一种多边性能调控高压水除鳞喷淋控制系统及方法与流程
本发明涉及钢铁生产,更具体地说,它涉及一种多边性能调控高压水除鳞喷淋控制系统及方法。
背景技术:
1、轧钢炉后高压水除鳞喷淋系统是轧制生产工序工艺中一个关键控制系统。自高线高压水除鳞喷淋系统投入以来,前期高压水除鳞喷淋系统运行不稳定,而且时常因脱方坯出现卡钢现象严重影响生产,喷淋动作也不受控,相关控制连锁和控制方法不能完全满足现场生产工艺,导致现场轧辊设备不同程度的磨损,现场生产环境不同程度的污染。
技术实现思路
1、本发明要解决的技术问题是针对现有技术的上述不足,本发明的目的一是提供一种多边性能调控高压水除鳞喷淋控制方法。
2、本发明的目的二是提供一种多边性能调控高压水除鳞喷淋控制系统。
3、为了实现上述目的一,本发明提供一种多边性能调控高压水除鳞喷淋控制方法,包括:
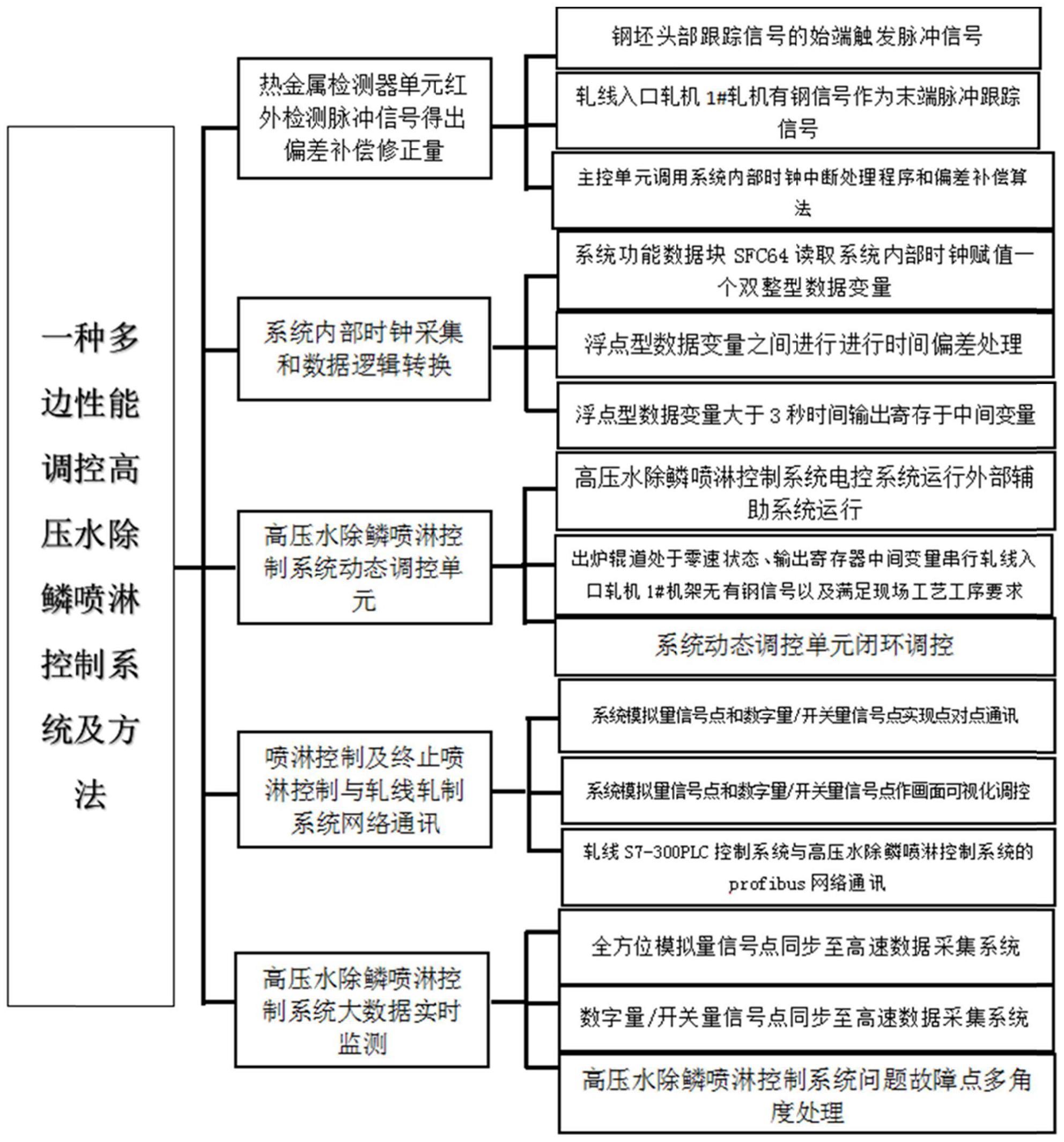
4、获取钢坯出炉时的跟踪信号,并作为首端脉冲跟踪信号;
5、获取轧线入口轧机的1#轧机的有钢信号,并作为末端脉冲跟踪信号;
6、通过首端脉冲跟踪信号触发读取高压水除鳞喷淋控制系统的内部时钟,并作为首端数据变量;
7、通过末端脉冲跟踪信号触发读取高压水除鳞喷淋控制系统的内部时钟,并作为末端数据变量;
8、对首端数据变量、末端数据变量进行时间偏差处理得到时间偏差补偿;
9、根据首端脉冲跟踪信号、末端脉冲跟踪信号及时间偏差补偿控制高压水除鳞喷淋控制系统工作。
10、作为进一步地改进,首端脉冲跟踪信号触发时,读取高压水除鳞喷淋控制系统的内部时钟并赋值一个双整型数据变量,再将此双整型数据变量通过数据类型转换为浮点型数据变量,并作为首端数据变量;
11、末端脉冲跟踪信号触发时,读取高压水除鳞喷淋控制系统的内部时钟并赋值一个双整型数据变量,再将此双整型数据变量通过数据类型转换为浮点型数据变量,并作为末端数据变量;
12、对首端数据变量、末端数据变量进行时间偏差处理得到以毫秒为基准的中间浮点型数据变量;
13、再将中间浮点型数据变量转换为以秒为基准的浮点型数据变量,并作为时间偏差补偿。
14、进一步地,当首端脉冲跟踪信号出现时,控制高压水除鳞喷淋控制系统开始喷淋;
15、当首端脉冲跟踪信号消失时,延时时间偏差补偿后控制高压水除鳞喷淋控制系统停止喷淋。
16、进一步地,当时间偏差补偿小于设定工艺时间时,将设定工艺时间作为时间偏差补偿。
17、进一步地,自动控制高压水除鳞喷淋控制系统停止喷淋的连锁条件包括出炉辊道处于零速状态、时间偏差补偿延时到达且轧线入口轧机的1#轧机无有钢信号。
18、进一步地,控制高压水除鳞喷淋控制系统正常喷淋的连锁条件包括非急停状态、进水水压正常、液位正常、变频器正常、进口阀开、出口阀开、温度正常、主泵正常、高压水除鳞喷淋控制系统的电控系统运行状态正常。
