一种磁脉冲焊接设备
本发明涉及磁脉冲焊接,具体涉及一种磁脉冲焊接设备。
背景技术:
1、磁脉冲焊接是一种采用磁脉冲将两个搭接或套接的管件锻压在一起的焊接工艺,磁脉冲焊接可以实现异种金属的焊接,并且磁脉冲焊接过程中无烟尘、飞溅、紫外线和辐射,也是一种比较绿色环保的焊接工艺。
2、磁脉冲焊接过程中需要保证两个管件与集磁器同轴,确保管件受力均匀,实现良好的焊接效果。通常的做法是设置磁脉冲焊接设备,在集磁器的轴向两侧分别设置可移动的安装座,安装座上设置用于装夹管件的三爪卡盘,通过移动安装座的位置以使两侧三爪卡盘的轴心线与集磁器的轴心线位于同一直线。但是通过上述磁脉冲焊接设备焊接管件的过程中,每次焊接都需要手动调整两个安装座的位置,对于批量管件焊接来说,无法实现自动化焊接,焊接效率较低。
技术实现思路
1、本发明主要解决的技术问题是:提供一种磁脉冲焊接设备,以实现管件的自动化焊接,提高焊接效率。
2、根据第一方面,一种实施例中提供一种磁脉冲焊接设备,包括:
3、输送轨道,所述输送轨道上依序设置有上料工位、焊接工位和下料工位;
4、上料装置,设置于所述输送轨道上,所述上料装置包括上料夹持机构和上料驱动机构,所述上料夹持机构用于在所述上料工位夹取待焊接管件,所述上料驱动机构与所述上料夹持机构耦合连接,以驱动所述上料夹持机构在所述上料工位与所述焊接工位之间往复移动;
5、焊接装置,安装于所述焊接工位,所述焊接装置包括集磁部和线圈部,所述集磁部用于夹持待焊接管件,所述线圈部用于在所述集磁部的轴线方向上移动至所述集磁部的外侧,以向集磁部提供焊接的电磁力;
6、下料装置,设置于所述输送轨道上,所述下料装置包括下料夹持机构和下料驱动机构,所述下料夹持机构用于夹持焊接后的管件,所述下料驱动机构与所述下料夹持机构耦合连接,以驱动所述下料夹持机构在所述焊接工位与所述下料工位之间往复移动;
7、控制装置,分别与所述上料夹持机构、所述上料驱动机构、所述集磁部、所述线圈部和所述下料驱动机构电连接。
8、在一种可选的实施例中,所述上料装置还包括耦合连接的上料机械手和上料机械手驱动机构,所述上料机械手用于分别抓取待焊接管件的第一部分和待焊接管件的第二部分;
9、所述上料机械手驱动机构与所述控制装置电连接,所述上料机械手驱动机构用于驱动所述上料机械手将待焊接管件的第一部分和待焊接管件的第二部分移动至预设位置,实现所述待焊接管件的第一部分和所述待焊接管件的第二部分的装配;
10、所述预设位置为所述待焊接管件被所述上料夹持机构夹持的初始位置。
