一种箱底自动定位装夹及举升推送多功能上料装置的制作方法
本发明涉及火箭焊接领域,尤其涉及一种箱底自动定位装夹及举升推送多功能上料装置。
背景技术:
1、新一代载人运载火箭5m直径贮箱箱体环缝搅拌摩擦焊采用立式装配焊接方案,能显著提升产品质量和生产效率。贮箱箱体环缝立式装配的焊接原理为,焊接过程中箱体固定,焊接执行机构围绕箱体旋转完成环缝的焊接。
2、贮箱箱体的立式装配焊接拟从后底组合件开始,向前底组合件顺序装配焊接,焊接过程中不进行二次上架装配,共底组合件与燃箱筒段锁底环缝的套装在架上立式状态下完成,该模式可免除燃箱的封箱焊,在贮箱的整个装焊过程中,只对氧箱前底组合件/筒段对接环缝进行封箱焊即可。
3、大直径贮箱立式装配方案的焊接过程中箱体固定,焊接执行机构围绕箱体旋转完成环缝的焊接,共底组件和箱底组件及配套内支撑机构需要向上推送至焊接执行机构所在高度,因此,需要一种箱底自动定位装夹及举升推送多功能上料装置,将推送共底组件至焊接高度并完成共底组件与筒段锁底环缝的内部撑紧,推送箱底组件至焊接高度和对齐象限扭角并完成筒段与箱底组件封箱环缝的内部撑紧,与外压夹具系统配合完成产品可靠内撑外压,便于焊接执行机构完成贮箱箱体环缝焊接。
技术实现思路
1、本发明要解决的技术问题是:提供一种箱底自动定位装夹及举升推送多功能上料装置,便于实现“帽状”共底组件和“碗状”箱底组件的平移、旋转、举升和内撑,配合其他设备实现贮箱箱体环缝立式焊接。
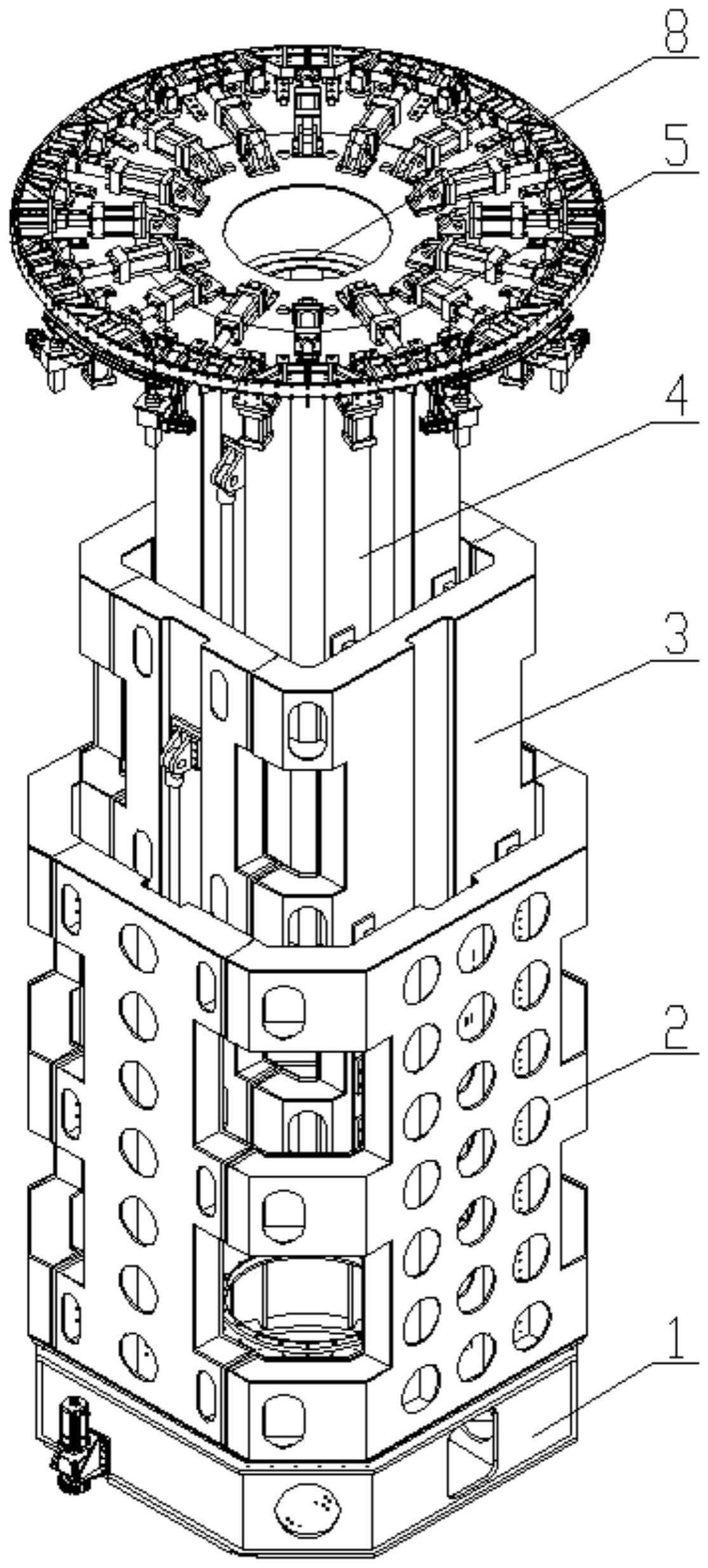
2、本发明提供了一种箱底自动定位装夹及举升推送多功能上料装置,包括:移动底座组件,外滑箱组件,中滑箱组件,内滑箱,固定式内支撑工装;
3、所述移动底座组件,包括:底座,移动驱动装置,旋转驱动装置,外齿式回转支承,外滑箱连接板;
4、所述底座的中心中空,其上面连接外齿式回转支撑和外滑箱连接板,外滑箱连接板中心有孔;
5、所述底座侧面连接移动驱动装置,上表面连接旋转驱动装置,底部设有滑块;
6、所述外滑箱组件包括:外滑箱,第一带驱动的滑轨,第一液压平衡缸;
7、所述外滑箱固定于外滑箱连接板上;其左右内侧面分别布置第一带驱动的滑轨,其前后内侧面分别设置第一液压平衡缸;
8、所述中滑箱组件包括:中滑箱,第二带驱动的滑轨和第二液压平衡缸;
9、所述中滑箱的外侧分别与第一带驱动的滑轨及第一液压平衡缸连接;