19、进一步地,建立轧线控制系统与高压水除鳞喷淋控制系统的profibus网络通讯,高压水除鳞喷淋控制系统设置成轧线控制系统的一个从站;将高压水除鳞喷淋控制系统的急停点、进水水压点、液位点,变频器准备好及运行点、进口阀开点、出口阀开点、温度点、主泵准备好及运行点的信号反馈至轧线控制系统,同时在控制画面作可视化调控。
20、进一步地,利用高速数据采集系统采集高压水除鳞喷淋控制系统的急停点、进水水压压力值、液位值、变频器准备好及运行点、进口阀开点、出口阀开点、温度值、各泵运行参数、各阀门打开状况、就地远程控制位、除鳞控制方式、主泵电磁阀工作状态、补水电磁阀工作状态,并作大数据实时监测;以及同步查询历史运行数据。
21、进一步地,在控制画面设置“操作切换”选择框;当选择手动除鳞,除鳞泵直接除鳞,不需要经过热检信号;当选择自动除鳞,接收到除鳞热检信号,除鳞泵开始除鳞,热检信号消失,除鳞泵停止除鳞;当选择停止除鳞,复位手动除鳞按钮和自动除鳞按钮,停止除鳞。
22、为了实现上述目的二,本发明提供一种多边性能调控高压水除鳞喷淋控制系统,包括高压水除鳞喷淋控制系统,还包括:
23、热金属检测器单元,用于获取钢坯出炉时的跟踪信号;
24、主控单元,用于获取轧线入口轧机的1#轧机的有钢信号;并根据上述的一种多边性能调控高压水除鳞喷淋控制方法控制高压水除鳞喷淋控制系统工作。
25、有益效果
26、本发明与现有技术相比,具有的优点为:
27、1.本发明可以使高压水除鳞喷淋控制系统运行稳定,出炉辊道正常非零速运行时以及钢坯在正常咬入粗轧一架的情况下,高压水除鳞喷淋控制系统能做到正常喷淋,若出现脱方坯以及喷淋装置卡钢异常情况下,高压水除鳞喷淋控制系统做到及时停止喷淋,提高了喷淋用水的精度,在满足生产工艺的前提下长期稳定运行,也大量节约水资源和电能,避免现场轧辊设备不同程度的磨损,改善现场生产环境和设备运行环境。
28、2.本发明通过建立轧线控制系统与高压水除鳞喷淋控制系统的profibus网络通讯,高压水除鳞喷淋控制系统模拟量信号点和数字量/开关量信号点实现点对点通讯,同步高压水除鳞喷淋控制系统模拟量信号点和数字量/开关量信号点作画面可视化调控,实现高压水除鳞喷淋控制系统的动态或静态最优控制。
29、3.本发明通过采集高压水除鳞喷淋控制系统全方位模拟量信号点和数字量/开关量信号点同步至高速数据采集系统,便利快捷式查询历史运行数据,多角度处理高压水除鳞喷淋控制系统问题故障点。
技术特征:
1.一种多边性能调控高压水除鳞喷淋控制方法,其特征在于,包括:
2.根据权利要求1所述的一种多边性能调控高压水除鳞喷淋控制方法,其特征在于,首端脉冲跟踪信号触发时,读取高压水除鳞喷淋控制系统的内部时钟并赋值一个双整型数据变量,再将此双整型数据变量通过数据类型转换为浮点型数据变量,并作为首端数据变量;
3.根据权利要求1所述的一种多边性能调控高压水除鳞喷淋控制方法,其特征在于,当首端脉冲跟踪信号出现时,控制高压水除鳞喷淋控制系统开始喷淋;
