一种碗形塞压入设备压头拾取部品的检知方法及设备与流程
本发明属于缸体、缸盖线的碗形塞压入工序,尤其涉及一种碗形塞压入设备压头拾取部品的检知方法及设备。
背景技术:
1、缸体是指发动机的气缸体,它是发动机的主要组成部分之一,用于容纳气缸和活塞等内部零件。缸体通常由铸铁或铝合金等材料制成,具有高强度和耐磨损的特性。
2、缸盖是安装在缸体上方的覆盖物,用于密封气缸并提供进气和排气通道。它通常由铝合金制成,具有较轻的重量和良好的散热性能。
3、缸体和缸盖的机加工是指对这些零件进行加工和加工工艺。这包括以下几个方面:
4、铣削:使用铣床对缸体和缸盖进行平面、凹槽、孔等形状的加工。
5、钻孔:使用钻床对缸体和缸盖进行孔洞加工,如气门孔、冷却水孔等。
6、精密加工:对于一些关键部位,如活塞环槽、气门座等,需要进行精密加工以确保其尺寸精度和表面质量。
7、砂轮磨削:对于一些需要高精度表面的部位,如气缸套的内表面,可以使用砂轮磨削进行加工。
8、焊接:对于一些需要修复或改造的缸体和缸盖,可以使用焊接技术进行修复或加工。
9、缸体和缸盖的机加工需要高精度的设备和技术,以确保其尺寸精度和表面质量。这些加工过程对于发动机的性能和可靠性具有重要影响,因此需要严格控制和检验。现有技术中tnga缸体、缸盖机加工线的碗形塞压入设备的压入流程包括:设备主轴抓取压头、供料器推动碗型塞至待取位置、压头抓取碗型塞、涂胶循环、碗型塞压入。
10、通过上述分析,现有技术存在的问题及缺陷为:碗型塞供给机构将碗形塞传送至待取位置时,对碗形塞的定位精度不足;压头在拾取碗型塞时,对碗型塞在压头上的姿态没有要求,而碗型塞被一个挨一个的推送到待拾取位置,此时的碗型塞的位置保证为u型槽。使得碗形塞压入产品不合格。
技术实现思路
1、为克服相关技术中存在的问题,本发明公开实施例提供了一种碗形塞压入设备压头拾取部品的检知方法及设备。
2、所述技术方案如下:一种碗形塞压入设备压头拾取部品的检知方法,包括:
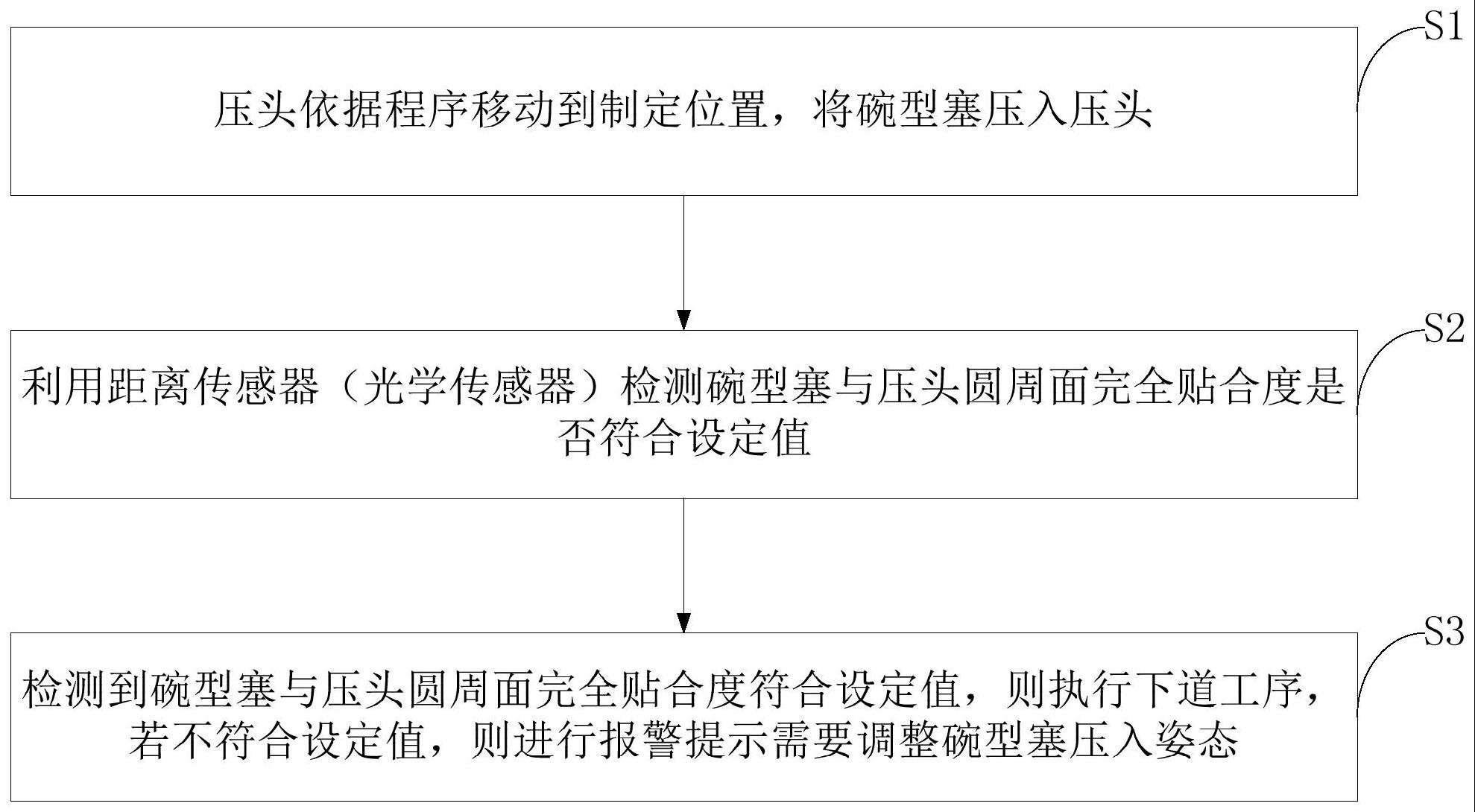
3、s1,压头依据程序移动到制定位置,将碗型塞压入压头;
4、s2,利用距离传感器检测碗型塞与压头圆周面完全贴合度是否符合设定值;
5、s3,检测到碗型塞与压头圆周面完全贴合度符合设定值,则执行下道工序,若不符合设定值,则进行报警提示需要调整碗型塞压入姿态。
6、进一步的,在步骤s1,压头依据利用设备ns程序变更程序移动到制定位置。
7、进一步的,在步骤s2,距离传感器检测碗型塞与压头圆周面完全贴合度是否符合设定值包括:
8、n0110g28m1=0.0m26x1=207.95y1=-14.1g04p1000m73;
9、压头移动至坐标x207.95,y-14.1的位置,g04为旋转,p1000为暂停1秒,m73为外部判断信号。
