一种核电发电机轴的高效加工工艺的制作方法
本发明涉及发电机设备加工,具体为一种核电发电机轴的高效加工工艺。
背景技术:
1、发电机是指将机械能转换成电能的机械设备,它由水轮机、汽轮机、柴油机或其他动力机械驱动,将水流,气流,燃料燃烧或原子核裂变产生的能量转化为机械能传给发电机,再由发电机转换为电能,发电机通常由定子、转子、端盖及轴承等部件构成。
2、目前,发电机轴在加工过程中,利用车床加工中心孔时需要通过中心架托住工件,在运作过程中中心孔锥面会随着中心架跳动,而在实际操作中难以确保跳动幅度及频率符合要求,从而无法保证发电机轴的加工质量,进而会降低加工效率,甚至在跳动幅度过大时可能会发生轴报废等情况。
技术实现思路
1、本发明的目的在于提供一种核电发电机轴的高效加工工艺,以解决上述背景技术中提出的问题。
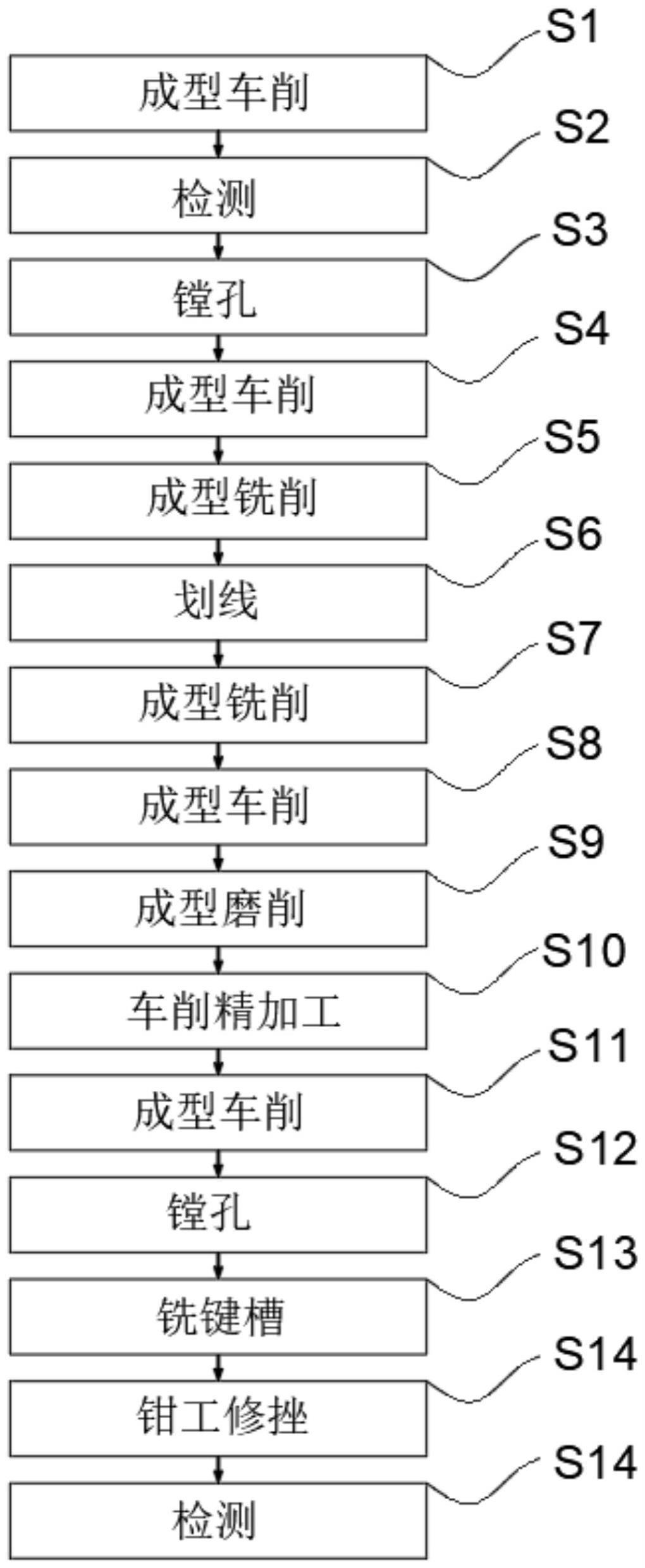
2、为解决上述技术问题,本发明提供如下技术方案:一种核电发电机轴的高效加工工艺,包括以下步骤:
3、s1、成型车削:将热处理后的轴毛坯固定到车床上,根据图纸尺寸用车刀将毛坯的多余部分切削掉;
4、s2、检测:超声波探伤,检查材质缺陷;
5、s3、镗孔:将轴放在镗床上,加工轴两端的中心孔、攻丝、镗止口,两个中心孔同轴度<0.10mm;
6、s4、车削成型:通过轴两端中心孔定位,车轴两端面做为支撑基准;
7、s5、成型铣削:将v型块分别支承在s4中已经加工好的位置,将分度工装装在档端部,找正轴外圆水平和垂直母线,保证其偏差≤0.03㎜,将水平仪安装在轴分度工装上,再找正,使其偏差<0.02mm,分别铣六个面;
8、s6、划线:划出正六边形上的六个鸽尾槽的中心线,并在中心轴两端面用样板划出鸽尾槽加工线,线宽<0.2mm;
9、s7、成型铣削:将已铣的六边形的某一面与镗床主轴垂直放置,找正该面,保证其上下偏差≤0.02㎜,前后偏差≤0.05㎜,找正该面中心线,使其偏差≤0.02㎜,以该面中心线为基准,向上偏移铣鸽尾槽;
10、s8、成型车削:检查加工余量,车削各部至指定尺寸,两个中心孔同轴度<0.10mm;
11、s9、成型磨削:两顶尖装夹,磨削轴的外圆共十一档至满足图纸要求,所加工外圆与两中心孔跳动<0.01mm;
12、s10、车削精加工:卡盘夹住s4中加工好的一侧端面,找正s9中磨削好的外圆,保证已磨外圆跳动<0.015㎜,以轴右端面为基准面(z0),精车削各档至图纸尺寸;
13、s11、成型车削:保证外圆跳动<0.015㎜,车削端部档至图纸要求。
14、按图切槽、修正r及倒角,修中心孔,车削止口,保证总长;
15、s12、镗孔:找正非驱动端端面、驱动端端面和轴外圆母线,保证其垂直度<0.03㎜,钻螺纹孔;
16、s13、铣键槽:将轴架在v型块上,找正轴外圆水平和垂直母线,保证其偏差≤0.02㎜,铣键槽至要求尺寸,保证键槽与轴中心线对称度<
