一种铜电解精炼阳极板的整形装置及方法
本发明属于有色金属冶炼,具体涉及一种铜电解精炼阳极板的整形装置及方法。
背景技术:
1、铜电解精炼的目的是将火法精炼产出的阳极铜进一步提纯,得到高纯阴极铜并回收有价金属。其工艺过程是将火法精炼的铜浇铸成阳极板,用纯铜薄片作为阴极片(或不锈钢等作为阴极),相间地装入电解槽中,用硫酸铜和硫酸的水溶液作电解液,通入直流电源。在直流电的作用下,阳极上的铜和电位较负的贱金属进行电化学溶解进入电解液,而贵金属不溶,成为阳极泥沉于电解槽底或附着在阳极上。在阴极上,铜离子得到电子结晶析出,得到产品阴极铜。而含有贵金属和硒、碲等稀有金属的阳极泥作为铜电解的一种副产品需另行处理,以便从中回收金、银、硒、碲等元素。
2、在阳极铜的浇铸成型的过程中存在以下问题:(1)阳极板浇铸采用明模浇注,模具置于旋转圆盘浇铸机上,铜水在模具中成型会因模具晃动和铜水冷却收缩,引起浇铸飞边;(2)铜水浇注入模具过程中,会裹带空气卷入浇铸液内,冷凝后出现鼓起的气泡;(3)铜水浇铸过程中,因铜水温度过低,或冷凝速度过快以及流动性差,会导致阳极铜板厚薄不均;(4)铜水浇铸冷凝收缩和顶板脱模动作,会应力过大,或顶板受力,而致使阳极板面弯曲变形;(5)阳极铜浇铸后,在吊装、运输和储存堆叠过程中,因碰撞挤压而发生变形。在后续的电解精炼过程中,阳极板会因飞边、鼓泡、厚薄不均、变形等影响电解极间距,会引起电解短路发生电解故障、增加电耗、影响电解质量。因此,生产企业在电解精炼之前必须对阳极板进行整形,改善外形质量保证合格的阳极铜。
3、公开号为cn212598047u的专利“一种阳极板校平机”,为一种竖置面压式整形机针对阳极铜板面一次施压整形,此法能耗较大且对局部的变形量很难整形;公开号为cn205165416u的专利“一种液压式铜阳极板整形装置”,采用方形压头,此整形未覆盖整个板面且缸同步动作进行,无法解决阳极铜板面飞边,板面鼓泡和厚薄不均等问题,整形效果差;公开号为cn211227373u的专利“阳极板平整装置”为一种压辊压平机构,用绕线轮将阳极板沿平整板向上拖拽,期间压辊向阳极板施压,达到整形效果,此方法对局部变形量无法整形,且运行方向为斜向上方,故障率高、整形效果差;公开号cn217173896u的专利“不锈钢阴极板校平装置”,利用一块标准平板当支承台,液压缸竖直运动,对支承台上阴极板捶打整形,但此整形为点敲压式,需人工操纵摆臂对正板面变形位置,对每一个变形点进行敲击整形,效率较低。
技术实现思路
