一种自动安装压缩机静盘阀片组件的装置的制作方法
本发明涉及压缩机装配,具体涉及一种自动安装压缩机静盘阀片组件的装置。
背景技术:
1、电动涡旋压缩机是一种容积式压缩机,因其具有效率高、运行稳定、零件少、寿命长、安全性高等优势,现已广泛应用于电动汽车空调行业。电动涡旋压缩机压缩制冷剂核心部件由动涡旋盘组件和静涡旋盘组件构成。电机驱动主轴通过偏心配重带动动涡旋盘在防自转机构的约束下绕着静涡旋盘作固定半径的回转平动运动,动、静涡旋盘齿合形成的封闭月牙形工作腔容积从大到小不断变化,从而实现吸气、压缩和排气的工作过程。
2、电动涡旋压缩机上排气阀片和阀片盖板是电动涡旋压缩机的重要组成部分,阀片盖板对阀片进行定位,通过排气阀片控制高压气体从排气口排出,工作腔中的气体压力过大时,排气阀片会受压弯曲,从而打开排气口使气体排出,当气体压力不足以顶开排气阀片时,排气阀片始终盖合该排气口。
3、中国专利cn201910988076.2公开了一种汽车空调压缩机动定盘自动装配生产线,用于安装汽车空调压缩机定盘和汽车空调压缩机动盘,包括自动装排气阀片装置,所述的自动装排气阀片装置,用于将排气阀片放置在定盘特定位置上,将限位片放置于排气阀片上,并通过螺钉将排气阀片和限位片固定在定盘壳体上;自动装排气阀片装置包括储料装置、移载机构、锁螺钉机构,储料装置位于装置左下方,移载机构位于装置左上方,锁螺钉机构位于装置右部;其中储料装置用于储存待装配的排气阀片和限位片;移载机构用于将排气阀片和限位片分别移载至定盘上,包括吸盘、吸盘升降缸、伺服机构、限位板气缸、限位板,其中吸盘用于吸附抓取排气阀片和限位片,吸盘升降缸用于控制吸盘的升降,伺服机构用于控制吸盘在水平面的位置,限位板气缸控制限位板,限位板用于吸盘放料时的导向和定位。储料装置采用穿棒叠放储料,料筒内轮廓与物料外轮廓形似,薄片物料叠放,细棒穿过叠放物料的孔中;储料装置下方设有小型气缸,可推动料筒内的物料上移,保持与料筒顶部平齐。由于排气阀片的厚度比较薄,一般为0.2mm-0.3mm,为了保证物料与料筒顶部平齐,小型气缸推动物料上移的位移量控制难度大,且容易出现吸盘一次吸附多个排气阀片的情况,影响了排气阀片的正常装配。
技术实现思路
1、本发明针对现有的技术问题,提供一种自动安装压缩机静盘阀片组件的装置。
2、本发明解决上述技术问题的技术方案如下:一种自动安装压缩机静盘阀片组件的装置,包括供料组件、定位工装及取料组件,所述供料组件包括机架、料仓、料板和驱动气缸,所述机架上设有供料工位和取料工位,所述料仓设置在所述供料工位处,所述料仓上设有竖向设置的容纳槽一和水平设置的容纳槽二,所述容纳槽一和所述容纳槽二相连通,所述容纳槽一用于容纳阀片,所述料板滑动插装在所述容纳槽二内,所述料板上设有用于容纳单个阀片的容纳槽三,所述驱动气缸的输出端与所述料板连接,并驱动所述料板在所述供料工位与所述取料工位之间往复移动;
3、所述定位工装用于放置待安装工件;
4、所述取料组件包括取料吸盘及机械手,所述取料吸盘安装在所述机械手上,所述取料吸盘用于将容纳槽三内的阀片放置在待安装工件上。
5、在上述技术方案的基础上,本发明为了达到使用的方便以及装备的稳定性,还可以对上述的技术方案作出如下的改进:
6、进一步,还包括取料夹爪,所述取料夹爪安装在所述机械手上,所述定位工装上设有阀片盖板,所述取料夹爪用于将所述阀片盖板放置在所述待安装工件的阀片上。
7、进一步,还包括精确定位机构,所述精确定位机构包括驱动装置和多个定位块,所述定位块与所述驱动装置连接,所述定位块位于所述取料工位处,所述料板上设有多个与所述定位块相对应的通孔一,所述定位块用于对所述料板上的阀片进行定位。
8、进一步,所述驱动装置包括定位气缸和上升气缸,所述定位块与所述定位气缸的输出端连接,所述定位气缸与所述上升气缸的输出端连接。
9、进一步,还包括限位组件,所述限位组件包括基座、限位杆和限位传感器,所述基座安装在所述机架上,所述基座位于远离所述料仓的一端,所述限位杆和所述限位传感器安装在所述基座上,所述限位传感器用于检测所述料板在所述取料工位处的位置。
10、进一步,所述料仓上设有多个定位杆,多个所述定位杆用于限定并容纳所述阀片。
11、进一步,所述料仓上设有导向杆,所述导向杆用于对所述阀片进行导向,所述导向杆上滑动设有压块,所述压块用于放置在阀片上。
12、进一步,所述料仓的两侧设有传感器一,所述传感器一用于检测所述料仓上的阀片。
13、进一步,所述容纳槽一的下方设有传感器二,所述传感器二用于检测所述料仓内是否有所述阀片。
14、进一步,还包括输送装置,所述定位工装安装在输送装置上。
15、本发明的有益效果是:通过料仓实现对阀片进行存储,驱动气缸驱动料板移动,将料仓处的阀片移动至取料工位,料板上的容纳槽三实现每次只取一个阀片,取出的阀片通过定位块进行位置的精确矫正定位,取料吸盘吸取阀片并在机械手的带动下安装在待安装工件上。本发明利用阀片的重力实现阀片自动落在料板的容纳槽三上,降低控制难度,由于料板的容纳槽三每次只取一个阀片,因此,保证取料吸盘每次只吸附一个阀片,保证阀片正常装配在待安装工件上,提高装配效率。
技术特征:
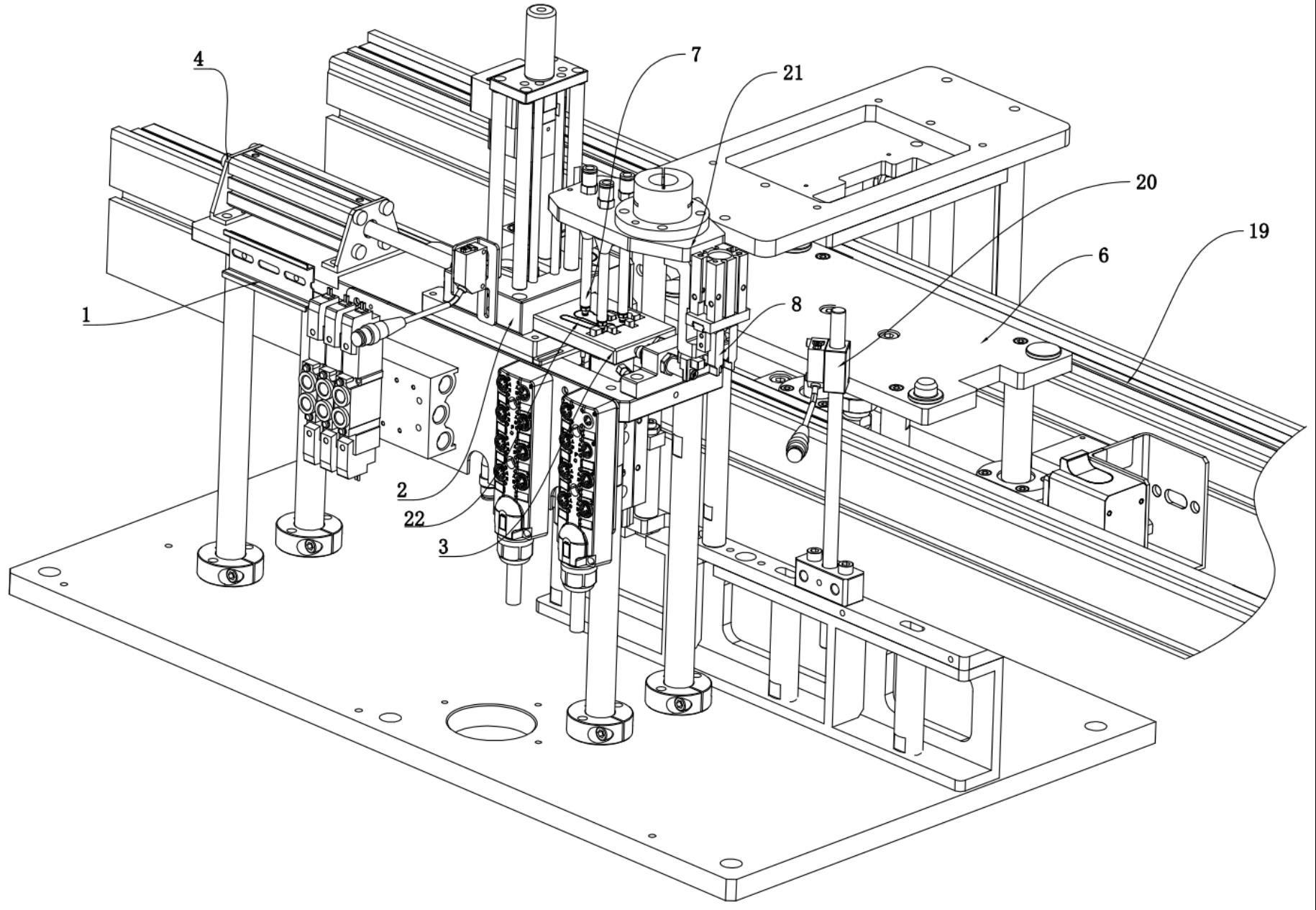
1.一种自动安装压缩机静盘阀片组件的装置,包括供料组件、定位工装(6)及取料组件,其特征在于,所述供料组件包括机架(1)、料仓(2)、料板(3)和驱动气缸(4),所述机架(1)上设有供料工位和取料工位(5),所述料仓(2)设置在所述供料工位处,所述料仓(2)上设有竖向设置的容纳槽一(201)和水平设置的容纳槽二(202),所述容纳槽一(201)和所述容纳槽二(202)相连通,所述容纳槽一(201)用于容纳阀片(22),所述料板(3)滑动插装在所述容纳槽二(202)内,所述料板(3)上设有用于容纳单个阀片(22)的容纳槽三(301),所述驱动气缸(4)的输出端与所述料板(3)连接,并驱动所述料板(3)在所述供料工位与所述取料工位(5)之间往复移动;所述定位工装(6)用于放置待安装工件(24);所述取料组件包括取料吸盘(7)及机械手,所述取料吸盘(7)安装在所述机械手上,所述取料吸盘(7)用于将所述容纳槽三(301)内的阀片(22)放置在待安装工件(24)上。
2.根据权利要求1所述的自动安装压缩机静盘阀片组件的装置,其特征在于,还包括取料夹爪(8),所述取料夹爪(8)安装在所述机械手上,所述定位工装(6)上设有阀片盖板(23),所述取料夹爪(8)用于将所述阀片盖板(23)放置在所述待安装工件(24)的阀片(22)上。