10、所述中滑箱的左右内侧面分别布置一套第二带驱动的滑轨,其前后内侧面分别设置第二液压平衡缸;
11、所述内滑箱,其外侧分别与第二带驱动的滑轨及第二液压平衡缸连接;其上端面与固定式内支撑工装连接,下端面设置有定位接口;
12、所述固定式内支撑工装,包括:焊接基座,内撑块组件,外撑块组件,楔紧块组件和箱底调高装置;
13、内撑块组件和外撑块组件均连接在焊接基座上,两者间隔设置;
14、内撑块组件和外撑块组件均采用油缸驱动,其下部的滑块沿导轨运行,实现内撑块组件和外撑块组件的向外撑开和向内收缩;
15、焊接基座背面连接有楔紧块组件,楔紧块组件对应内撑块组件,实现内撑块组件的背部楔紧;
16、楔紧块组件的外侧连接有箱底调高装置。
17、优选地,所述底座的两侧开设有圆孔,作为操作人员进出通道。
18、优选地,所述旋转驱动装置与外齿式回转支撑啮合,驱动外齿式回转支撑绕底座中心做旋转运动;
19、所述外齿式回转支撑上连接有外滑箱连接板。
20、优选地,所述外滑箱连接板中心孔处设有定位套,实现与内滑箱底部定位孔的定位,实现同轴度的传递。
21、优选地,所述第一带驱动的滑轨包括一套第一驱动装置和两条第一直线导轨副,且两条第一直线导轨副关于第一驱动装置对称布置;
22、所述第一驱动装置包括:伺服电机、减速机、减速机安装座、联轴器、滚珠丝杠、上固定支座、丝母座、下固定支座,伺服电机与减速机通过螺栓连接为一体,减速机通过螺栓连接在减速机安装座上,联轴器的一端套接减速机的输出轴,另一端套接滚珠丝杠,滚珠丝杠的两端分别通过上固定支座和下固定支座固定支撑,整个驱动装置以螺栓连接平键定位的方式,将减速机安装座、上固定支座和下固定支座固连在外滑箱的内侧;
23、直线导轨副上设有多组滑块;丝母座和滑块均通过螺栓连接在中滑箱组件的外侧。
24、优选地,所述第二带驱动的滑轨包括一套第二驱动装置和两条第二直线导轨副,且两条第二直线导轨副关于第二驱动装置对称布置;
25、所述第二驱动装置包括:伺服电机、减速机、减速机安装座、联轴器、滚珠丝杠、上固定支座、丝母座、下固定支座等,伺服电机与减速机通过螺栓连接为一体,减速机通过螺栓连接在减速机安装座上,联轴器的一端套接减速机的输出轴,另一端套接滚珠丝杠,滚珠丝杠的两端分别通过上固定支座和下固定支座固定支撑,整个驱动装置以螺栓连接平键定位的方式,将减速机安装座、上固定支座和下固定支座固连在中滑箱的内侧;
26、直线导轨副上设有多组滑块;丝母座和滑块均通过螺栓连接在内滑箱的外侧。