1、本发明的目的是解决现有技术的不足,提供一种能够对阳极板整面和局部同时整形、整形精度高、整形效率高的一种铜电解精炼阳极板的整形装置及方法以提高阳极板电解效率和电解提纯的产品质量。
2、为实现上述目的,本发明采用的技术方案如下:
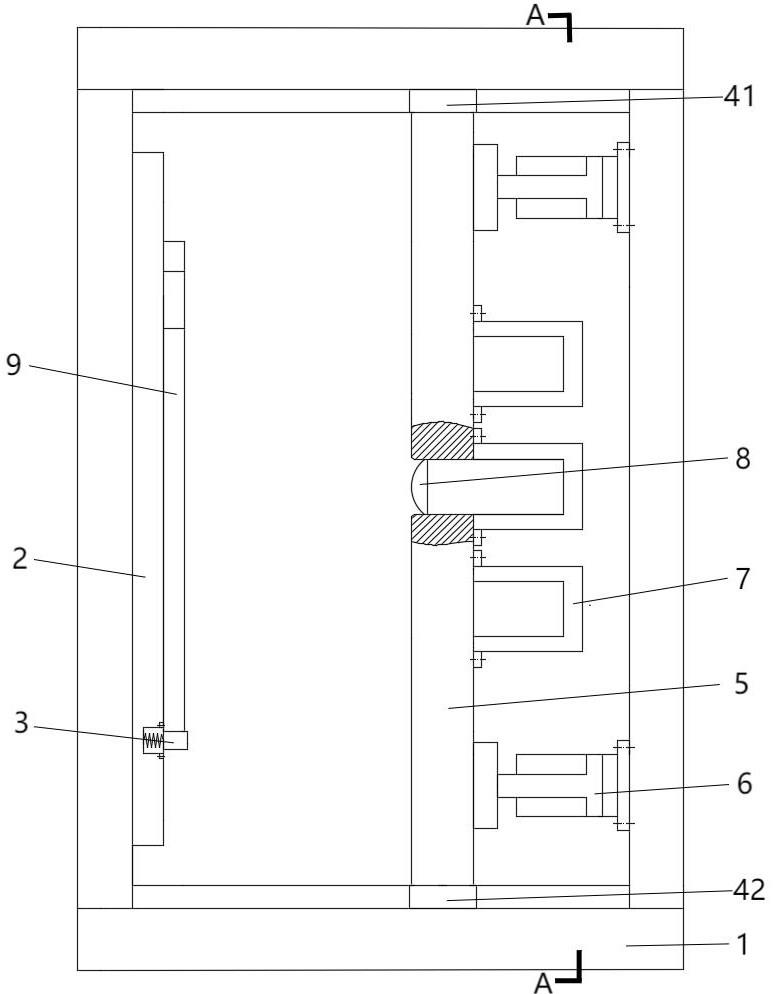
3、一种铜电解精炼阳极板的整形装置包括机架、固定在机架侧面上的工作台、固定在工作台下部的一组弹簧限位柱、垂直于工作台对称设置在工作台两侧的上导轨和下导轨、两端分别设置在上导轨和下导轨上的移动压板、均匀铰接在移动压板上的一组面压活塞缸、固定在移动压板上的一组点压柱塞缸、与点压柱塞缸螺纹连接且指向工作台的压头,所述面压活塞缸与点压柱塞缸设置在移动压板远离工作台的一侧,所述直线滑块导轨、面压活塞缸的另一端均固定在机架上;
4、所述弹簧限位柱包括开口的箱体(33)、设置在箱体内的弹簧、限位柱、设置在箱体底面的消气孔,所述箱体开口端通过法兰与限位柱的一端连接,限位柱的另一端向外伸出;
5、进一步地,所述压头为曲面压头或平面压头。
6、进一步地,所述的一组面压活塞缸为4个且均匀分布在移动压板的四角。
7、进一步地,所述的一组点压柱塞缸为9个且均匀分布在移动压板的上。
8、一种利用铜电解精炼阳极板的整形装置的整形方法,包括以下步骤:
9、将阳极板板面紧贴在工作台上,阳极板的底端放置在一组弹簧限位柱上并定位;
10、面压活塞缸一起动作,移动压板快进对阳极板加压,压紧、加压、锁紧;
11、(3)、点压柱塞缸动作,压头对阳极板冲击加压,压头高频持续施压;
12、(4)、压头冲击施压结束,移动压板快退至初始位置,输送装置将阳极板送出工作台。
13、进一步地,步骤(2)所述阳极板加压的压力为(3~6)×106n。
14、进一步地,步骤(3)所述的单压头冲击压力为(1.5~4)×105n,冲击频率为10~30次/分钟,持续施压时间为10~30秒,冲击压平鼓泡及消除板面变形。
15、本发明与现有技术相比,具有以下有益效果:
16、(1)、本发明采用先面整形压紧、加压清除飞边、压平鼓泡,锁紧保压消除板面挂耳等大面变形;后采用点压局部多点整形,整形精度高;
17、(2)、本发明采用压头代替液压缸受力,压头高频持续施压,使阳极板面挂耳、大面变形应力进一步得到释放,减少板面变形回弹,保证板面整形精度要求,压头磨损时方便更换;
18、(3)、本发明采用点压柱塞缸,非工作时行程浮动;工作时行程互不干涉且不受限制,能更好补偿阳极板的厚薄不均;液压缸之间独立工作,检修和替换方便,设备可靠性高;
19、(4)、采用4台活塞缸,压板整形受力平衡均匀,压板快进、快退时对称两组进油、回油,另两组浮动,提高了压板快进、快退速度,提高了整形工作效率。
