一侧设置有冷却液回收库和冷却液箱,所述冷却液箱连接有变速水泵,所述变速输泵的另一端连接有冷却液管,所述单片机的信号输出端连接变速水泵的信号输入端,所述冷却液管另一端连接刀座上,所述冷却液箱内设置有两个液位传感器,两个所述液位传感器分别设置在冷却液箱的上下两端且均与单片机的信号输入端连接,所述冷却液箱连接有回收水泵,所述回收水泵另一端连接有冷却液回收箱,所述数控机床的加工区下方设置有漏斗状滤网,所述漏斗状滤网的下端与冷却液回收箱通过倾斜的导管连接。
4、上述结构的工作过程及原理如下:
5、数控机床启动加工之后,红外温度传感器可以实时监控工件加工时的铣削温度,然后温度传感器将检测到的数据传给单片机,单片机处理接受到的温度信息并发出对应指令对变速水泵进行控制,变速水泵调整抽水速率从而控制冷却液流速;两个液位传感器放在冷却液箱中检测液体的位置变化,水位传感器将水位变化的信息传给单片机,单片机可以控制另外一个回收水泵从而将冷却液从冷却液回收库中抽动,实现冷却液的补给功能;为了保证冷却液的循环利用和相对环保清洁,将漏斗状过滤网放置在加工区下方,然后通过倾斜的导管与冷却液回收库相连,从而将冷却液循环利用储存。
6、进一步的,还包括水质传感器,所述水质传感器的信号输出端连接单片机的信号输入端。
7、通过水质传感器检测冷却液是否满足使用标准,当检测的数据传到单片机后超过设置的正常使用冷却液参数区间时,由单片机发出对应预警并显示到数控台上。
8、一种电弧铣削加工冷却系统的控制方法,包括以下步骤:
9、通过红外温度传感器检测温度变化,将采集的温度数值送入单片机,单片机判断电弧铣削温度高低,与加工工件设定的几个温度区间进行比较,进入相应的控制程序;
10、当温度升高时,单片机控制变速水泵使得冷却液流速增大,当温度降低时,单片机控制变速水泵使得冷却液流速减小,达到对变速水泵的速度档位进行调节,从而控制冷却液流速,可根据加工材料的不同设定铣削温度区间使工件处于最佳铣削温度区间;
11、通过冷却箱中的两个水位传感器检测水位变化的传递来的水位位置信息,判断是否需要补充抽取冷却液,若水位低于smin,则通过水泵从冷却液回收库中抽取,当水位达到高度smax后则自动停止抽取,实现了冷却液的补给;
12、若冷却液回收库中的冷却液相关参数不符合正常使用或者冷却液回收库中的液体不足则不会抽取。
13、进一步的,还包括以下步骤:
14、若冷却系统出现故障,切削温度过高,为安全考虑设计报警功能,控制数控机床移动让加工工件与电极分开并停止其它操作状态。
15、进一步的,还包括以下步骤:
16、通过冷却液回收库中的水质传感器检测冷却液是否满足使用标准,当检测的数据传到单片机后超过设置的正常使用冷却液参数区间时,由单片机发出对应预警并显示到数控台上。
17、进一步的,所述单片机根据温度变化调节冷却液流速的具体过程为:通过红外温度传感器检测铣削温度的变化,将采集到的温度信息传送到单片机中,设定好对应温度控制程序,由该温度控制模块判断温度的高低,设置几个温度区间进行比较,然后进入对应的速度控制模块让水泵变速,当温度相对较低时冷却液流速减少,当温度相对较高时冷却液流速增大,通过数控台针对不同的加工材料设定温度区间使得工件处于最佳铣削温度区间;并且通过红外温度传感器检测温度是否过高导致故障,当温度高过一个阈值后,由单片机控制数控机床移动使工件与电极分离,并发出报警信号停止其它操作状态。
18、有益效果:本发明通过采用单片机逻辑控制的方式,能够根据温度的变化,从而控制冷却液流速,可根据加工材料的不同设定铣削温度区间使工件处于最佳铣削温度区间;通过冷却箱中的两个水位传感器检测水位变化的传递来的水位位置信息,判断是否需要补充抽取冷却液,并对冷却液进行补充,使用成本低,自动化控制,冷却效果好,节约安全环保。
技术特征:
1.一种电弧铣削加工冷却系统,包括数控机床,所述数控机床包括刀座和设置在刀座上的石墨电极,其特征在于,所述数控机床的刀座上石墨电极的一侧设置有红外温度传感器,所述红外温度传感器的信号输出端连接有单片机,所述数控机床一侧设置有冷却液回收库和冷却液箱,所述冷却液箱连接有变速水泵,所述变速输泵的另一端连接有冷却液管,所述单片机的信号输出端连接变速水泵的信号输入端,所述冷却液管另一端连接刀座上,所述冷却液箱内设置有两个液位传感器,两个所述液位传感器分别设置在冷却液箱的上下两端且均与单片机的信号输入端连接,所述冷却液箱连接有回收水泵,所述回收水泵另一端连接有冷却液回收箱,所述数控机床的加工区下方设置有漏斗状滤网,所述漏斗状滤网的下端与冷却液回收箱通过倾斜的导管连接。
2.根据权利要求1所述的电弧铣削加工冷却系统,其特征在于,还包括水质传感器,所述水质传感器的信号输出端连接单片机的信号输入端。
3.一种根据权利要求1所述的电弧铣削加工冷却系统的控制方法,其特征在于,包括以下步骤:
4.根据权利要求3所述的电弧铣削加工冷却系统的控制方法,其特征在于,还包括以下步骤:
5.根据权利要求4所述的电弧铣削加工冷却系统的控制方法,其特征在于,还包括以下步骤:
6.根据权利要求4所述的电弧铣削加工冷却系统的控制方法,其特征在于,所述单片机根据温度变化调节冷却液流速的具体过程为:通过红外温度传感器检测铣削温度的变化,将采集到的温度信息传送到单片机中,设定好对应温度控制程序,由该温度控制模块判断温度的高低,设置几个温度区间进行比较,然后进入对应的速度控制模块让水泵变速,当温度相对较低时冷却液流速减少,当温度相对较高时冷却液流速增大,通过数控台针对不同的加工材料设定温度区间使得工件处于最佳铣削温度区间;并且通过红外温度传感器检测温度是否过高导致故障,当温度高过一个阈值后,由单片机控制数控机床移动使工件与电极分离,并发出报警信号停止其它操作状态。
技术总结
本发明公开了一种电弧铣削加工冷却系统及方法,包括数控机床,所述数控机床包括刀座和设置在刀座上的石墨电极,所述数控机床的刀座上石墨电极的一侧设置有红外温度传感器,所述红外温度传感器的信号输出端连接有单片机,所述数控机床一侧设置有冷却液回收库和冷却液箱,所述冷却液箱连接有变速水泵,所述变速输泵的另一端连接有冷却液管,所述单片机的信号输出端连接变速水泵的信号输入端,所述冷却液管另一端连接刀座上,所述冷却液箱内设置有两个液位传感器。本发明所述的电弧铣削加工冷却系统及方法,利用传感器和单片机增加了对冷却液箱液体水位的智能控制,设计了冷却液流速随温度变化的反馈系统,在结构上优化了冷却液回收的循环利用系统。
技术研发人员:尉渊,杨宏青,马洪旺,周建平,李紫慧,郭旭军
受保护的技术使用者:北京星航机电装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!