11、在一种可选的实施例中,所述上料装置还包括第一上料组件和第二上料组件;
12、所述第一上料组件用于将待焊接管件的第一部分移动至第一位置,所述第二上料组件用于将待焊接管件的第二部分移动至第二位置;
13、所述第一位置为所述待焊接管件的第一部分被所述上料机械手抓取的位置,所述第二位置为所述待焊接管件的第二部分被所述上料机械手抓取的位置。
14、在一种可选的实施例中,所述第一上料组件包括料仓、水平驱动机构和翻转机构,所述料仓具有进料口和出料口,所述水平驱动机构和所述翻转机构位于所述出料口的两侧,所述翻转机构具有用于与所述待焊接管件的第一部分定位配合的定位凸部,所述翻转机构用于将所述待焊接管件的第一部分翻转至第一位置,所述水平驱动机构用于驱动所述待焊接管件的第一部分实现与所述定位凸起配合。
15、在一种可选的实施例中,所述第二上料组件包括料盒和至少一个进料机构,所述料盒用于依序放置待焊接管件的第二部分,所述进料机构用于驱动所述料盒或所述待焊接管件的第二部分移动,以将所述待焊接管件的第二部分移动至第二位置。
16、在一种可选的实施例中,所述集磁部包括分瓣式集磁器和集磁驱动机构,所述分瓣式集磁器设置有两个,且垂直所述输送轨道的延伸方向间隔布置,所述集磁驱动机构与所述分瓣式集磁器一一对应,所述集磁驱动机构与对应的所述分瓣式集磁器耦合连接,以驱动两个所述分瓣式集磁器对合以夹持待焊接管件。
17、在一种可选的实施例中,所述线圈部包括线圈,所述线圈部配置有线圈驱动机构,所述线圈驱动机构与所述线圈耦合连接,以驱动所述线圈在所述集磁部的轴线方向上移动至所述集磁部的径向外侧;
18、所述线圈部与所述集磁部中的其中一个上设置有凸部,另一个上设置有用于与所述凸部适配的凹部。
19、在一种可选的实施例中,所述上料夹持机构包括上料夹持基板、上料夹持件和上料夹持驱动件;所述上料夹持基板被配置成能够沿所述输送轨道往复移动,所述上料夹持驱动件安装在所述上料夹持基板上,所述上料夹持驱动件与所述控制装置电连接,所述上料夹持驱动件还与所述上料夹持件耦合连接,所述上料夹持件具有用于与待焊接管件的管壁贴合的夹持面;
20、和/或,所述下料夹持机构包括下料夹持基板、下料夹持件和下料夹持驱动件;所述下料夹持基板被配置成能够沿所述输送轨道往复移动,所述下料夹持驱动件安装在所述下料夹持基板上,所述下料夹持驱动件与所述控制装置电连接,所述下料夹持驱动件还与所述下料夹持件耦合连接,所述下料夹持件具有用于与焊接后的管件管壁贴合的夹持面。
