一种建筑钢结构的焊接方法及系统与流程
本发明涉及建筑钢焊接,具体为一种建筑钢结构的焊接方法及系统。
背景技术:
1、建筑钢结构是一种采用钢材作为主要结构材料的建筑结构系统,具有高强度、高刚度、轻质化和可重复利用等特点,焊接是建筑钢结构中最常用的连接方式之一,通过焊接,钢结构中的各个部件可以牢固地连接在一起,形成一个整体结构,焊接连接具有较高的强度和刚度,能够承受较大的荷载和变形,保证结构在使用过程中的安全性,建筑钢结构的焊接连接是一种快速的连接方式,不仅可以提高结构强度和稳定性,还可以大幅缩短施工时间,由此可见,需要对建筑钢结构设置合理的焊接方法。
2、如今,对建筑钢焊接方面还存在一些不足,具体体现在以下几个层面:(1)当前针对建筑钢结构焊接过程的标准依旧以焊工的主观经验为主要凭据,没有通过定量的角度去对焊接流程进行监督指导,例如对最佳焊接材料的选用,受主观认知限制,不能从已有的焊接材料中兼顾质量与成本进行选择,一方面找不到与建筑钢结构最适配的焊接材料,另一方面大大增加了使用成本,同时过度依赖主观经验,在焊接材料的使用时会放大个体差异和不规范操作带来的焊接质量问题,影响建筑钢结构整体的安全性与稳定性;
3、(2)当前对建筑钢结构的质量检测以整体的稳定性为主,忽视了单个焊接区域质量对整体性能的影响,例如焊接区域的表面平整度和色泽一致度,平整的焊接表面可以保证焊接区域的质量,当焊接表面不平整时容易捕获气体与杂质,对焊接区域产生腐蚀,增加焊接变形的风险,从而影响整个焊接结构的稳定性,同时焊接区域的色泽可以反映焊接质量,通过对色泽的监测可以监控焊接区域的杂质混入量以及焊接流程的规范性,焊接区域色泽不一致反映了焊接质量不佳,焊接区域容易出现裂缝和缺陷。
技术实现思路
1、针对现有技术的不足,本发明提供了一种建筑钢结构的焊接方法及系统,能够有效解决上述背景技术中涉及的问题。
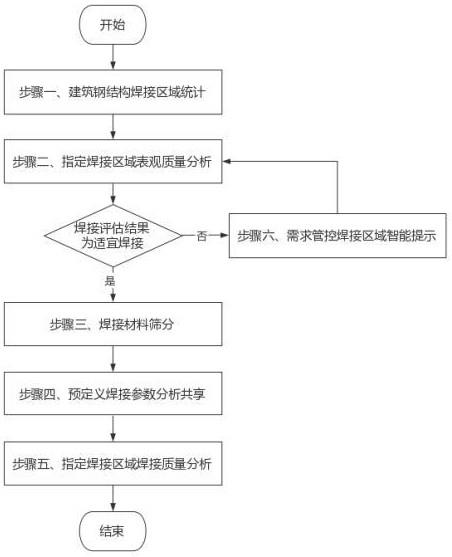
2、为实现以上目的,本发明通过以下技术方案予以实现:本发明第一方面提供了一种建筑钢结构的焊接方法,包括:步骤一、建筑钢结构焊接区域统计:统计指定建筑钢结构的各需求焊接区域,记为各指定焊接区域。
3、步骤二、指定焊接区域表观质量分析:采集指定建筑钢结构的初始三维图像以及各指定焊接区域表观图像,进而分析各指定焊接区域对应的焊接适宜指数,得到各指定焊接区域对应的焊接评估结果,若焊接评估结果为适宜焊接,则执行步骤三,反之,若焊接评估结果为非适宜焊接,则执行步骤六。
4、步骤三、焊接材料筛分:获取各指定焊接区域的体表面积以及建筑钢结构材质,进而筛分建筑钢结构材质所属各贴合焊接材料,并计算各贴合焊接材料对应的焊接应用推荐指数,据此提取目标焊接材料。
5、步骤四、预定义焊接参数分析共享:对建筑钢结构的预置焊接参数进行分析,进而通过数据整合,得到指定建筑钢结构的适配焊接参数进行共享显示。
6、步骤五、指定焊接区域焊接质量分析:对各指定焊接区域焊接后的质量进行分析,综合计算建筑钢结构的焊接质量评估指数,由此对建筑钢结构的焊接质量进行反馈提示。
7、步骤六、需求管控焊接区域智能提示:将焊接评估结果为非适宜焊接的指定焊接区域记为需求管控焊接区域,由此统计各需求管控焊接区域进行管控提示。
8、作为进一步的方法,所述分析各指定焊接区域对应的焊接适宜指数,其具体分析计算过程为:对各指定焊接区域的焊接面进行扫描,得到各焊接区域的表观图像,并统计各指定焊接区域表观图像中各像素点的rgb颜色值。从建筑钢结构数据库中获取焊接区域适宜作业所属参照rgb颜色值范围,并提取范围的中间值作为适宜焊接所属参照rgb颜色值,综合计算各指定焊接区域对应的焊接适宜指数,其计算公式为:
9、,其中表示为各指定焊接区域的编号,,表示为指定焊接区域的总数,表示为各像素点的编号,,表示为像素点的总数。作为进一步的方法,所述各指定焊接区域对应的焊接评估结果,其具体分析过程为:将各指定焊接区域对应的焊接适宜指数与设定的焊接适宜指数范围进行比对,若某指定焊接区域对应的焊接适宜指数处于焊接适宜指数范围,则将该指定焊接区域的焊接评估结果记为适宜焊接,反之,则将该指定焊接区域的焊接评估结果记为非适宜焊接,由此统计各指定焊接区域对应的焊接评估结果。
10、作为进一步的方法,所述各贴合焊接材料对应的焊接应用推荐指数,其具体分析计算过程为:依据各指定焊接区域表观图像,得到各指定焊接区域的体表面积,同时获取指定建筑钢结构的材质,并从建筑钢结构数据库中筛分获取指定建筑钢结构材质所属各贴合焊接材料。
11、从建筑钢结构数据库中获取各贴合焊接材料对应单位焊接区域面积的预计使用量以及各贴合焊接材料单位消耗量的参照使用成本,综合计算各贴合焊接材料对应的焊接应用推荐指数,其计算公式为:,其中表示为设定的焊接材料对应的焊接应用推荐修正因子,表示为各贴合焊接材料的编号,,表示为贴合焊接材料的总数。将各贴合焊接材料对应的焊接应用推荐指数按照从高到低的顺序依次进行排列,进而提取焊接应用推荐指数最大值对应的贴合焊接材料,将该贴合焊接材料作为指定建筑钢结构的目标焊接材料。
12、作为进一步的方法,所述建筑钢结构的预置焊接参数,其中预置焊接参数包括焊接设备所属预置焊接电流、预置焊接电压、预置预热时长和预置夹持焊接材料压力。作为进一步的方法,所述对建筑钢结构的预置焊接参数进行分析,其具体分析过程为:从建筑钢结构数据库中获取目标焊接材料的参照焊接参数,其中参照焊接参数包括焊接设备所属参照焊接电流、参照焊接电压、参照预热时长和参照夹持焊接材料压力。计算指定建筑钢结构所属焊接设备的预置焊接电流对应的可行指数,其计算公式为:,其中表示为设定的焊接电流修正因子。计算指定建筑钢结构所属焊接设备的预置焊接电压对应的可行指数,其计算公式为:,其中表示为设定的焊接电压修正因子。计算指定建筑钢结构所属焊接设备的预置预热时长对应的可行指数,其计算公式为:,其中表示为设定的预热时长修正因子。计算指定建筑钢结构所属焊接设备的预置夹持焊接材料压力对应的可行指数,其计算公式为:,其中表示为设定的夹持焊接材料压力修正因子。作为进一步的方法,所述指定建筑钢结构的适配焊接参数,分析过程为:将指定建筑钢结构所属焊接设备的预置焊接电流对应的可行指数与设定的预置焊接电流在各可行指数范围对应的参照调整电流值进行匹配,得到指定建筑钢结构所属焊接设备的调整电流值。
13、同理,匹配得到指定建筑钢结构所属焊接设备的调整电压值、调整预热时长值和调整夹持焊接材料压力值,并整合作为指定建筑钢结构的适配焊接参数。
14、作为进一步的方法,所述对各指定焊接区域焊接后的质量进行分析,其具体分析计算过程为:对焊接结束后的指定建筑钢结构进行三维扫描,得到焊接后的指定建筑钢结构的三维图像,从中定位各指定焊接区域的位置,并以设定数目进行检测点布设,得到焊接后的各指定焊接区域的各检测点,并从指定建筑钢结构的初始三维图像中定位至各指定焊接区域的各检测点初始位置,由此提取焊接后的各指定焊接区域的各检测点的焊接高度差,进而计算焊接后各指定焊接区域的表面平整度,其计算公式为:,其中表示为设定的焊接允许偏差高度,表示为各检测点的编号,,表示为检测点的总数。