技术特征:
1.一种铜电解精炼阳极板的整形装置,其特征在于,包括机架(1)、固定在机架侧面上的工作台(2)、固定在工作台下部的一组弹簧限位柱(3)、垂直于工作台对称设置在工作台两侧的上导轨(41)和下导轨(42)、两端分别设置在上导轨和下导轨上的移动压板(5)、均匀铰接在移动压板上的一组面压活塞缸(6)、固定在移动压板上的一组点压柱塞缸(7)、与点压柱塞缸螺纹连接且指向工作台的压头(8),所述面压活塞缸与点压柱塞缸设置在移动压板远离工作台的一侧,所述直线滑块导轨、面压活塞缸的另一端均固定在机架上;
2.根据权利要求1所述的一种铜电解精炼阳极板的整形装置,其特征在于,所述压头为曲面压头或平面压头。
3.根据权利要求1或2所述的一种铜电解精炼阳极板的整形装置,其特征在于,所述的一组面压活塞缸为4个且均匀分布在移动压板的四角。
4.根据权利要求1或2所述的一种铜电解精炼阳极板的整形装置,其特征在于,所述的一组点压柱塞缸为9个且均匀分布在移动压板的上。
5.一种利用权利要求1-4任一项所述一种铜电解精炼阳极板的整形装置的整形方法,其特征在于,包括以下步骤:
6.根据权利要求5所述的一种铜电解精炼阳极板的整形装置的整形方法,其特征在于,步骤(2)所述阳极板加压的压力为(3~6)×106n。
7.根据权利要求5所述的一种铜电解精炼阳极板的整形装置的整形方法,其特征在于,步骤(3)所述的单压头冲击压力为(1.5~4)×105n,冲击频率为10~30次/分钟,持续施压时间为10~30秒,冲击压平鼓泡及消除板面变形。
技术总结
本发明公开了一种铜电解精炼阳极板的整形装置及方法,包括机架(1)、固定在机架侧面上的工作台(2)、固定在工作台下部的一组弹簧限位柱(3)、垂直于工作台对称设置在工作台两侧的上导轨(41)和下导轨(42)、两端分别设置在上导轨和下导轨上的移动压板(5)、均匀铰接在移动压板上的一组面压活塞缸(6)、固定在移动压板上的一组点压柱塞缸(7)、与点压柱塞缸螺纹连接且指向工作台的压头(8),所述面压活塞缸与点压柱塞缸设置在移动压板远离工作台的一侧。本发明采用先面整形压紧后采用点压局部多点整形,整形精度高;点压柱塞缸工作时行程互不干涉且不受限制,能更好补偿阳极板的厚薄不均,压板快进、快退提高了整形效率。
技术研发人员:张晓龙,刘建强,莫子勇,李翔,蔡晓明,朱启晨,蒋佳骏,王庭有,魏镜弢,吴张永
受保护的技术使用者:昆明理工大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!