10、进一步的,在步骤s2中,距离传感器检测碗型塞与压头圆周面完全贴合度是否符合设定值的检测方法包括:
11、步骤1,计算压头包含至少m个位置点的碗型塞近似完全贴合圆的中心s;
12、步骤2,在位置集合中选择离中心点s最近的m个点存储;
13、步骤3,用s代替这些点并且给s一个向量集合m;
14、步骤4,重复上述过程,直到正常位置集为空次迭代后,得到正常位置集的完全贴合集d;
15、步骤5,接着对完全贴合集d做一个聚类,得到位置偏离后的异常距离集;
16、进一步的,基于上述步骤5得到的位置偏离后的异常距离集基础上产生新的需调整位置集合,并且识别需调整位置集合的噪声计数。
17、进一步的,在步骤5中,得到位置偏离后的异常距离集包括:
18、将某一ti时刻的位置集合di0中的点数赋值给n,对m赋值然后要求出至少包含m个在ti时刻的位置集合di0中的点的一个近似的完全贴合圆的半径在求出半径后,对半径进行以下操作:
19、
20、其中lap(δf/εi1)是敏感度为δf,完全贴合预算为εi1的满足噪声;
21、在得到加噪后的之后,求一个近似完全贴合圆的圆心s,这个近似完全贴合圆满足:以为半径、至少包含m个在ti时刻的位置集合di0中的点。
22、进一步的,在求得上述的圆心s之后,对圆心s进行以下操作:
23、s′=s+gaussian(δf,εi2,δ)
24、将上面求得的加噪后的近似完全贴合圆的圆心s′与对应的在圆里的点数的有序实数对并入集合pdi0中,将离s′最近的m个点放入集合g中;接下来将g中的元素从di0中删除,重复上述过程,直到位置集合di0中的点数为0,就得到了要求的完全贴合集pdi0;然后对pdi0运行k-means算法进行聚类得到在ti时刻的k个中心;对所有的ti∈time(d)进行上述操作后即得到所有时刻需调整位置集合所需的偏离位置集合。
25、进一步的,基于上述步骤5得到的位置偏离后的异常距离集基础上产生新的需调整位置集合包括:
26、对于一个多维实数查询函数f:d→rd,其敏感度为δf,则产生新的需调整位置集合的输出为:
27、k(d)=f(d)+staircase(δf,ε,γ)d
28、其中staircase(δf/ε,γ)是一个随机变量,其概率密度函数为:
29、
30、进一步的,对有原始轨迹经过的需调整位置集合进行计数,并且添加满足识别需调整位置集合计数的噪声;
31、ci=c′i+staircase(δf,ε2)
32、其中ci是添加满足噪声后的需调整位置集合的噪声计数,c′i是对需调整位置集合有多少条原始轨迹经过的计数,staircase(δf/ε2)是满足的噪声;最后,识别需调整位置集合数据集及其对应的噪声计数。
33、本发明的另一目的在于提供一种碗形塞压入设备压头拾取部品的检知设备,包括:
34、距离传感器,用于检测碗型塞与压头圆周面完全贴合度是否符合设定值;
