一种高精密低能耗的油压机及其控制系统的制作方法
本发明涉及液压控制,具体而言,涉及一种高精密低能耗的油压机及其控制系统。
背景技术:
1、油压机是一种利用液压油作为工作介质,通过伺服液压缸液压泵作为动力源,靠泵的作用力使液压油通过液压管路及电磁阀等液压系统进入液压缸,利用液压缸循环动作做功输出力,通过数控机箱控制油量的一种机械结构,油箱放在顶面能,减少了能量的损耗,工作台款以上适合连续锻压
2、然而现有技术中的油压机油箱在机台下面,离机器距离大,行程长,高低落差大压强大能量损耗大,中板行程一般都是由液压缸的压力规格确定的,在行程范围内的压力位置比较难以精确控制和显示,而且工作台小,不适合多工段连续锻压,难以满足一些需要精密模压时的使用要求。
技术实现思路
1、鉴于此,本发明提出了一种高精密低能耗的油压机及其控制系统,旨在解决现有油压机技术中液压行程长能量损耗大液压缸压力难以精确控制的问题。
2、一个方面,本发明提出了一种高精密低能耗的油压机控制系统,包括控制模块,所述控制模块分别与油箱、充液阀和油缸活塞连接,所述控制模块用于控制液压油通过所述充液阀,从而带动所述油缸活塞上下运动;
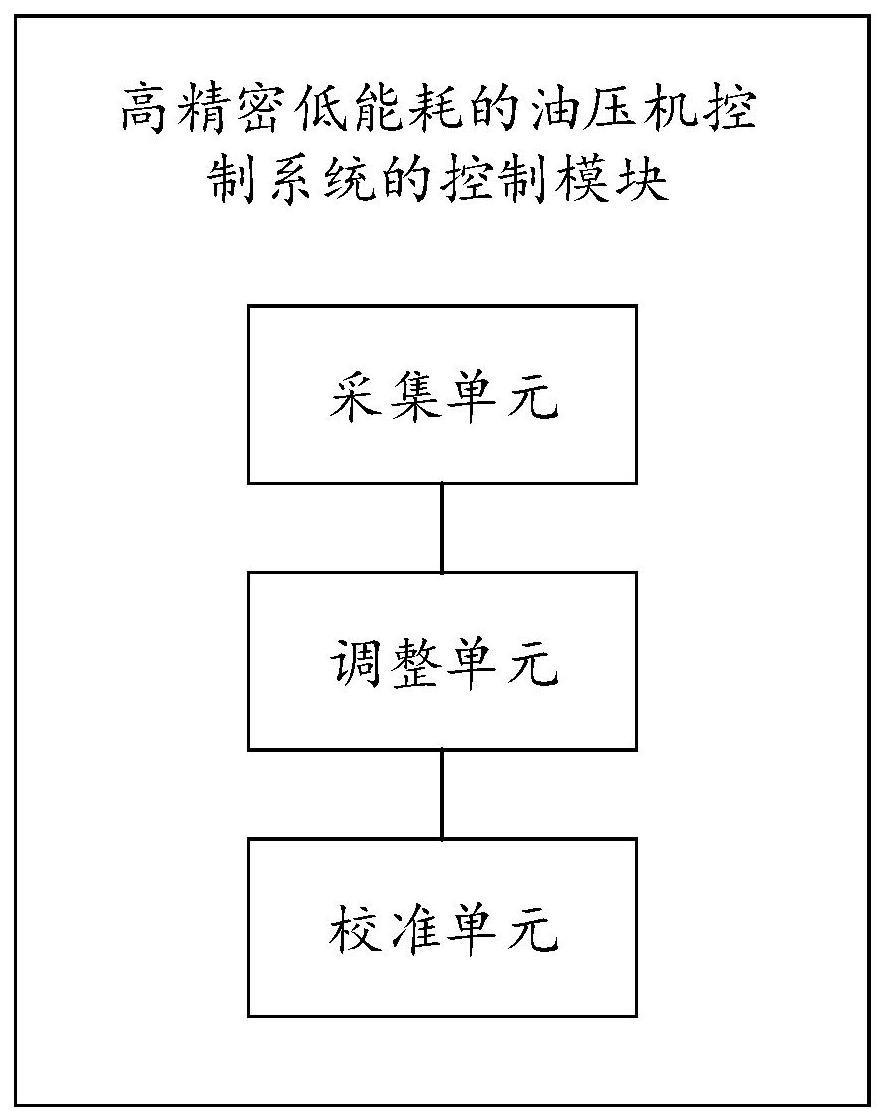
3、所述控制模块包括:
4、采集单元,用于获取待加工件的预计加工量,根据所述预计加工量设定所述油缸活塞的初始下压力度和初始下压时间;所述采集单元还用于根据所述初始下压利于和初始下压时间确定所述充液阀的初始阀门开度;
5、调整单元,用于获取工作条件,根据所述工作条件对所述初始阀门开度进行调整以满足加工需求;所述工作条件包括所述油箱内温度、湿度以及所述油缸活塞的振动幅度;
6、校准单元,用于获取所述待加工件中间位置的实际加工量,根据所述实际加工量与预计加工量的大小关系对所述初始下压力度和初始下压时间进行校准,获取校准后的下压力度和校准后的下压时间;
7、所述校准单元还用于当所述待加工件的中间位置以及长度方向任一端达到所述预计加工量时,获取另一端的实际形变量,根据所述实际形变量对校准后的下压力度进行二次校准,并以二次校准后的下压力度完成加工。
8、进一步的,所述采集单元用于获取待加工件的预计加工量,根据所述预计加工量设定所述油缸活塞的初始下压力度和初始下压时间,包括:
9、所述采集单元还用于预先设定第一预设加工量h1、第二预设加工量h2、第三预设加工量h3和第四预设加工量h4,且h1<h2<h3<h4;预先设定第一预设下压力度n1、第二预设下压力度n2、第三预设下压力度n3和第四预设下压力度n4,且n1<n2<n3<n4;预先设定第一预设下压时间s1、第二预设下压时间s2、第三预设下压时间s3和第四预设下压时间s4,且s1<s2<s3<s4;
10、所述采集单元根据所述预计加工量h0与各预设加工量的大小关系设定所述油缸活塞的初始下压力度和初始下压时间;
11、当h1≤h0<h2时,分别设定所述第一预设下压力度n1、第一预设下压时间s1为所述油缸活塞的初始下压力度和初始下压时间;
12、当h2≤h0<h3时,分别设定所述第二预设下压力度n2、第二预设下压时间s2为所述油缸活塞的初始下压力度和初始下压时间;
13、当h3≤h0<h4时,分别设定所述第三预设下压力度n3、第三预设下压时间s3为所述油缸活塞的初始下压力度和初始下压时间;