依据焊接后的指定建筑钢结构的三维图像,从中提取焊接后的各指定焊接区域的表观图像,统计焊接后的各指定焊接区域的表观图像的各检测点的rgb颜色值,计算各指定焊接区域的表观图像平均颜色值,其计算公式为:。进而计算焊接后各焊接区域的色泽一致度,其计算公式为:,其中表示为设定的焊接允许偏差rgb颜色值。作为进一步的方法,所述建筑钢结构的焊接质量评估指数,其计算公式为:,其中表示为建筑钢结构的焊接质量评估指数,和分别表示为设定的表面平整度和色泽一致度所属占比权重。本发明第二方面提供了一种建筑钢结构的焊接系统,包括:建筑钢结构焊接区域统计模块,用于统计指定建筑钢结构的各需求焊接区域,记为各指定焊接区域;
15、指定焊接区域表观质量分析模块,用于采集指定建筑钢结构的初始三维图像以及各指定焊接区域表观图像,进而分析各指定焊接区域对应的焊接适宜指数,得到各指定焊接区域对应的焊接评估结果,其中焊接评估结果包括适宜焊接和非适宜焊接;
16、焊接材料筛分模块,用于获取各指定焊接区域的体表面积以及建筑钢结构材质,进而筛分建筑钢结构材质所属各贴合焊接材料,并计算各贴合焊接材料对应的焊接应用推荐指数,据此提取目标焊接材料;
17、预定义焊接参数分析共享模块,用于对建筑钢结构的预置焊接参数进行分析,进而通过数据整合,得到指定建筑钢结构的适配焊接参数进行共享显示;
18、指定焊接区域焊接质量分析模块,用于对各指定焊接区域焊接后的质量进行分析,综合计算建筑钢结构的焊接质量评估指数,由此对建筑钢结构的焊接质量进行反馈提示;
19、需求管控焊接区域智能提示模块,用于将焊接评估结果为非适宜焊接的指定焊接区域记为需求管控焊接区域,由此统计各需求管控焊接区域进行管控提示;
20、建筑钢结构数据库,用于存储各焊接区域适宜作业所属参照rgb颜色值范围,存储各建筑钢结构材质所属各贴合焊接材料,存储各焊接材料对应单位焊接区域面积的预计使用量以及各焊接材料单位消耗量的参照使用成本,存储各焊接材料的参照焊接参数。
21、相对于现有技术,本发明的实施例至少具有如下优点或有益效果:
22、(1)本发明通过提供一种建筑钢结构的焊接方法及系统,极大优化了焊接流程,保障焊接结构的质量,将焊接流程与智能化相结合,可以提高焊接速度和作业效率,减少人力成本和施工时间,同时实时监测焊接参数,可以确保焊接质量的一致性和准确性,降低焊接缺陷和质量问题的风险,进而提高整体建筑钢结构的安全性和稳定性。
23、(2)本发明通过对焊接材料进行筛分和选取,可以兼顾质量与成本在已有的焊接材料中进行选择,不受主观认知的限制,大大提高了焊接材料选取的效率,减少了人工寻找和试验的时间和成本,通过数据匹配和筛分,可以找到与建筑钢结构最适配的焊接材料,保证了焊接质量,同时也最大程度降低了焊接材料的选购成本。
24、(3)本发明通过对焊接材料的焊接参数进行分析,焊接材料的焊接参数是保证焊接质量的关键因素之一,通过对焊接参数进行分析,可以确保焊接过程中的夹持压力、电流、电压等参数在适当范围内,控制焊缝形成、熔合和冷却的过程,最大程度减少焊缝缺陷的发生,并提高焊接的质量和可靠性,进而避免个体差异和不规范操作带来的质量问题。
25、(4)本发明通过对焊接区域的焊接质量进行分析,从焊接区域的表面平整度和色泽一致度两个方面反映焊接质量,通过对表面平整度的监测,避免因焊接表面不平整而混入气体与杂质,对焊接区域产生腐蚀,减少了焊接变形的风险,通过对色泽一致度的监测,监控焊接区域的杂质混入量以及焊接流程的规范性,避免因杂质过多或流程不规范导致后续裂缝和缺陷的出现,进而提高整个建筑钢结构的使用寿命和稳定性。
- 还没有人留言评论。精彩留言会获得点赞!