一种不锈钢水冷流道板及其焊接方法与流程
本申请属于不锈钢焊接,具体涉及一种不锈钢水冷流道板及其焊接方法。
背景技术:
1、在不锈钢焊接过程中,由于线膨胀系数大、导热率低,会导致焊接变形、高温氧化、应力集中、耐蚀性降低等问题出现。不锈钢水冷流道板因为其内部结构复杂,整体机械加工和常规弧焊无法实现,采用激光焊能满足流道板焊接需求,但由于流道间距较小,仅为5mm,且数量较多,所有流道焊接完成后必然带来较大焊接变形,且焊接变形趋势难以预估;另外,由于不锈钢具有回弹大的特点,流道板焊接后校正难度大。
技术实现思路
1、为解决目前流道板焊接完成后焊接变形大、流道校正难度大的技术问题,本申请提供一种不锈钢水冷流道板及其焊接方法。
2、在本申请的第一方面,提供一种不锈钢水冷流道板,包括:
3、基板,其外边缘为方形,所述基板的上表面向下设置有第一凹陷,所述第一凹陷的底面向下设置有第二凹陷,所述第二凹陷的底面向上设置有多个相互平行的凸起;
4、面板,与所述第一凹陷的形状相匹配,所述面板与所述第一凹陷的边缘通过激光焊进行焊接,所述面板与所述凸起通过真空钎焊进行焊接;
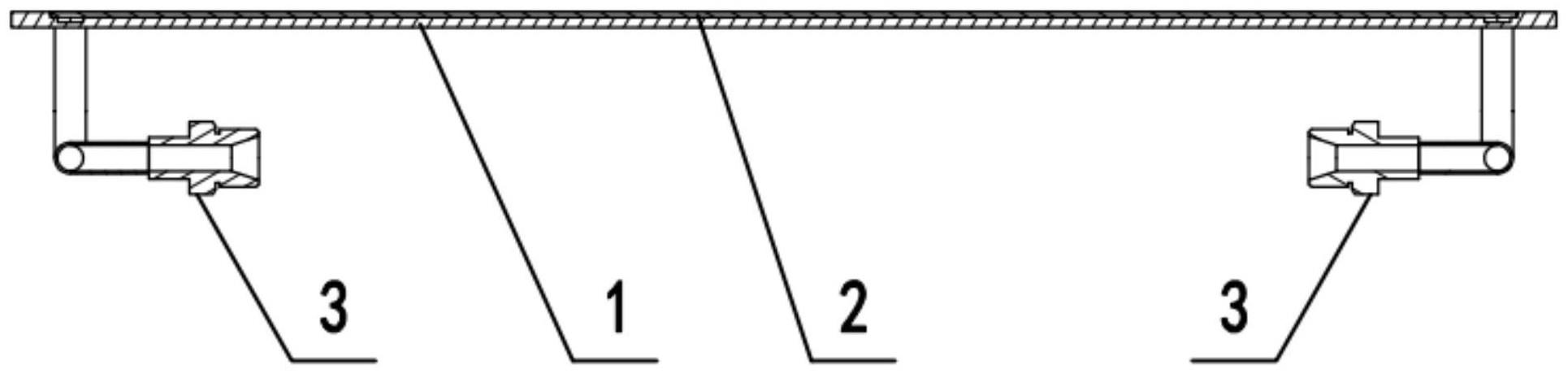
5、导管组件,包括第一管、第二管和焊接管嘴,所述第一管与所述基板的下表面通过手工氩弧焊进行焊接,所述第二管分别于所述第一管和所述焊接管嘴连接。
6、在一些实施方式中,所述第一凹陷为所述基板沿所述外边缘向中心偏移第一预设距离向下凹陷形成。
7、在一些实施方式中,所述第二凹陷为所述第一凹陷的底面沿边缘向中心偏移第二预设距离向下凹陷形成。
8、在一些实施方式中,所述第一管为u形管,所述第一管的中间设置有安装孔,所述安装孔的轴线与所述u形管的轴线所在平面垂直;所述第二管为直管,所述第二管与所述焊接管嘴焊接的一端为平口,与所述第一管连接的一端为半圆口,所述半圆口与所述安装孔焊接,以使得所述第二管与所述安装孔同轴。
9、在一些实施方式中,所述面板与所述凸起通过真空钎焊进行焊接包括:将钎料放置于所述凸起上,使钎料的四周与凸起平齐,并通过电阻储能焊将钎料与凸起进行焊接,将面板与凸起采用真空钎焊进行焊接。
10、在本申请的第二方面,提供一种所述的不锈钢水冷流道板的焊接方法,包括:
11、步骤s1:通过真空钎焊对所述面板与所述凸起进行焊接;
12、步骤s2:通过激光焊对所述面板与所述第一凹陷的边缘进行焊接;
13、步骤s3:通过手工氩弧焊对所述第一管与所述基板进行焊接。
14、在一些实施方式中,步骤s1包括:将钎料放置于所述凸起上,使钎料的四周与凸起平齐,并通过电阻储能焊将钎料与凸起进行焊接,将面板与凸起采用真空钎焊进行焊接。
15、在一些实施方式中,所述将面板与凸起采用真空钎焊进行焊接,包括:将不锈钢水冷流道板转移至热处理真空炉中,进行抽真空和加热处理,处理完成后取出不锈钢水冷流道板;所述热处理包括:以5℃/min的速度升温至400℃并保温15min,以5℃/min的速度升温至750℃并保温20min,以10℃/min的速度升温至880℃并保温10min,保温结束后冷却至室温。
16、在一些实施方式中,步骤s2包括:对所述面板与所述第一凹陷的边缘之间的对接部位通过激光焊点焊进行定位,再通过激光焊连续焊接进行全缝隙焊接。
17、在一些实施方式中,步骤s3包括:
18、将基板周边的焊缝残留打磨去除干净;
19、校正基板平面度;
20、将两个导管组件面对面设置在基板下表面上,所述焊接管嘴与基板的中心线平行;
21、对第一管与基板通过手动氩弧焊点焊进行定位;
22、对第一管与基板通过手动氩弧焊连续焊进行全缝隙焊接。
