一种凸边成型模具的制作方法
本发明涉及模具领域,尤其是一种凸边成型模具。
背景技术:
1、“真空断路器”因其灭弧介质和灭弧后触头间隙的绝缘介质都是高真空而得名;其具有体积小、重量轻、适用于频繁操作、灭弧不用检修的优点,在配电网中应用较为普及。其中,围绕触头的主屏蔽罩是真空灭弧室中不可缺少的元件。主屏蔽罩的作用是:a防止燃弧过程中电弧生成物喷溅到绝缘外壳的内壁,从而降低外壳的绝缘强度。b改善灭弧室内部电场分布的均匀性,有利于降低局部场强,促进真空灭弧室小型化。c冷凝电弧生成物,吸收一部分电弧能量,有助于弧后间隙介质强度的恢复。
2、屏蔽罩主要通过冲压模具冲压成型,屏蔽罩下端设置有一个凸边弹片,用作卡扣起固定作用。现有的加工方法先启动气缸将产品上下压紧在治具上,再通过气缸在产品四周冲出凸边。虽然采用现有方式能够实现凸边成型。但是上下压紧冲压容易造成产品变形,而且冲出的凸边精度不高。采用两个气缸控制,需多次操作,加工效率不高,也不便于自动化生产。
技术实现思路
1、本发明的目的在于提供一种受力均衡、成型尺寸精度高、成品率高的凸边成型模具。
2、为实现上述目的,本发明采用以下技术方案:
3、本发明公开了一种凸边成型模具,其包括相互配合的上模和下模。
4、所述上模上设置有用于容纳产品的容纳凹槽以及用于夹紧产品侧面的夹紧块和用于驱动夹紧块朝容纳凹槽中心前进后退的第一驱动件。
5、所述夹紧块位于容纳凹槽内,所述夹紧块靠近凹槽的一侧上端设有用于夹紧产品侧面的弧面,下端设有用于避开产品凸边的内凹面。夹紧块的另一侧与第一驱动件相配合。
6、所述下模上设置有放置产品的定位座以及用于冲出产品凸边的冲边块和用于驱动冲边块朝定位座中心前进后退的第二驱动件。
7、所述定位座上设置有空腔和冲边孔,所述空腔位于定位座的中间,所述冲边孔与产品凸边相对应。所述冲边块放置于所述空腔内,冲边块一侧穿过冲边孔,另一侧与第二驱动件相配合,驱动冲边块在冲边孔上前进后退。
8、合模时,上模、下模相抵后,第一驱动件开始运行驱动夹紧块移动到设定位置夹紧产品后,第二驱动件再开始运行驱动冲边块移动,进行冲边成型。
9、开模时,第二驱动件先驱动冲边块脱离产品后,第一驱动件再驱动夹紧块松开产品,最后上模、下模才开始分离。
10、进一步地,所述第一驱动件为驱动斜块。所述驱动斜块上设置有第一斜面。所述夹紧块与驱动斜块相配合的一侧设置有与第一斜面相配合的第二斜面;所述第一斜面和第二斜面上设置有相互配合的燕尾凸块和燕尾凹槽。