3.根据权利要求1或2所述的自动安装压缩机静盘阀片组件的装置,其特征在于,还包括精确定位机构,所述精确定位机构包括驱动装置和多个定位块(9),所述定位块(9)与所述驱动装置连接,所述定位块(9)位于所述取料工位(5)处,所述料板(3)上设有多个与所述定位块(9)相对应的通孔一(302),所述定位块(9)用于对所述料板(3)上的阀片(22)进行定位。
4.根据权利要求3所述的自动安装压缩机静盘阀片组件的装置,其特征在于,所述驱动装置包括定位气缸和上升气缸(10),所述定位块(9)与所述定位气缸的输出端连接,所述定位气缸与所述上升气缸(10)的输出端连接。
5.根据权利要求3所述的自动安装压缩机静盘阀片组件的装置,其特征在于,还包括限位组件,所述限位组件包括基座(11)、限位杆(12)和限位传感器(13),所述基座(11)安装在所述机架(1)上,所述基座(11)位于远离所述料仓(2)的一端,所述限位杆(12)和所述限位传感器(13)安装在所述基座(11)上,所述限位传感器(13)用于检测所述料板(3)在所述取料工位(5)处的位置。
6.根据权利要求5所述的自动安装压缩机静盘阀片组件的装置,其特征在于,所述料仓(2)上设有多个定位杆(16),多个所述定位杆(16)用于限定并容纳所述阀片(22)。
7.根据权利要求6所述的自动安装压缩机静盘阀片组件的装置,其特征在于,所述料仓(2)上设有导向杆(15),所述导向杆(15)用于对所述阀片(22)进行导向,所述导向杆(15)上滑动设有压块(14),所述压块(14)用于放置在所述阀片(22)上。
8.根据权利要求6所述的自动安装压缩机静盘阀片组件的装置,其特征在于,所述料仓(2)的两侧设有传感器一(17),所述传感器一(17)用于检测所述料仓(2)上的阀片(22)。
9.根据权利要求8所述的自动安装压缩机静盘阀片组件的装置,其特征在于,所述容纳槽一(201)的下方设有传感器二(18),所述传感器二(18)用于检测所述料仓(2)内是否有所述阀片(22)。
10.根据权利要求1或2所述的自动安装压缩机静盘阀片组件的装置,其特征在于,还包括输送装置(19),所述定位工装(6)安装在输送装置(19)上。
技术总结
本发明涉及压缩机装配技术领域,具体为一种自动安装压缩机静盘阀片组件的装置,包括供料组件、定位工装及取料组件,供料组件包括料仓、料板和驱动气缸,料仓上设有竖向设置的容纳槽一和水平设置的容纳槽二,容纳槽一和容纳槽二相连通,容纳槽一用于容纳阀片,料板滑动插装在容纳槽二内,料板上设有用于容纳单个阀片的容纳槽三,驱动气缸的输出端与料板连接,并驱动所述料板在供料工位与所述取料工位之间往复移动;定位工装用于放置待安装工件;取料组件包括机械手及安装在机械手上的取料吸盘,取料吸盘用于将取料工位处的阀片放置在待安装工件上。容纳槽三每次只取一个阀片,保证取料吸盘每次只吸附一个阀片,保证阀片正常装配在待安装工件上。
技术研发人员:王世林
受保护的技术使用者:山东中际钇嘉智能装备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!