14、当h4≤h0时,分别设定所述第四预设下压力度n4、第四预设下压时间s4为所述油缸活塞的初始下压力度和初始下压时间。
15、进一步的,在设定第i预设下压力度ni、第i预设下压时间si为所述油缸活塞的初始下压力度和初始下压时间后,i=1,2,3,4,所述采集单元还用于根据所述初始下压利于和初始下压时间确定所述充液阀的初始阀门开度,包括:
16、所述采集单元还用于预先设定第一预设阀门开度k1、第二预设阀门开度k2、第三预设阀门开度k3和第四预设阀门开度k4,且k1<k2<k3<k4;
17、当所述初始下压力度为n1、所述初始下压时间为n1时,选取所述第一预设阀门开度k1为所述充液阀的初始阀门开度;
18、当所述初始下压力度为n2、所述初始下压时间为n2时,选取所述第二预设阀门开度k2为所述充液阀的初始阀门开度;
19、当所述初始下压力度为n3、所述初始下压时间为n3时,选取所述第三预设阀门开度k3为所述充液阀的初始阀门开度;
20、当所述初始下压力度为n4、所述初始下压时间为n4时,选取所述第四预设阀门开度k4为所述充液阀的初始阀门开度。
21、进一步的,在选取第i预设阀门开度ki为所述初始阀门开度后,i=1,2,3,4,所述调整单元用于获取工作条件,根据所述工作条件对所述初始阀门开度进行调整以满足加工需求,包括:
22、所述调整单元还用于预先获取所述油箱内实时温度t0,预先设定第一预设温度t1、第二预设温度t2、第三预设温度t3和第四预设温度t4,且t1<t2<t3<t4;预先设定第一预设调整系数a1、第二预设调整系数a2、第三预设调整系数a3和第四预设调整系数a4,且a1<a2<a3<a4;
23、所述调整单元根据所述实时温度t0与各预设温度的大小关系,选取调整系数对所述初始阀门开度ki进行调整;
24、当t1≤t0<t2时,选取所述第一预设调整系数a1对所述初始阀门开度ki进行调整,获取调整后的阀门开度ki*a1;
25、当t2≤t0<t3时,选取所述第二预设调整系数a2对所述初始阀门开度ki进行调整,获取调整后的阀门开度ki*a2;
26、当t3≤t0<t4时,选取所述第三预设调整系数a3对所述初始阀门开度ki进行调整,获取调整后的阀门开度ki*a3;
27、当t4≤t0时,选取所述第四预设调整系数a4对所述初始阀门开度ki进行调整,获取调整后的阀门开度ki*a4。
28、进一步的,在选取第i预设调整系数ai对所述初始阀门开度ki进行调整,获取调整后的阀门开度ki*ai后,i=1,2,3,4,所述调整单元还用于获取所述油箱内的实时湿度d0,预先设定第一预设湿度d1、第二预设湿度d2、第三预设湿度d3和第四预设湿度d4,且d1<d2<d3<d4;
29、所述调整单元还用于根据所述实时湿度d0与各预设湿度的大小关系,选取调整系数对调整后的阀门开度ki*ai进行二次调整,获取二次调整后的阀门开度;
30、当d1≤d0<d2时,选取所述第一预设调整系数a1对所述调整后的阀门开度ki*ai进行二次调整,获取二次调整后的阀门开度ki*ai*a1;
31、当d2≤d0<d3时,选取所述第二预设调整系数a2对所述调整后的阀门开度ki*ai进行二次调整,获取二次调整后的阀门开度ki*ai*a2;
32、当d3≤d0<d4时,选取所述第三预设调整系数a3对所述调整后的阀门开度ki*ai进行二次调整,获取二次调整后的阀门开度ki*ai*a3;