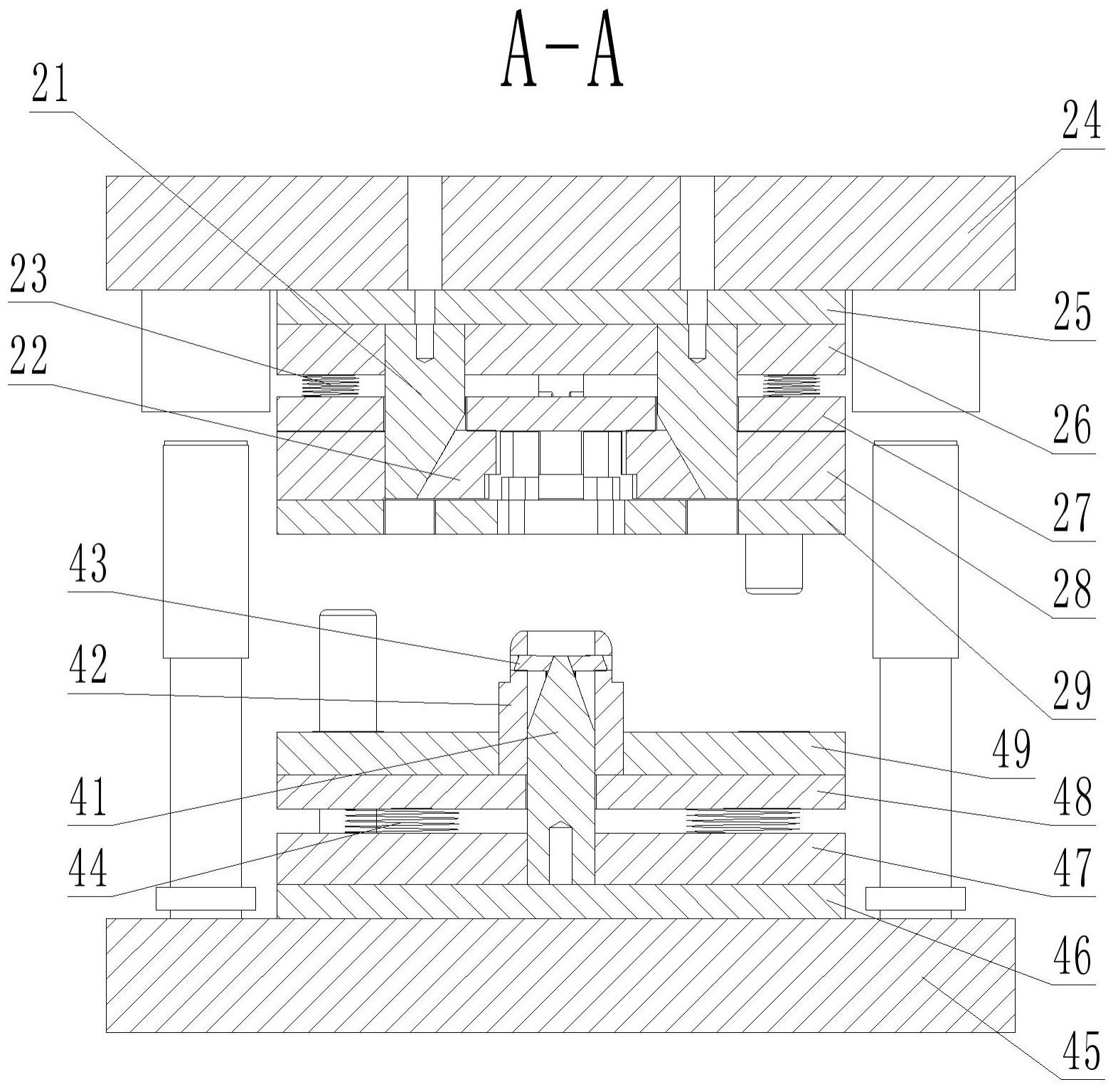
11、进一步地,所述上模上设置有上模座、上夹板、第一弹簧、上止板、上脱板和下挡板。
12、所述上夹板固定于上模座上;上止板通过等高螺栓固定于上模座上,第一弹簧设置于上夹板和上止板之间;上止板固定于上脱板的上端面,下挡板固定于上脱板的下端面;所述上脱板和下挡板上设置有所述容纳凹槽,所述夹紧块可移动地设置于上止板和下挡板之间;所述驱动斜块一端穿过上夹板固定于上模座上,另一端依次穿过上止板、上脱板、下止板与夹紧块相配合。
13、进一步地,所述上模座和上夹板之间固定有上垫板。
14、进一步地,所述第二驱动件为冲子滑块座;所述冲子滑块座上端外侧面上设置有若干斜面槽,所述冲边块与冲子滑块座相配合的一侧设置有与斜面槽相配合的冲边斜面,斜面槽的截面为燕尾槽,冲边斜面处的外轮廓为与斜面槽相互配合的燕尾状。
15、进一步地,所述下模上设置有下模座、下夹板、第二弹簧、下止挡板、下脱板。
16、所述上夹板固定于上模座上,下止挡板通过等高螺栓固定于下模座上,所述第二弹簧设置于下夹板和下止挡板之间;所述下脱板固定于下止档板的上端面上;所述定位座穿过下脱板固定于下止挡板上;所述冲子滑块座的下端穿过下夹板固定于下模座上;冲子滑块座上端依次穿过下止挡板、下脱板、定位座与冲边块相配合。
17、所述第二弹簧的弹性系数大于第一弹簧的弹性系数。
18、进一步地,所述下模座和下夹板之间还固定有下垫板。
19、进一步地,所述定位座上还设置有定位销,所述定位销与产品底端固定槽相配合;合模后,所述定位销上端与上脱板相抵。
20、进一步地,所述上模座和下模座上设置有相互配合的外导套和外导柱。
21、进一步地,所述上夹板和下脱板上设置有相互配合的内导套和内导柱。
22、本发明的有益之处为:
23、1、本发明冲边块的冲边端形状与产品凸边相对应,而且冲边块和冲边孔配合紧密,使得冲边块移动路径稳定。再加上在冲边时,有夹紧块将产品固定住,可防止产品发生移动,且受力平衡。当冲边块对产品由内而外冲出所需形状大小的凸边时,冲出来的凸边的尺寸精度高,成品率高。同时可以通过更换冲边块和定位座,来实现冲出不同形状的凸边。
24、2、本发明通过设置不同弹性系数的弹簧实现先夹紧后冲边,模具滑块的有序移动,适应形状不规则的产品成型和脱模,提高冲边精度,同时也能避免发生拉伤。
技术特征:
1.一种凸边成型模具,其特征在于:包括相互配合的上模和下模;
2.根据权利要求1所述的凸边成型模具,其特征在于:所述第一驱动件为驱动斜块;所述驱动斜块上设置有第一斜面;所述夹紧块与驱动斜块相配合的一侧设置有与第一斜面相配合的第二斜面;所述第一斜面和第二斜面上设置有相互配合的燕尾凸块和燕尾凹槽。
3.根据权利要求2所述的凸边成型模具,其特征在于:所述上模上设置有上模座、上夹板、第一弹簧、上止板、上脱板和下挡板;
4.根据权利要求3所述的凸边成型模具,其特征在于:所述上模座和上夹板之间固定有上垫板。
5.根据权利要求3所述的凸边成型模具,其特征在于:所述第二驱动件为冲子滑块座;所述冲子滑块座上端外侧面上设置有若干斜面槽,所述冲边块与冲子滑块座相配合的一侧设置有与斜面槽相配合的冲边斜面,所述斜面槽的截面为燕尾槽,冲边斜面处的外轮廓为与斜面槽相互配合的燕尾状。
6.根据权利要求5所述的凸边成型模具,其特征在于:所述下模上设置有下模座、下夹板、第二弹簧、下止挡板、下脱板;
7.根据权利要求6所述的凸边成型模具,其特征在于:所述下模座和下夹板之间还设置有下垫板。
8.根据权利要求6所述的凸边成型模具,其特征在于:所述定位座上还设置有定位销,所述定位销与产品底端固定槽相配合;合模后,所述定位销上端与上脱板相抵。
9.根据权利要求6所述的凸边成型模具,其特征在于:所述上模座和下模座上设置有相互配合的外导套和外导柱。
10.根据权利要求6所述的凸边成型模具,其特征在于:所述上夹板和下脱板上设置有相互配合的内导套和内导柱。
技术总结
本发明涉及模具领域,公开了一种凸边成型模具,包括上模和下模。上模上设置有夹紧块和第一驱动件以及用于容纳产品的容纳凹槽。夹紧块位于容纳凹槽内,夹紧块一侧上端设有弧面,下端设有内凹面。夹紧块的另一侧与第一驱动件相配合。下模上设置有冲边块和第二驱动件以及放置产品的定位座。定位座上设置有空腔和冲边孔。空腔位于定位座的中间,冲边孔与产品凸边相对应。冲边块放置于所述空腔内,冲边块一侧穿过冲边孔,另一侧与第二驱动件相配合。合模时,第一驱动件先于第二驱动件运行;开模时,第二驱动件先于第一驱动件运行。本发明采用先侧边固定在冲边的方式,总体上受力均衡、成型尺寸精度高、成品率高。
技术研发人员:李建波
受保护的技术使用者:厦门市克成精密金属工业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!