4.根据权利要求1所述的一种多边性能调控高压水除鳞喷淋控制方法,其特征在于,当时间偏差补偿小于设定工艺时间时,将设定工艺时间作为时间偏差补偿。
5.根据权利要求1所述的一种多边性能调控高压水除鳞喷淋控制方法,其特征在于,自动控制高压水除鳞喷淋控制系统停止喷淋的连锁条件包括出炉辊道处于零速状态、时间偏差补偿延时到达且轧线入口轧机的1#轧机无有钢信号。
6.根据权利要求1所述的一种多边性能调控高压水除鳞喷淋控制方法,其特征在于,控制高压水除鳞喷淋控制系统正常喷淋的连锁条件包括非急停状态、进水水压正常、液位正常、变频器正常、进口阀开、出口阀开、温度正常、主泵正常、高压水除鳞喷淋控制系统的电控系统运行状态正常。
7.根据权利要求1-6任意一项所述的一种多边性能调控高压水除鳞喷淋控制方法,其特征在于,建立轧线控制系统与高压水除鳞喷淋控制系统的profibus网络通讯,高压水除鳞喷淋控制系统设置成轧线控制系统的一个从站;将高压水除鳞喷淋控制系统的急停点、进水水压点、液位点,变频器准备好及运行点、进口阀开点、出口阀开点、温度点、主泵准备好及运行点的信号反馈至轧线控制系统,同时在控制画面作可视化调控。
8.根据权利要求7所述的一种多边性能调控高压水除鳞喷淋控制方法,其特征在于,利用高速数据采集系统采集高压水除鳞喷淋控制系统的急停点、进水水压压力值、液位值、变频器准备好及运行点、进口阀开点、出口阀开点、温度值、各泵运行参数、各阀门打开状况、就地远程控制位、除鳞控制方式、主泵电磁阀工作状态、补水电磁阀工作状态,并作大数据实时监测;以及同步查询历史运行数据。
9.根据权利要求7所述的一种多边性能调控高压水除鳞喷淋控制方法,其特征在于,在控制画面设置“操作切换”选择框;当选择手动除鳞,除鳞泵直接除鳞,不需要经过热检信号;当选择自动除鳞,接收到除鳞热检信号,除鳞泵开始除鳞,热检信号消失,除鳞泵停止除鳞;当选择停止除鳞,复位手动除鳞按钮和自动除鳞按钮,停止除鳞。
10.一种多边性能调控高压水除鳞喷淋控制系统,包括高压水除鳞喷淋控制系统,其特征在于,还包括:
技术总结
本发明公开了一种多边性能调控高压水除鳞喷淋控制系统及方法,属于钢铁生产技术领域,解决现有高压水除鳞喷淋系统运行不稳定的技术问题,方法为:获取钢坯出炉时的跟踪信号,并作为首端脉冲跟踪信号;获取轧线入口轧机的1#轧机的有钢信号,并作为末端脉冲跟踪信号;通过首端脉冲跟踪信号触发读取高压水除鳞喷淋控制系统的内部时钟,并作为首端数据变量;通过末端脉冲跟踪信号触发读取高压水除鳞喷淋控制系统的内部时钟,并作为末端数据变量;对首端数据变量、末端数据变量进行时间偏差处理得到时间偏差补偿;根据首端脉冲跟踪信号、末端脉冲跟踪信号及时间偏差补偿控制高压水除鳞喷淋控制系统工作。
技术研发人员:唐冠群,朱春韶,胡秋竻,潘里东
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!