27、优选地,所述外滑箱由两个外滑箱左右焊件和两个外滑箱前后焊件拼装而成。
28、优选地,所述中滑箱由两个中滑箱左右焊件和两个中滑箱前后焊件拼装而成。
29、优选地,所述固定式内支撑工装包括:8组内撑块组件,8组外撑块组件,16组楔紧块组件和4组箱底调高装置;
30、每两组楔紧块组件楔紧固定一组内撑块组件。
31、相邻两组内撑块组件可以楔紧两者之间的外撑块组件。
32、箱底调高装置固定在楔紧块组件的外侧。
33、优选地,所述箱底调高装置包括两个伺服电机、两个伺服电机固定座、两个联轴器、两台螺旋升降机、两个螺旋升降机固定座和一个定位连接板;
34、伺服电机、伺服电机固定座、联轴器连接在螺旋升降机的侧面,螺旋升降机下端面连接在两个螺旋升降机安装座上,两个螺旋升降机安装座通过螺栓分别连接在相邻的两个楔紧块组件的外侧,定位连接板的两端分别固定在两台螺旋升降机的顶部。
35、优选地,还包括过渡环,所述过渡环的下端面与箱体调高装置的连接板固定连接,其上端面上有连接孔。
36、优选地,还包括可拆卸式内支撑工装,所述可拆卸式内支撑工装,包括上层撑盘组件,下层升降座组件,操作平台组件,可拆卸式内支撑工装的的下层升降座组件与固定式内支撑工装的上端面固定连接;
37、下层升降座组件的活动座顶部通过螺栓连接上层撑盘组件,其固定座侧面定位支撑操作平台组件,且操作台组件搭建在箱底组件的内型面上。
38、操作平台组件由若干个可折叠的工作凳和连接板拼装而成,可以拆成若干小组件,顺利通过箱底组件的侧面人孔移出箱外。
39、优选地,还包括铝合金升降机,所述铝合金升降机设置于内滑箱内部,且具备大行程的升降运动。
40、与现有技术相比,本发明的箱底自动定位装夹及举升推送多功能上料装置,具备如下有益效果:
41、(1)发明了型架外开敞性箱底产品预装配与型架内自动锁定位置举升产品上架驱动机构,满足5m直径共底及前后底环缝装配焊接高度举升锁定需求;
42、(2)可实现“帽状”共底组件在型架外的自动装夹定位,型架内举升共底组件和固定式内支撑工装以满足共底组件与筒段锁底环缝焊接需求;
43、(3)可实现“碗状”箱底组件在型架外的安装定位,型架内举升箱底组件和可拆卸式内支撑工装以满足箱底组件与筒段封箱环缝焊接需求;
44、(4)发明了双伺服驱动筒段象限角度自动对齐机构;
45、(5)发明了三层滑箱精确驱动导向装置,实现箱底产品与内支撑装置整体向上精确举升。
- 还没有人留言评论。精彩留言会获得点赞!