17、0.05㎜;
18、s14、钳工修挫:去锐边毛刺,清洁中心孔;
19、s15、检测:终检,渗透检测,检测达标后即可完成整体核电发电机机轴的加工工艺。
20、优选的,所述步骤s1中,各档外径预留10mm余量,总长预留7mm余量。
21、优选的,所述步骤s3中,使用镗床加工轴的中心孔,机床主轴跳动在0.02mm以内,主轴跳动决定中心孔锥面的跳动,可确保锥面跳动在0.02mm以内。
22、优选的,所述步骤s9中,轴承档外径预留0.4mm的可磨量,其余待磨档外径预留0.7mm的可磨量,其余各档外径预留2.5mm的精车余量。
23、优选的,所述步骤s10中,先加工轴的直径方向,并预留1.4mm余量,再进行半精车和精车加工至指定尺寸。
24、与现有技术相比,本发明的有益效果是:
25、该核电发电机轴高效加工工艺通过s5和s7步骤将大部分需要切除的材料铣削掉,确保整根轴的应力充分释放,以保证加工精度及稳定性;
26、该加工工艺通过在镗床上加工中心孔,控制镗床主轴跳动在0.02mm以内,由于主轴跳动决定中心孔锥面的跳动,即可确保锥面跳动在0.02mm以内,解决了发电机轴加工过程中中心孔锥面随着中心架跳动,进而影响发电机轴加工质量,甚至发生报废的问题,以此提高发电机轴的加工效率,降低制造成本。
技术特征:
1.一种核电发电机轴的高效加工工艺,其特征在于: 包括以下步骤:
2.按图切槽、修正r及倒角,修中心孔,车削止口,保证总长;
3.根据权利要求1所述的一种核电发电机轴的高效加工工艺,其特征在于:所述步骤s1中,各档外径预留10mm余量,总长预留7mm余量。
4.根据权利要求2所述的一种核电发电机轴的高效加工工艺,其特征在于:所述步骤s3中,使用镗床加工轴的中心孔,机床主轴跳动在0.02mm以内,主轴跳动决定中心孔锥面的跳动,可确保锥面跳动在0.02mm以内。
5.根据权利要求2所述的一种核电发电机轴的高效加工工艺,其特征在于:所述步骤s9中,轴承档外径预留0.4mm的可磨量,其余待磨档外径预留0.7mm的可磨量,其余各档外径预留2.5mm的精车余量。
6.根据权利要求4所述的一种核电发电机轴的高效加工工艺,其特征在于:所述步骤s10中,先加工轴的直径方向,并预留1.4mm余量,再进行半精车和精车加工至指定尺寸。
技术总结
本发明公开了一种核电发电机轴的高效加工工艺,本发明涉及发电机轴加工技术领域,通过成型车削、检测、镗孔、成型铣削、划线、成型磨削、车削精加工、铣键槽、钳工修挫等加工方式的改变和调整,使发电机轴的中心孔锥面跳动在0.02mm以内,避免跳动幅度过大影响加工质量,保证了发电机轴的加工效率。
技术研发人员:许丰,张飞,戈跃,严明军
受保护的技术使用者:镇江中船现代发电设备有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!