35、报警提示模块,用于检测到碗型塞与压头圆周面完全贴合度符合设定值,则执行下道工序,若不符合设定值,则进行报警提示需要调整碗型塞压入姿态。
36、结合上述的所有技术方案,本发明所具备的优点及积极效果为:
37、本发明提出一种碗型塞压入工艺流程中开发的新功能,以及使用的传感器、自主设计的检测程序,可以使设备及时发出报警,避免了压入不良品的产生。
技术特征:
1.一种碗形塞压入设备压头拾取部品的检知方法,其特征在于,该方法包括:
2.根据权利要求1所述的碗形塞压入设备压头拾取部品的检知方法,其特征在于,在步骤s1,压头依据利用设备nc程序变更程序移动到制定位置。
3.根据权利要求1所述的碗形塞压入设备压头拾取部品的检知方法,其特征在于,在步骤s2中,距离传感器检测碗型塞与压头圆周面完全贴合度是否符合设定值包括:
4.根据权利要求1所述的碗形塞压入设备压头拾取部品的检知方法,其特征在于,在步骤s2中,距离传感器检测碗型塞与压头圆周面完全贴合度是否符合设定值的检测方法包括:
5.根据权利要求4所述的碗形塞压入设备压头拾取部品的检知方法,其特征在于,基于上述步骤5得到的位置偏离后的异常距离集基础上产生新的需调整位置集合,并且识别需调整位置集合的噪声计数。
6.根据权利要求4所述的碗形塞压入设备压头拾取部品的检知方法,其特征在于,在步骤5中,得到位置偏离后的异常距离集包括:
7.根据权利要求6所述的碗形塞压入设备压头拾取部品的检知方法,其特征在于,在求得上述的圆心s之后,对圆心s进行以下操作:
8.根据权利要求5所述的碗形塞压入设备压头拾取部品的检知方法,其特征在于,基于上述步骤5得到的位置偏离后的异常距离集基础上产生新的需调整位置集合包括:
9.根据权利要求8所述的碗形塞压入设备压头拾取部品的检知方法,其特征在于,对有原始轨迹经过的需调整位置集合进行计数,并且添加满足识别需调整位置集合计数的噪声;
10.一种碗形塞压入设备压头拾取部品的检知设备,其特征在于,实施权利要求1-9任意一项所述碗形塞压入设备压头拾取部品的检知方法,该设备包括:
技术总结
本发明属于缸体、缸盖线的碗形塞压入工序技术领域,公开了一种碗形塞压入设备压头拾取部品的检知方法及设备。所述方法包括:压头依据程序移动到制定位置,将碗型塞压入压头;利用距离传感器检测碗型塞与压头圆周面完全贴合度是否符合设定值;检测到碗型塞与压头圆周面完全贴合度符合设定值,则执行下道工序,若不符合设定值,则进行报警提示需要调整碗型塞压入姿态。本发明提出一种碗型塞压入工艺流程中开发的新功能,以及使用的传感器、自主设计的检测程序,可以使设备及时发出报警,避免了压入不良品的产生。
技术研发人员:吕晓冬
受保护的技术使用者:一汽丰田发动机(天津)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!