21、在一种可选的实施例中,还包括设置在所述下料工位的检测装置,所述检测装置包括检测摄像头,所述检测摄像头用于对焊接后的管件拍照;
22、所述检测摄像头与所述控制装置电连接,以将焊接后管件的图像信息传递给所述控制装置,所述控制装置被配置成:接收并分析所述图像信息以判断焊接后的管件是否合格。
23、在一种可选的实施例中,还包括设置在所述下料工位的分拣装置,所述分拣装置包括分拣机械手和分拣机械手驱动机构;
24、所述分拣机械手和所述分拣机械手驱动机构分别与所述控制装置电连接,所述分拣机械手驱动机构用于驱动所述分拣机械手分拣焊接后不合格的管件。
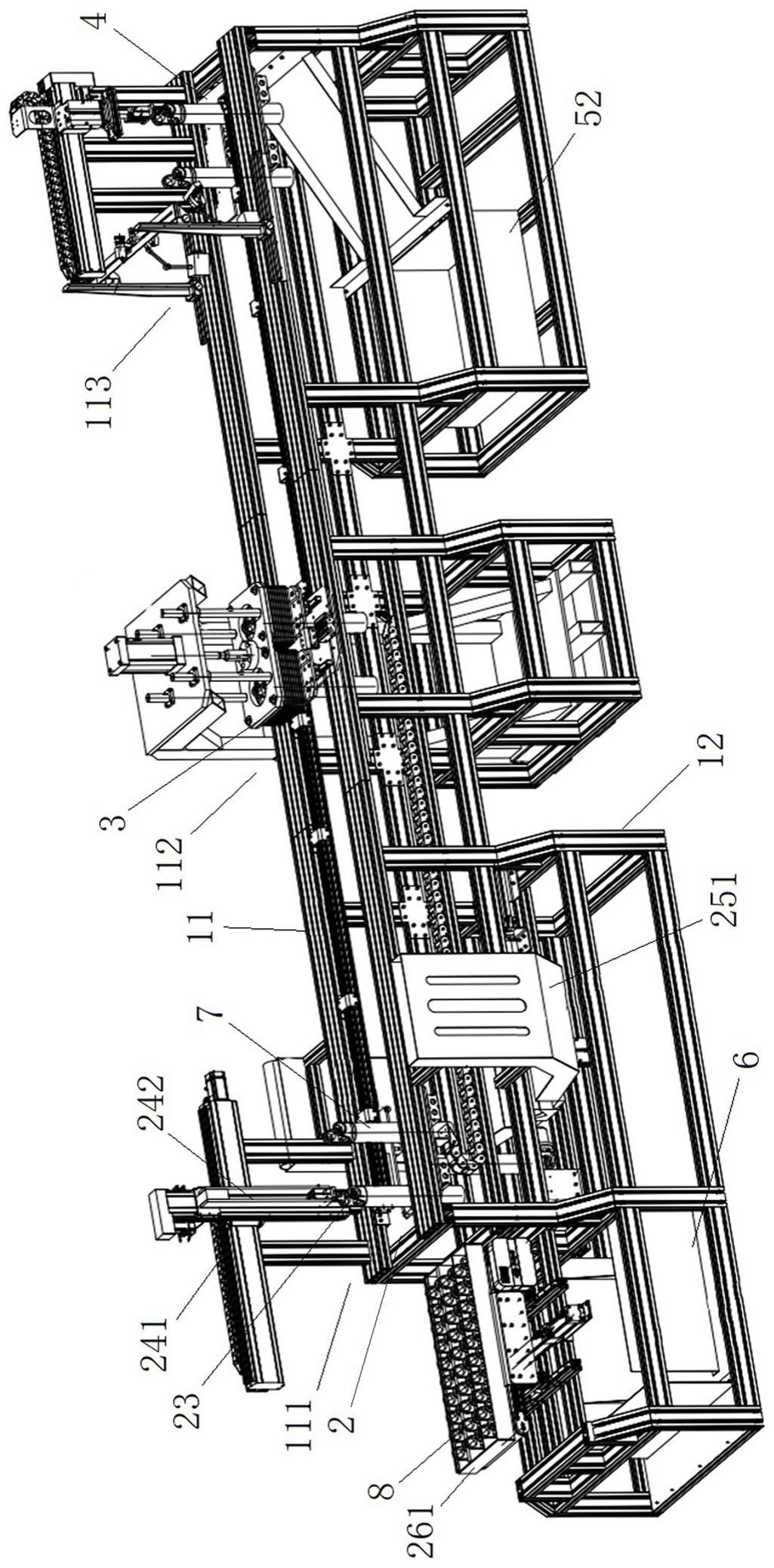
25、根据上述实施例的磁脉冲焊接设备,输送轨道上依序设置上料工位、焊接工位和下料工位,上料装置和下料装置设置于输送轨道,上料装置通过上料夹持机构夹持待焊接管件,并且通过上料驱动机构驱动待焊接管件在上料工位与焊接工位之间往复移动;焊接装置安装于焊接工位,包括集磁部和线圈部,集磁部用于夹持待焊接管件,线圈部用于在集磁部的轴线方向上移动至集磁部的外侧,以向集磁部提供焊接的电磁力;下料装置包括下料夹持机构和下料驱动机构,下料夹持机构用于夹持焊接后的管件,通过下料驱动机构与下料夹持机构连接,以驱动下料夹持机构在焊接工位与下料工位往复移动;控制装置与上料驱动机构、线圈部、集磁部和下料驱动机构电连接,能够通过上述各部件实现待焊接管件在三个工位之间的转运以及在焊接工位的自动焊接,能够实现管件的自动化焊接,有助于提高管件焊接效率。
技术特征:
1.一种磁脉冲焊接设备,其特征在于,包括:
2.如权利要求1所述的磁脉冲焊接设备,其特征在于,所述上料装置还包括耦合连接的上料机械手和上料机械手驱动机构,所述上料机械手用于分别抓取待焊接管件的第一部分和待焊接管件的第二部分;
3.如权利要求2所述的磁脉冲焊接设备,其特征在于,所述上料装置还包括第一上料组件和第二上料组件;
4.如权利要求3所述的磁脉冲焊接设备,其特征在于,所述第一上料组件包括料仓、水平驱动机构和翻转机构,所述料仓具有进料口和出料口,所述水平驱动机构和所述翻转机构位于所述出料口的两侧,所述翻转机构具有用于与所述待焊接管件的第一部分定位配合的定位凸部,所述翻转机构用于将所述待焊接管件的第一部分翻转至第一位置,所述水平驱动机构用于驱动所述待焊接管件的第一部分实现与所述定位凸起配合。