23、根据本申请一个或多个实施例提供的不锈钢水冷流道板,所述面板与所述第一凹陷的边缘通过激光焊进行焊接,满足焊缝强度高要求的同时,焊接变形较小;所述面板与所述凸起通过真空钎焊进行焊接,焊后通过液压机校正后平面度完全满足设计要求,产品校正后专门对钎焊部位通过x光探伤检测,内部未出现断裂或脱开的现象,表明内部焊缝成形质量好、连接牢靠,在较好控制焊接变形的同时,满足了焊缝强度的要求,有效解决目前流道板焊接完成后焊接变形大、流道校正难度大的技术问题。
技术特征:
1.一种不锈钢水冷流道板,其特征在于,包括:
2.根据权利要求1所述的不锈钢水冷流道板,其特征在于,所述第一凹陷为所述基板沿所述外边缘向中心偏移第一预设距离向下凹陷形成。
3.根据权利要求2所述的不锈钢水冷流道板,其特征在于,所述第二凹陷为所述第一凹陷的底面沿边缘向中心偏移第二预设距离向下凹陷形成。
4.根据权利要求1所述的不锈钢水冷流道板,其特征在于,所述第一管为u形管,所述第一管的中间设置有安装孔,所述安装孔的轴线与所述u形管的轴线所在平面垂直;所述第二管为直管,所述第二管与所述焊接管嘴焊接的一端为平口,与所述第一管连接的一端为半圆口,所述半圆口与所述安装孔焊接,以使得所述第二管与所述安装孔同轴。
5.根据权利要求1所述的不锈钢水冷流道板,其特征在于,所述面板与所述凸起通过真空钎焊进行焊接包括:将钎料放置于所述凸起上,使钎料的四周与凸起平齐,并通过电阻储能焊将钎料与凸起进行焊接,将面板与凸起采用真空钎焊进行焊接。
6.一种权利要求1-5任一项所述的不锈钢水冷流道板的焊接方法,其特征在于,包括:
7.根据权利要求6所述的不锈钢水冷流道板的焊接方法,其特征在于,步骤s1包括:将钎料放置于所述凸起上,使钎料的四周与凸起平齐,并通过电阻储能焊将钎料与凸起进行焊接,将面板与凸起采用真空钎焊进行焊接。
8.根据权利要求7所述的不锈钢水冷流道板的焊接方法,其特征在于,所述将面板与凸起采用真空钎焊进行焊接,包括:将不锈钢水冷流道板转移至热处理真空炉中,进行抽真空和加热处理,处理完成后取出不锈钢水冷流道板;所述热处理包括:以5℃/min的速度升温至400℃并保温15min,以5℃/min的速度升温至750℃并保温20min,以10℃/min的速度升温至880℃并保温10min,保温结束后冷却至室温。
9.根据权利要求6所述的不锈钢水冷流道板的焊接方法,其特征在于,步骤s2包括:对所述面板与所述第一凹陷的边缘之间的对接部位通过激光焊点焊进行定位,再通过激光焊连续焊接进行全缝隙焊接。
10.根据权利要求6所述的不锈钢水冷流道板的焊接方法,其特征在于,步骤s3包括:
技术总结
本申请公开了一种不锈钢水冷流道板及其焊接方法,其中,不锈钢水冷流道板包括基板、面板和导管组件,基板的外边缘为方形,基板的上表面向下设置有第一凹陷,第一凹陷的底面向下设置有第二凹陷,第二凹陷的底面向上设置有多个相互平行的凸起;面板与第一凹陷的形状相匹配,导管组件包括第一管、第二管和焊接管嘴,面板与第一凹陷的边缘通过激光焊进行焊接,满足焊缝强度高要求的同时,焊接变形较小;面板与凸起通过真空钎焊进行焊接,焊后通过液压机校正后平面度完全满足设计要求,内部焊缝成形质量好、连接牢靠,在较好控制焊接变形的同时,满足了焊缝强度的要求,有效解决目前流道板焊接完成后焊接变形大、流道校正难度大的技术问题。
技术研发人员:刘礼军,王维新,刘巨锋,李春光,张建华,朱婷婷,黄小年,肖丽,唐众民,陈龙
受保护的技术使用者:湖北三江航天红阳机电有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!