33、当d4≤d0时,选取所述第四预设调整系数a4对所述调整后的阀门开度ki*ai进行二次调整,获取二次调整后的阀门开度ki*ai*a4。
34、进一步的,在选取第i预设调整系数ai对所述调整后的阀门开度ki*ai进行二次调整,获取二次调整后的阀门开度ki*ai*ai后,i=1,2,3,4,所述调整单元还用于获取所述油缸活塞的震动幅度f0,预先设定第一预设振幅f1、第二预设振幅f2、第三预设振幅f3和第四预设振幅f4,且f1<f2<f3<f4;
35、所述调整单元还用于根据所述震动幅度f0与各预设振幅的大小关系,选取调整系数对二次调整后的阀门开度ki*ai*ai进行三次调整,获取最终阀门开度;
36、当f1≤f0<f2时,选取所述第一预设调整系数a1对所述二次调整后的阀门开度ki*ai*ai进行三次调整,获取最终阀门开度ki*ai*ai*a1;
37、当f2≤f0<f3时,选取所述第二预设调整系数a2对所述二次调整后的阀门开度ki*ai*ai进行三次调整,获取最终阀门开度ki*ai*ai*a2;
38、当f3≤f0<f4时,选取所述第三预设调整系数a3对所述二次调整后的阀门开度ki*ai*ai进行三次调整,获取最终阀门开度ki*ai*ai*a3;
39、当f4≤f0时,选取所述第四预设调整系数a4对所述二次调整后的阀门开度ki*ai*ai进行三次调整,获取最终阀门开度ki*ai*ai*a4。
40、进一步的,所述校准单元用于获取所述待加工件中间位置的实际加工量j0,根据所述实际加工量j0与预计加工量的h0大小关系对所述初始下压力度ni和初始下压时间si进行校准,i=1,2,3,4,获取校准后的下压力度和校准后的下压时间,包括:
41、所述校准单元还用于预先设定第一预设校准系数b1、第二预设校准系数b2、第三预设校准系数b3和第四预设校准系数b4,且b1<b2<b3<b4;
42、所述校准单元根据所述实际加工量j0与预计加工量h0的大小关系,选取校准系数对初始下压力度ni和初始下压时间si进行校准,获取校准后的下压力度和校准后的下压时间;
43、当0.5h0≤j0<0.7h0时,选取所述第四预设校准系数b4对所述初始下压力度ni和初始下压时间si进行校准,获取校准后的下压力度ni*b4和校准后的下压时间si*b4;
44、当0.7h0≤j0<0.8h0时,选取所述第三预设校准系数b3对所述初始下压力度ni和初始下压时间si进行校准,获取校准后的下压力度ni*b3和校准后的下压时间si*b3;
45、当0.8h0≤j0<0.9h0时,选取所述第二预设校准系数b2对所述初始下压力度ni和初始下压时间si进行校准,获取校准后的下压力度ni*b2和校准后的下压时间si*b2;
46、当0.9h0≤j0<h0时,选取所述第一预设校准系数b1对所述初始下压力度ni和初始下压时间si进行校准,获取校准后的下压力度ni*b1和校准后的下压时间si*b1。
47、进一步的,在选取第i预设校准系数bi对所述初始下压力度ni和初始下压时间si进行校准,获取校准后的下压力度ni*bi和校准后的下压时间si*bi后,所述校准单元还用于当所述待加工件的中间位置以及长度方向任一端达到所述预计加工量时,获取另一端的实际形变量j1,根据所述实际形变量对校准后的下压力度进行二次校准,包括:
48、所述校准单元还用于预先设定第一预设二次校准系数z1、第二预设二次校准系数z2、第三预设二次校准系数z3和第四预设二次校准系数z4,且z1<z2<z3<z4;