5.如权利要求3所述的磁脉冲焊接设备,其特征在于,所述第二上料组件包括料盒和至少一个进料机构,所述料盒用于依序放置待焊接管件的第二部分,所述进料机构用于驱动所述料盒或所述待焊接管件的第二部分移动,以将所述待焊接管件的第二部分移动至第二位置。
6.如权利要求1至5中任一项所述的磁脉冲焊接设备,其特征在于,所述集磁部包括分瓣式集磁器和集磁驱动机构,所述分瓣式集磁器设置有两个,且垂直所述输送轨道的延伸方向间隔布置,所述集磁驱动机构与所述分瓣式集磁器一一对应,所述集磁驱动机构与对应的所述分瓣式集磁器耦合连接,以驱动两个所述分瓣式集磁器对合以夹持待焊接管件。
7.如权利要求1至5中任一项所述的磁脉冲焊接设备,其特征在于,所述线圈部包括线圈,所述线圈部配置有线圈驱动机构,所述线圈驱动机构与所述线圈耦合连接,以驱动所述线圈在所述集磁部的轴线方向上移动至所述集磁部的径向外侧;
8.如权利要求1至5中任一项所述的磁脉冲焊接设备,其特征在于,所述上料夹持机构包括上料夹持基板、上料夹持件和上料夹持驱动件;所述上料夹持基板被配置成能够沿所述输送轨道往复移动,所述上料夹持驱动件安装在所述上料夹持基板上,所述上料夹持驱动件与所述控制装置电连接,所述上料夹持驱动件还与所述上料夹持件耦合连接,所述上料夹持件具有用于与待焊接管件的管壁贴合的夹持面;
9.如权利要求1至5中任一项所述的磁脉冲焊接设备,其特征在于,还包括设置在所述下料工位的检测装置,所述检测装置包括检测摄像头,所述检测摄像头用于对焊接后的管件拍照;
10.如权利要求9所述的磁脉冲焊接设备,其特征在于,还包括设置在所述下料工位的分拣装置,所述分拣装置包括分拣机械手和分拣机械手驱动机构;
技术总结
一种磁脉冲焊接设备,其上料装置通过上料夹持机构夹持待焊接管件,通过上料驱动机构驱动待焊接管件在上料工位与焊接工位之间移动;焊接装置包括集磁部和线圈部,集磁部用于夹持待焊接管件,线圈部用于移动至集磁部的外侧,以向集磁部提供焊接的电磁力;下料装置包括下料夹持机构和下料驱动机构,下料夹持机构用于夹持焊接后的管件,通过下料驱动机构与下料夹持机构连接,以驱动下料夹持机构在焊接工位与下料工位移动;控制装置与上料驱动机构、线圈部、集磁部和下料驱动机构电连接,能够通过上述各部件实现待焊接管件在三个工位之间的转运以及在焊接工位的自动焊接,能够实现管件的自动化焊接,有助于提高管件焊接效率。
技术研发人员:曾兵,柳泉潇潇,肖茹茹,李光耀
受保护的技术使用者:北京理工大学深圳汽车研究院(电动车辆国家工程实验室深圳研究院)
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!