49、所述校准单元还用于获取所述实际形变量j1与实际加工量j0的比值,根据所述比值的大小对所述校准后的下压力度进行二次校准,获取二次校准后的下压力度。
50、进一步的,所述校准单元还用于获取所述实际形变量j1与实际加工量j0的比值,根据所述比值的大小对所述校准后的下压力度进行二次校准,获取二次校准后的下压力度,包括:
51、当0.6≤j1/j0<0.7时,选取所述第四预设二次校准系数z4对校准后的下压力度ni*bi进行二次校准,获取二次校准后的下压力度ni*bi*z4;
52、当0.7≤j1/j0<0.8时,选取所述第三预设二次校准系数z3对校准后的下压力度ni*bi进行二次校准,获取二次校准后的下压力度ni*bi*z3;
53、当0.8≤j1/j0<0.9时,选取所述第二预设二次校准系数z2对校准后的下压力度ni*bi进行二次校准,获取二次校准后的下压力度ni*bi*z2;
54、当0.9≤j1/j0<1时,选取所述第一预设二次校准系数z1对校准后的下压力度ni*bi进行二次校准,获取二次校准后的下压力度ni*bi*z1。
55、另一方面,本发明还提出了一种高精密低能耗的油压机,包括:油箱、充液阀、油缸活塞、工作台、支架、电机、上板、导柱、中板、机座和控制模块;
56、所述电机和油箱安装在所述上板的上部;所述油箱的上部与所述充液阀的上部处在同一高度;所述油箱与所述工作台通过所述支架固定连接;所述油缸活塞包括第一活塞和第二活塞;所述控制模块分别与所述油箱、充液阀和油缸活塞连接,所述控制模块用于控制液压油通过所述充液阀,从而带动所述油缸活塞上下运动;
57、所述控制模块包括:
58、采集单元,用于获取待加工件的预计加工量,根据所述预计加工量设定所述油缸活塞的初始下压力度和初始下压时间;所述采集单元还用于根据所述初始下压利于和初始下压时间确定所述充液阀的初始阀门开度;
59、调整单元,用于获取工作条件,根据所述工作条件对所述初始阀门开度进行调整以满足加工需求;所述工作条件包括所述油箱内温度、湿度以及所述油缸活塞的振动幅度;
60、校准单元,用于获取所述待加工件中间位置的实际加工量,根据所述实际加工量与预计加工量的大小关系对所述初始下压力度和初始下压时间进行校准,获取校准后的下压力度和校准后的下压时间;
61、所述校准单元还用于当所述待加工件的中间位置以及长度方向任一端达到所述预计加工量时,获取另一端的实际形变量,根据所述实际形变量对校准后的下压力度进行二次校准,并以二次校准后的下压力度完成加工。
62、与现有技术相比,本发明的有益效果在于,通过采集单元获取待加工件的预计加工量,并根据预计加工量设定油缸活塞的初始下压力度和初始下压时间。确保了油缸活塞在加工过程中具有准确的下压力度和下压时间,从而实现高精密的加工效果。调整单元根据工作条件对初始阀门开度进行调整以满足加工需求。通过实时监测工作条件并相应地调整阀门开度,系统能够自适应不同工作环境和要求,提高了加工的稳定性和适应性。校准单元根据待加工件中间位置的实际加工量与预计加工量的大小关系对初始下压力度和初始下压时间进行校准。提高了加工的准确性和一致性,确保加工件具有预期的质量和尺寸。获取另一端的实际形变量,并进行二次校准。可以有效纠正因加工过程中材料性质或其他因素引起的形变,进一步提升加工件的精度和质量。
- 还没有人留言评论。精彩留言会获得点赞!